一种异径管套注塑模具的制作方法
1.本实用新型涉及管道加工领域,具体涉及一种异径管套注塑模具。
背景技术:
2.目前国际上的聚乙烯管道的规格分为美制和公制两种不同的尺寸体系。大部分美洲国家包括北美和南美的众多国家以及部分非洲国家的工程建设中一般是使用美制规格的聚乙烯管道。此外涉及核电站领域的工程中,包括我国的核电站工程中,都需要大量使用美制的高密度聚乙烯pe管。而其他的国家包括我国则是使用公制的iso体系的尺寸标准。因此就需要有一种能够使不同口径或标准的管道实现相互套接的管套。
3.相比于传统的管道注塑模具,管套由于具有两种不同尺寸口径,因此传统的上下结构的注塑模具就无法使用,需要一种能够实现快速且便捷进行注塑并拆解的模具。
技术实现要素:
4.本实用新型所要解决的技术问题是:提供一种能够适用于多口径管套且能够快速便捷地将注塑完毕的管套拆卸下来的异径管套注塑模具。
5.为了解决上述技术问题,本实用新型采用的技术方案为:一种异径管套注塑模具,包括下模、柱体和上模;
6.所述下模的上表面开设有下浇铸腔,所述下浇铸腔包括依次同轴设置的第一口径段、过渡段和第二口径段,所述第一口径段和第二口径段呈半圆柱状,所述过渡段呈圆台状,所述下浇铸腔的轴向的一侧设有滑轨,所述滑轨与第二口径段连通且同轴设置,所述下模的四周设有导向柱;
7.所述柱体滑动连接于滑轨内,所述柱体包括依次同轴设置的第一圆柱段、圆台段和第二圆柱段,所述第一圆柱段的长度与第一口径段相同,所述第一圆柱段的直径小于第一口径段,所述圆台段的长度与过渡段相同,所述圆台段的直径小于过渡段,所述第二圆柱段的长度与第二口径段相同,所述第二圆柱段的直径小于第二口径段;
8.所述上模的下表面开设有与下浇铸腔相同的上浇铸腔,所述上模内开设有与上浇铸腔连通的浇铸孔,所述上模开设有与导向柱对应的导向孔。
9.具体的,所述下模的上表面开设有多个定位凹槽,所述上模的下表面开设有与定位凹槽对应的定位凸块。
10.具体的,所述第一口径段的端部开设有下轴心槽,所述上浇铸腔开设有与下轴心槽相同的上轴心槽,所述第一圆柱段的端部固定连接有与下轴心槽和上轴心槽相适配的轴心块,所述轴心块的长度和直径均与下轴心槽相同。
11.具体的,所述上浇铸腔的内壁上嵌设有印花块。
12.具体的,所述上模的外壁上固定连接有吊耳。
13.本实用新型的有益效果在于:由于上下浇铸腔以及柱体的形状一一对应,因此能够便捷地在模具内浇铸出异径的管套,上下浇铸腔沿过轴线的平面一分为二,从而能够使
具有不同口径的管套便捷的取出。
附图说明
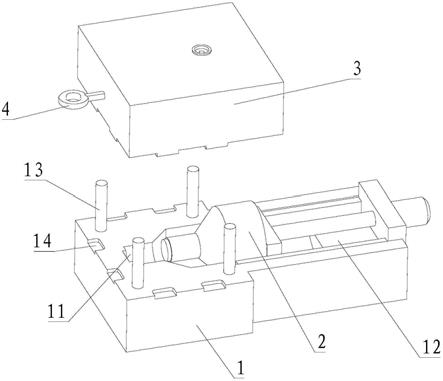
14.图1为本实用新型具体实施方式异径管套注塑模具结构示意图;
15.图2为本实用新型具体实施方式下模结构示意图;
16.图3为本实用新型具体实施方式上模结构示意图;
17.图4为本实用新型具体实施方式柱体结构示意图;
18.标号说明:
[0019]1‑
下模;11
‑
下浇铸腔;111
‑
第一口径段;112
‑
过渡段;113
‑
第二口径段;114
‑ꢀ
下轴心槽;12
‑
滑轨;13
‑
导向柱;14
‑
定位凹槽;2
‑
柱体;21
‑
第一圆柱段;22
‑
圆台段;23
‑
第二圆柱段;24
‑
轴心块;3
‑
上模;31
‑
上浇铸腔;32
‑
浇铸孔;33
‑
导向孔;34
‑
定位凸块;35
‑
印花块;4
‑
吊耳。
具体实施方式
[0020]
为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
[0021]
参照附图1至4,本实用新型的一种异径管套注塑模具,包括下模1、柱体 2和上模3;
[0022]
所述下模1的上表面开设有下浇铸腔11,所述下浇铸腔11包括依次同轴设置的第一口径段111、过渡段112和第二口径段113,所述第一口径段111和第二口径段113呈半圆柱状,所述过渡段112呈圆台状,所述下浇铸腔11的轴向的一侧设有滑轨12,所述滑轨12与第二口径段113连通且同轴设置,所述下模 1的四周设有导向柱13;
[0023]
所述柱体2滑动连接于滑轨12内,所述柱体2包括依次同轴设置的第一圆柱段21、圆台段22和第二圆柱段23,所述第一圆柱段21的长度与第一口径段 111相同,所述第一圆柱段21的直径小于第一口径段111,所述圆台段22的长度与过渡段112相同,所述圆台段22的直径小于过渡段112,所述第二圆柱段 23的长度与第二口径段113相同,所述第二圆柱段23的直径小于第二口径段 113;
[0024]
