一种具备端盖二次顶出机构的注塑模具的制作方法
1.本实用新型涉及模具技术领域,尤其是一种具备端盖二次顶出机构的注塑模具。
背景技术:
2.模具中顶出机构的作用是将塑胶产品从模具型腔脱离,使成型产品能模具型腔脱离。常用顶出机构包括顶针、顶块和斜顶等,顶针也是注塑模具中应用最为广泛的一种顶出方式,一般情况下,产品有扣位的情况下就会采用斜顶机构,如产品没有扣位的情况下就会采用顶针机构顶出;通常由于端盖产品细长,很少使用较大的斜顶机构,从而限制了端盖的造型跟产品结构,但随着社会需求,越来越多产品结构跟造型正在改进、优化,有些产品因结构跟造型需求,大量运用到扣位或掏胶现象,满足结构跟造型需求的同时,因收缩或产品结构原因会带来产品夹住顶出机构现象。
技术实现要素:
3.本实用新型针对上述技术不足,提供一种避免塑胶件在斜顶顶出时造成产品因收缩夹斜顶的现象,从而解决产品的取件困难的问题,大大提高了塑胶件的生产质量与速度,打破普通端盖造型的局限性,使端盖产品造型更加美观、实用的注塑模具。
4.为达到上述目的,本实用新型通过以下技术方案实现:
5.一种具备端盖二次顶出机构的注塑模具,该模具包括底板、方铁、后模板、滑块、前模板和面板,所述底板的顶面上至少设置有两块方铁,所述后模板设置在方铁的上方,所述后模板中部顶面上的凹槽内配合有后模镶件,所述后模镶件两侧的后模板顶面上设置有滑块,所述后模镶件上方配合有前模镶件,所述前模板的底部中心开设有凹槽,所述前模镶件的顶部配合在前模板底部的凹槽内,所述滑块的顶部配合在前模板底部的凹槽内,所述面板设置在前模板的顶面上,两块所述方铁内侧的底板表面上设置有二次顶针机构,所述二次顶针机构的外侧设置有顶针底板,所述顶针底板的上方设置有顶针面板,所述后模板底面两侧的凹槽内设置有顶针机构,位于所述顶针底板中部下方的底板上开设有顶出孔。
6.进一步,所述二次顶针机构包括硬块、二次顶针座和顶针,所述硬块通过螺钉固定在底板上表面的凹槽内,所述二次顶针座位于硬块上方的顶针底板内,所述二次顶针座的内侧开设有顶针配合槽,所述顶针的顶部配合在顶针配合槽内,所述二次顶针座前后两端的壁面通过销钉配合有销钉固定块,所述顶针分别贯穿到后模板和后模镶件内。
7.进一步,所述二次顶针座的顶面一侧为斜面。
8.进一步,所述顶针机构包括撞针座和撞针,所述撞针座通过螺钉固定在后模板底面两侧的凹槽内,所述撞针的顶部部分配合在撞针座内。
9.进一步,所述撞针座下方的顶针面板上开设有撞针配合孔,所述撞针配合在撞针配合孔内。
10.本实用新型的有益效果为:
11.注塑机顶出动作带动顶针机构运动推动二次顶针座推动顶针,从而实现二次顶出
机构顶出的功能,避免塑胶件在斜顶顶出时造成产品因收缩夹斜顶的现象,从而解决产品的取件困难的问题,大大提高了塑胶件的生产质量与速度,打破普通端盖造型的局限性,使端盖产品造型更加美观、实用。
附图说明
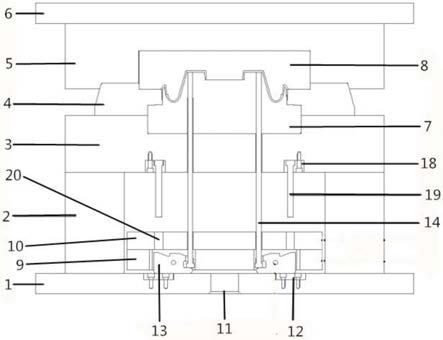
12.图1为本实用新型的结构示意图。
13.图2为二次顶针机构的结构示意图。
14.图3为顶针机构的结构示意图。
15.图中,底板1、方铁2、后模板3、滑块4、前模板5、面板6、后模镶件7、前模镶件8、顶针底板9、顶针面板10、顶出孔11、硬块12、二次顶针座13、顶针14、顶针配合槽15、销钉固定块16、斜面17、撞针座18、撞针19、撞针配合孔20、销钉21。
具体实施方式
16.如图1~3结合所示,一种具备端盖二次顶出机构的注塑模具,该模具包括底板1、方铁2、后模板3、滑块4、前模板5和面板6,所述底板1的顶面上至少设置有两块方铁2,所述后模板3设置在方铁2的上方,所述后模板3中部顶面上的凹槽内配合有后模镶件7,所述后模镶件7两侧的后模板3顶面上设置有滑块4,所述后模镶件7上方配合有前模镶件8,所述前模板5的底部中心开设有凹槽,所述前模镶件8的顶部配合在前模板5底部的凹槽内,所述滑块4的顶部配合在前模板5底部的凹槽内,所述面板6设置在前模板5的顶面上,两块所述方铁2内侧的底板1表面上设置有二次顶针机构,所述二次顶针机构的外侧设置有顶针底板9,所述顶针底板9的上方设置有顶针面板10,所述后模板3底面两侧的凹槽内设置有顶针机构,位于所述顶针底板9中部下方的底板1上开设有顶出孔11。
17.所述二次顶针机构包括硬块12、二次顶针座13和顶针14,所述硬块12通过螺钉固定在底板1上表面的凹槽内,所述二次顶针座13位于硬块12上方的顶针底板9内,所述二次顶针座13的内侧开设有顶针配合槽15,所述顶针14的顶部配合在顶针配合槽15内,所述二次顶针座13前后两端的壁面通过销钉21配合有销钉固定块16,所述顶针14分别贯穿到后模板3和后模镶件7内。
18.所述二次顶针座13的顶面一侧为斜面17。
19.所述顶针机构包括撞针座18和撞针19,所述撞针座18通过螺钉固定在后模板3底面两侧的凹槽内,所述撞针19的顶部部分配合在撞针座18内。
20.所述撞针座18下方的顶针面板10上开设有撞针配合孔20,所述撞针19配合在撞针配合孔20内。
21.面板6用于将前模板5和滑块4安装到注塑机上,模具的浇注系统安装在面板6、前模板5和前模镶件8上,用于配合动模形成注塑产品的型腔,该模具安装固定在注塑机上,侍注射填充成形之后,注塑机从顶出孔11顶出顶针底板9和顶针面板10,在顶针底板9向前顶出时,二次顶针座13也会随顶针底板9向前顶出,当撞针19贯穿到撞针配合孔20内并与二次顶针座13接触时,撞针19将后模板3顶出,二次顶针座13向前顶出的同时,二次顶针座13上的顶针14向前顶出前模板5,避免塑胶件在斜顶顶出时造成产品因收缩夹斜顶的现象,从而解决产品的取件困难的问题,大大提高了塑胶件的生产质量与速度,打破普通端盖造型的
局限性,使端盖产品造型更加美观,实用。
22.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1