一种混合供料的注塑机料斗的制作方法
1.本实用新型涉及注塑机设备领域,具体涉及一种混合供料的注塑机料斗。
背景技术:
2.注塑生产过程中,为使注塑产品具有一定颜色外观,需将色母按一定比例精确称量后加入原料中,并采用搅拌机搅拌均匀后进行注塑生产造色,此种供料方式需要采用单独的搅拌机,将色母料和注塑料混合搅拌后投入到注塑机的料斗中,此加料过程繁琐,需耗费大量人力工时。
3.并且,注塑机料斗大多采用吸取上料的结构,混合后的色母粒与原料在吸料过程中,由于颗粒形状大小等因素,导致色母出现吸料后比例不均匀,例如当色母质量较大时,吸料机在吸料的过程中,会先将注塑料吸入到料斗中,这样也容易造成色母料分布不均匀。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种混合供料的注塑机料斗,在料斗内实现不同注塑料的混合供料,并且保证不同注塑料的配比均匀。
5.为了解决上述技术问题,本实用新型提供了一种混合供料的注塑机料斗,包括料斗本体和料斗盖,所述料斗本体包括分隔层和混合层,所述分隔层内包括至少两个分隔设置的进料仓,每个所述进料仓与混合层之间都设置筛网,不同的进料仓与混合层之间筛网的筛孔数量不同,所述混合层内设置有旋转轴,所述旋转轴的外周设置有多层搅拌叶片,所述料斗盖上设置有带动旋转轴转动的旋转电机。
6.本实用新型一个较佳实施例中,进一步包括不同所述筛网的筛孔数量根据混合供料中不同料的配比确定。
7.本实用新型一个较佳实施例中,进一步包括所述混合层的侧壁上开设有进风口和出风口,所述进风口处通过进风管道连接有进风风机,所述进风风机向第二腔室内吹风,从所述出风口排出,在所述第二腔室内形成流动的气流。
8.本实用新型一个较佳实施例中,进一步包括所述进风口和出风口处设置有滤网,所述滤网的孔径小于料粒的直径。
9.本实用新型一个较佳实施例中,进一步包括所述混合层为“y”字型结构,所述混合层的底部设置有下料口,所述混合层的底部设置有倾斜面,所述倾斜面向下料口方向倾斜。
10.本实用新型一个较佳实施例中,进一步包括多层所述搅拌叶片的长度不同,所述混合层从上到下的口径逐渐变小,多层所述搅拌叶片的长度从上到下也逐渐变短。
11.本实用新型一个较佳实施例中,进一步包括所述旋转轴延伸插入到下料口中,插入到下料口内的旋转轴外周也设置有小于下料口直径的搅拌叶片。
12.本实用新型一个较佳实施例中,进一步包括所述搅拌叶片的表面与水平面之间形成有向下的坡度,所述搅拌叶片在转动时将料粒往下推。
13.本实用新型一个较佳实施例中,进一步包括所述料斗本体的底部外壁上设置有加
热板。
14.本实用新型一个较佳实施例中,进一步包括所述混合层的侧壁上设置有玻璃窗。
15.本实用新型的有益效果:
16.本实用新型采用分隔层将料斗分隔成多个进料仓,在每个进料仓内投放一种注塑材料,从而实现不同多种材料的混合供料,通过进料仓底部设置不同筛孔数量的筛网,实现不同料的落料量不同,控制其落料配比,在混合层内采用旋转轴和搅拌叶片对多种材料混合搅拌,使注塑原料搅拌均匀后进入到注塑机中,本实用新型在料斗中搅拌,省去原材料搅拌工艺,节省了人力和工时,提高生产效率。
附图说明
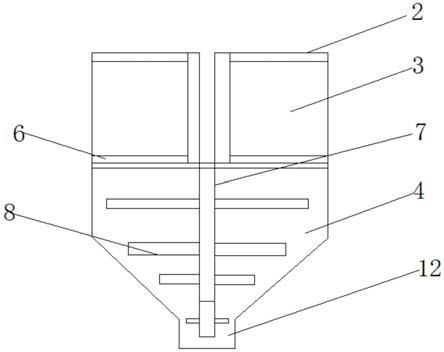
17.图1是本实用新型的注塑机料斗的内部结构示意图;
18.图2是本实用新型的注塑机料斗的外部结构示意图。
