精密塑胶模具的模内钳件摆放机构的制作方法
[0001]
本实用新型涉及注塑模具的技术领域,特别涉及一种精密塑胶模具的模内钳件摆放机构。
背景技术:
[0002]
在注塑过程中,有些产品需要在模具注塑前,先把五件钳件放入模具型腔内。定位固定后再进行注塑,由此五金钳件就镶嵌在注塑成型的制品上。通常情况下,五金钳件是通过人工手动摆放或者是机械手自动摆放。
[0003]
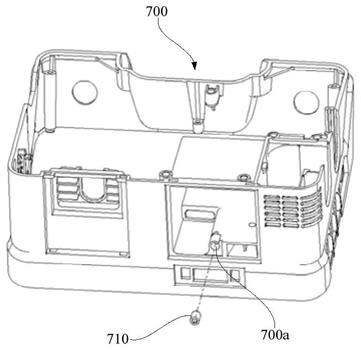
如图1所示,该塑胶产品700的扣位内具有镶嵌位700a,注塑时需要在该镶嵌位内嵌入一五金钳件710。根据该产品结构,扣位需要借助滑块镶件脱模,因此五金钳件710需要设计在滑块镶件上。注塑时,将五金钳件710摆放在滑块镶件与后模镶件靠近的一侧。然而,由于滑块镶件和后模镶件之间的空间有限,五金钳件710是无法直接摆放在滑块镶件上,故难以实现自动化生产。
技术实现要素:
[0004]
针对现有技术存在的问题,本实用新型的主要目的是提供一种精密塑胶模具的模内钳件摆放机构,以实现在滑块镶件上摆放五金钳件,从而实现在产品扣位内设置五金钳件的自动化生产。
[0005]
为实现上述目的,本实用新型提出的精密塑胶模具的模内钳件摆放机构,该精密塑胶模具包括大滑块和固定在所述大滑块上滑块镶件。所述大滑块上滑动设置有小滑块,所述小滑块的顶部设有一镶针,所述镶针的头部穿过所述滑块镶件,且所述镶针的头部具有摆放位,五金钳件置于该摆放位上;
[0006]
所述小滑块的底部设有定位件,所述大滑块的下方设有一与所述定位件相对的挡块。
[0007]
优选地,所述大滑块上设有滑槽,所述小滑块滑动设置在所述滑槽内。
[0008]
优选地,所述小滑块的顶部设有复位针,所述复位针的头部穿过所述滑块镶件。
[0009]
优选地,所述小滑块的一侧面具有导槽,所述大滑块的滑槽内设有与所述导槽配合的导轨,所述小滑块滑动卡合在所述导轨上。
[0010]
优选地,所述导轨通过螺丝固定在所述滑槽内。
[0011]
优选地,所述定位件为定位螺丝。
[0012]
本实用新型的技术方案通过滑块镶件的大滑块上设置滑槽,并在该滑槽内设置一小滑块,在小滑块的顶部设置一贯穿滑块镶件的镶针,在镶针的顶部设置摆放位;同时,在小滑块的底部设置定位件,并在塑胶模具内设置支撑定位件的挡块。合模状态下,滑块镶件插入模具型腔内,五金钳件置于镶针的上端部并位于滑块镶件的顶部侧壁旁,与滑块镶件一起插入模具型腔内。开模时,大滑块带动滑块镶件从模具型腔内退出,同时带动小滑块一起移动,当大滑块和小滑块运动到一定距离后,定位件抵触到挡块,小滑块被限制停止移
动,大滑块继续运动。当大滑块停止运动后,镶针头部高出于滑块镶件的顶部,这样就有足够的空间摆放新的五金钳件。
附图说明
[0013]
图1为现有一种塑胶制品的结构示意图;
[0014]
图2为本实用新型提供的精密塑胶模具的结构示意图;
[0015]
图3为图2中a-a处的剖视图;
[0016]
图4为开模状态下a-a处的剖视图;
[0017]
图5为本实用新型模内钳件摆放机构的结构示意图。
[0018]
附图标号中:100-后模板;200-后模镶件;300-滑块镶件;400-大滑块, 410-导轨;500-油缸;600-模内钳件摆放机构,610-小滑块,620-镶针,610a
-ꢀ
摆放位,630-定位件,631-挡块,640-复位针;700-塑胶产品,700a-镶嵌位, 710-五金钳件。
具体实施方式
[0019]
下面将结合本实用新型实施例中的中附图,对本发明实施例中的技术方案进行清除、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0020]
请参阅说明书附图2,该精密塑胶模具包括后模板100,该后模板100上设有后模镶件200、滑块镶件300、大滑块400以及用于驱动大滑块400运动的油缸500。大滑块400滑动设置在后模板100上,其下端固定在油缸500的输出轴上。滑块镶件300固定在大滑块400上,其顶部插入后模板100的型腔内。后模镶件200固定在后模板100的型腔内。
[0021]
大滑块400内设有滑槽,该滑槽内设有模内钳件摆放机构600。该模内钳件摆放机构600包括小滑块610,该小滑块610滑动设置在大滑块400的滑槽内。小滑块610的顶部设有一镶针620,镶针620的头部穿过滑块镶件300,且镶针 620的头部具有摆放位620a,五金钳件710置于该摆放位620a上。小滑块610的底部设有定位件630,该大滑块400的下方设有一与定位件630相对的挡块631,该挡块631固定在油缸500的安装板上。
[0022]
如图3所示,合模状态下,滑块镶件300插入模具型腔内,五金钳件710置于镶针620的上端部并位于滑块镶件300的顶部侧壁旁,与滑块镶件300一起插入模具型腔内后,与后模镶件200一起形成产品型腔。
[0023]
如图4所示,开模时,油缸500驱动大滑块400带动滑块镶件300从模具型腔内退出,同时带动小滑块610一起移动,当大滑块400和小滑块610运动到一定距离后,定位件630抵触到挡块631,小滑块610被限制停止移动,大滑块400 继续运动。当大滑块400停止运动后,镶针620头部突出于滑块镶件300的顶部,这样就有足够的空间摆放新的五金钳件710。
[0024]
本实用新型通过在滑块镶件300的大滑块400上设置小滑块610,并在小滑块610上设置设置一贯穿滑块镶件300的镶针620,在小滑块610的底部设置定位件630,并在模具内设置与定位件630相对的挡块631,由此,当大滑块400 带动滑块镶件300向下移动一定距离后,可使得镶针620停止移动而滑块镶件300随大滑块400继续移动,由此使得镶针620的头部高出滑块镶件300的顶部,这样五金钳件710就有足够的空间来进行摆放,从而实现在扣
位内摆放五金钳件710,实现自动化生产。
[0025]
在本实施例中,该小滑块610的顶部设有复位针640,该复位针640的头部穿过所述滑块镶件300。摆放新的五金钳件710后,合模时,可通过复位针640 碰触后模镶件200复位。
[0026]
在本实施例中,该小滑块610的一侧面具有导槽,大滑块400的滑槽内设有与导槽配合的导轨,小滑块610滑动卡合在导轨上。具体地,该导轨通过螺丝固定在大滑块400的滑槽内。通过在小滑块610上设置导槽,在滑槽内设置导轨,以使得小滑块610的滑动更加平稳。
[0027]
在本实施例中,该定位件630为一长杆螺丝,该定位螺丝的头部通过螺纹连接在小滑块610的底部。采用长杆螺丝作为定位件630,方便安装更换。
[0028]
以上所述仅为本实用新型的优选实施例,并不用以本实用新型,凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同替换和改进,均应包含在本实用新型技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1