所述上模3的下表面开设有与下浇铸腔11相同的上浇铸腔31,所述上模3 内开设有与上浇铸腔31连通的浇铸孔32,所述上模3开设有与导向柱13对应的导向孔33。
[0025]
本实用新型的工作原理为:先将柱体2通过滑轨12滑入下浇铸腔11内,之后将上模3的导向孔33对准下模1的导向柱13并将上模3盖在下模1上方,随后通过上模3的浇铸孔32向下浇铸腔11和上浇铸腔31内填充熔融的管套原料。等待管套凝固后,将上模3打开,之后将柱体2向外移动,使其与管套分离就能够得到成品。
[0026]
由上述描述可知,本实用新型的有益效果在于:由于上下浇铸腔以及柱体的形状一一对应,因此能够便捷地在模具内浇铸出异径的管套,上下浇铸腔沿过轴线的平面一分为二,从而能够使具有不同口径的管套便捷的取出。
[0027]
进一步的,所述下模1的上表面开设有多个定位凹槽14,所述上模3的下表面开设有与定位凹槽14对应的定位凸块34。
[0028]
由上述描述可知,定位凹槽和定位凸块一一对应,能够使上模和下模进一步对齐,
同时防止上模和下模装反。
[0029]
进一步的,所述第一口径段111的端部开设有下轴心槽114,所述上浇铸腔 31开设有与下轴心槽114相同的上轴心槽,所述第一圆柱段21的端部固定连接有与下轴心槽114和上轴心槽相适配的轴心块24,所述轴心块24的长度和直径均与下轴心槽114相同。
[0030]
由上述描述可知,柱体装入下浇铸腔内后,轴心块嵌入下轴心槽内,从而确保柱体和下浇铸腔保持同轴,进而能够避免浇铸出的管套壁厚不均匀的情况。
[0031]
进一步的,所述上浇铸腔31的内壁上嵌设有印花块35。
[0032]
由上述描述可知,印花块上预先刻有需要在管套表面标注的信息,从而使管套直接在浇铸时就能够刻印好需要的信息,减少后续生产流程。
[0033]
进一步的,所述上模3的外壁上固定连接有吊耳4。
[0034]
由上述描述可知,吊耳能够方便上模的拆装。
[0035]
实施例一
[0036]
一种异径管套注塑模具,包括下模1、柱体2和上模3;
[0037]
所述下模1的上表面开设有下浇铸腔11,所述下浇铸腔11包括依次同轴设置的第一口径段111、过渡段112和第二口径段113,所述第一口径段111和第二口径段113呈半圆柱状,所述过渡段112呈圆台状,所述下浇铸腔11的轴向的一侧设有滑轨12,所述滑轨12与第二口径段113连通且同轴设置,所述下模 1的四周设有导向柱13;
[0038]
所述柱体2滑动连接于滑轨12内,所述柱体2包括依次同轴设置的第一圆柱段21、圆台段22和第二圆柱段23,所述第一圆柱段21的长度与第一口径段 111相同,所述第一圆柱段21的直径小于第一口径段111,所述圆台段22的长度与过渡段112相同,所述圆台段22的直径小于过渡段112,所述第二圆柱段 23的长度与第二口径段113相同,所述第二圆柱段23的直径小于第二口径段 113;
[0039]
所述上模3的下表面开设有与下浇铸腔11相同的上浇铸腔31,所述上模3 内开设有与上浇铸腔31连通的浇铸孔32,所述上模3开设有与导向柱13对应的导向孔33,所述上浇铸腔31的内壁上嵌设有印花块35,所述上模3的外壁上固定连接有吊耳4;
[0040]
所述下模1的上表面开设有多个定位凹槽14,所述上模3的下表面开设有与定位凹槽14对应的定位凸块34;
[0041]
所述第一口径段111的端部开设有下轴心槽114,所述上浇铸腔31开设有与下轴心槽114相同的上轴心槽,所述第一圆柱段21的端部固定连接有与下轴心槽114和上轴心槽相适配的轴心块24,所述轴心块24的长度和直径均与下轴心槽114相同。
[0042]
综上所述,本实用新型提供的有益效果在于:由于上下浇铸腔以及柱体的形状一一对应,因此能够便捷地在模具内浇铸出异径的管套,上下浇铸腔沿过轴线的平面一分为二,从而能够使具有不同口径的管套便捷的取出。定位凹槽和定位凸块一一对应,能够使上模和下模进一步对齐,同时防止上模和下模装反。柱体装入下浇铸腔内后,轴心块嵌入下轴心槽内,从而确保柱体和下浇铸腔保持同轴,进而能够避免浇铸出的管套壁厚不均匀的情况。印花块上预先刻有需要在管套表面标注的信息,从而使管套直接在浇铸时就能够刻印好需要的信息,减少后续生产流程。吊耳能够方便上模的拆装。
[0043]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领
域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1