19.图中标号说明:1、料斗本体;2、料斗盖;3、进料仓;4、混合层;5、进料口;6、筛网;7、旋转轴;8、搅拌叶片;9、旋转电机;10、进风口;11、出风口;12、下料口;13、加热板;14、玻璃窗。
具体实施方式
20.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
21.参照图1
‑
2所示,本实用新型混合供料的注塑机料斗的一实施例,包括料斗本体1和料斗盖2,所述料斗盖2罩设在所述料斗本体1上方,所述料斗本体1包括分隔层和混合层4,所述分隔层内包括至少两个分隔设置的进料仓3,每个进料仓3上方对应的料斗盖2上均设置有进料口5,每个所述进料仓3与混合层4之间都设置筛网6,不同的进料仓3与混合层4之间筛网6的筛孔数量不同,通过控制筛网6的筛孔数量能够控制不同料的落料量,所述混合层4内设置有旋转轴7,所述旋转轴7的外周设置有多层搅拌叶片8,所述料斗盖2上设置有带动旋转轴7转动的旋转电机9,不同的注塑料从不同的进料仓3落入到混合层4中,在混合层4中通过旋转电机9带动搅拌叶片8实现不同料的均匀搅拌,最后进入到注塑机中。
22.具体地,不同所述筛网6的筛孔数量根据混合供料中不同料的配比确定,本实施例中,所述分隔层内设置有两个进料3仓,两个进料仓3中分别放置有橡胶料和色母料,按照配比要求橡胶料和色母料的配比为3;1,因此本实施例中的橡胶料进料仓3与混合层4之间的筛网6的筛孔数是色母料进料仓3与混合层4之间的筛网6的筛孔数的3倍,在相同的条件下,橡胶料的落料量是色母料的落料量的3倍。在其他实施例中,可以根据不同材料的配比要求,设置不同筛孔数来实现落料量的精确控制。
23.具体地,不同筛网6的筛孔的直径相同,保证每个筛孔的落料量相同。
24.为了保证混合后料粒的干燥,所述混合层4的侧壁上开设有进风口10和出风口11,所述进风口10处通过进风管道连接有进风风机,所述进风风机向混合层4内吹风,从所述出风口11排出,在所述混合层4内形成流动的气流,对料粒进行风干,保持料粒干燥。
25.优选地,在所述进风口10和出风口11处设置有滤网,所述滤网的孔径小于料粒的直径,设置滤网防止在吹料的过程中料粒从进风口10和出风口11处漏出。
26.本实施例中,所述混合层4为“y”字型结构,所述混合层4的底部设置有下料口12,所述混合层4的底部设置有倾斜面,所述倾斜面向下料口12方向倾斜,所述下料口12的直径较小,下料速度慢,料粒在混合层4内停留的时间变长,从而保证搅拌的时间更长,使搅拌更加均匀。
27.具体地,多层所述搅拌叶片8的长度不同,所述混合层4从上到下的口径逐渐变小,多层所述搅拌叶片8的长度从上到下也逐渐变短,尽量保证搅拌叶片8的长度足够长,从而能够扩大搅拌范围。
28.在日常生产的过程中,混合料粒在进入到注塑机前在下料口12处容易堵塞,为了防止堵塞,本实施例中,所述旋转轴7延伸插入到下料口12中,插入到下料口7内的旋转轴12外周也设置有小于下料口12直径的搅拌叶片8,在下料口12处进行搅拌防止堵塞,每片所述搅拌叶片8的表面与水平面之间形成有向下的坡度,所述搅拌叶片8在转动时将料粒往下推,并且所述料斗本体1的底部外壁上设置有加热板13,对料粒进行预热,保证料粒进入到注塑机时能够快速融化。
29.具体地,所述混合层4的侧壁上设置有玻璃窗14,便于观察料斗本体1内的下料情况。
30.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1