一种隔音隔热棉成型的双面覆合设备的制作方法
一种隔音隔热棉成型的双面覆合设备
[0001]
技术领域:
[0002]
本实用新型涉及一种机械设备制造技术领域,尤其是一种隔音隔热棉成型的双面覆合设备。
[0003]
背景技术:
:
[0004]
隔音隔热棉的成型一般是在橡胶的双面进行贴合毛毡,目前,在企业生产隔音隔热棉的过程中,这种成型大多通过分段成型的方法,即将橡胶裁切为一定的长度,再将相应长度的毛毡贴合在橡胶的双面,这种成型方法不仅效率低,而且隔音隔热棉的成型成型的连续性差,难以满足企业生产的需要。
[0005]
技术实现要素:
:
[0006]
本实用新型的目的提供一种隔音隔热棉成型的双面覆合设备,解决上述现有技术问题中的一个或者多个。
[0007]
为解决上述技术问题,本实用新型提供一种隔音隔热棉成型的双面覆合设备,用于将第一毛毡、第二毛毡贴合于橡胶的两面并成型,橡胶的两面分别设为上层面和下层面,第一毛毡、第二毛毡分别贴合于上层面、下层面,橡胶双面上胶贴布机包括机架,其创新点在于:机架沿着橡胶的传送方向依次分布有橡胶放卷辊、双面上胶机、下层布卷放卷辊、上层布卷放卷辊、烘干机以及自动收卷辊。
[0008]
橡胶从橡胶放卷辊向外传送时,上层面朝上且朝向双面上胶机进行传送。
[0009]
双面上胶机包括用于对上层面进行上胶的上层上胶机以及用于对下层面进行上胶的下层上胶机,上层上胶机和下层上胶机从上到下分布,下层上胶机的两侧分别设有第一换向辊、第二换向辊,上层面朝上且经过第一换向辊进行传送时,橡胶被第一换向辊翻转,使得下层面朝上且朝向下层上胶机进行传输,下层面朝上且经过第二换向辊进行传送时,橡胶被第二换向辊翻转,使得上层面朝上且朝向上层上胶机进行传输。
[0010]
下层布卷放卷辊的上方设有下层贴合辊,上层面朝上且朝向下层贴合辊传送时,第二毛毡从下层布卷放卷辊朝向下层贴合辊进行传送且传送方向正面朝向下层面,使得下层面和第二毛毡同时紧靠下层贴合辊进行贴合。
[0011]
上层布卷放卷辊和下层贴合辊之间设有压紧辊,压紧辊包括左贴合辊、右贴合辊,左贴合辊和右贴合辊相互紧靠形成有压紧槽,上层面沿着右贴合辊传送进入压紧槽时,第一毛毡从上层布卷放卷辊向外传送且沿着左贴合辊进入压紧槽,使得上层面和第一毛毡同时进入压紧槽进行贴合。
[0012]
橡胶传送进入烘干机的内部时,烘干机分别对第一毛毡和上层面的贴合面、第二毛毡和下层面的贴合面进行烘干。
[0013]
橡胶传送进入自动收卷辊时,橡胶被自动收卷在自动收卷辊上。
[0014]
进一步的,上述橡胶放卷辊和双面上胶机之间设有l型固定架,l型固定架的短边位于下层上胶机的正下方,l型固定架长边的高度和上层上胶机的高度平齐,l型固定架上分布有若干第一导向辊,上层面沿着第一导向辊朝向第一换向辊传送时,橡胶的传送方向垂直朝向第一换向辊且上层面朝向橡胶放卷辊。
[0015]
进一步的,上述橡胶放卷辊和l型固定架之间设有第二导向辊,上层面沿着第二导向辊传送进入第一导向辊时,上层面被第二导向辊折弯为弧形。
[0016]
进一步的,上述压紧辊的正上方设有第三导向辊,第三导向辊和下层贴合辊在同一高度上,第三导向辊和下层贴合辊之间设有贴合板,贴合板的高度和第三导向辊的高度一致性,下层面和第二毛毡在下层贴合辊进行贴合且朝向第三导向辊进行传送时,第二毛毡始终贴合在贴合板上。
[0017]
进一步的,上述第三导向辊位于右贴合辊的右上方,上层面沿着第三导向辊朝向压紧槽进行传送时,上层面的延伸方向倾斜朝向右上方,上层布卷放卷辊和压紧辊之间设有若干第四导向辊,第四导向辊位于左贴合辊的左下方,第一毛毡沿着第四导向辊朝向压紧槽进行传送时,第一毛毡的延伸方向倾斜朝向左下方。
[0018]
进一步的,上述双面上胶机和下层布卷放卷辊之间设有若干第五导向辊,第五导向辊位于下层贴合辊的下方,第二毛毡沿着第五导向辊朝向下层贴合辊进行传送时,第二毛毡和下层面之间保持有安全角度。
[0019]
进一步的,上述压紧辊的正下方设有第六导向辊,橡胶沿着第六导向辊朝向烘干机进行传送时,橡胶的传送方向水平朝下且橡胶被第六导向辊折弯成弧形。
[0020]
本实用新型的有益效果在于:
[0021]
1、本实用新型提供了一种隔音隔热棉成型的双面覆合设备,在将第一毛毡、第二毛毡贴合于橡胶的两面并成型为隔音隔热棉时,实现了橡胶双面的自动上胶、将第二毛毡贴合在橡胶的下层面、将第一毛毡贴合在橡胶的上层面、烘干以及自动收集的一体化,提高了隔音隔热棉成型的效率。
[0022]
2、本实用新型提供了一种隔音隔热棉成型的双面覆合设备,在橡胶的传送过程中,通过改变橡胶传送过程中上层面以及下层面的位置,实现了橡胶双面的自动上胶,并合理安排第一毛毡和上层面、第二毛毡和下层面的贴合顺序,确保了隔音隔热棉成型的连续性。
[0023]
3、本实用新型提供了一种隔音隔热棉成型的双面覆合设备,在第一毛毡和上层面进入压紧槽时,上层面的延伸方向倾斜朝向右上方,而第一毛毡的延伸方向倾斜朝向左下方,这种设置避免第一毛毡和上层面在进入压紧槽时提前贴合,确保第一毛毡和上层面在进入压紧槽时再进行贴合,从而保证了第一毛毡和上层面之间贴合的平整性。
[0024]
4、本实用新型提供了一种隔音隔热棉成型的双面覆合设备,全角度的设置免第二毛毡和下层面在紧靠下层贴合辊时提前贴合,确保第二毛毡和下层面在紧靠下层贴合辊时再进行贴合,从而保证了第二毛毡和下层面之间贴合的平整性。
[0025]
附图说明:
[0026]
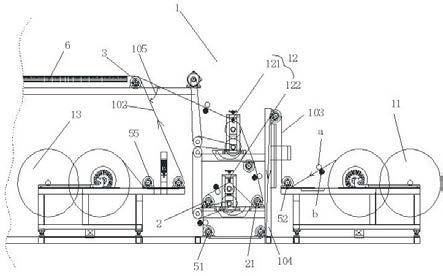
图1为本实用新型侧面的上半段结构示意图。
[0027]
图2为本实用新型侧面的下半段结构示意图。
[0028]
图3为本实用新型侧面的中半段结构示意图
[0029]
图1、图2、图3从上到下在虚线位置合并形成为本实用新型侧面的整体结构示意图。
[0030]
具体实施方式:
[0031]
为了加深对本实用新型的理解,下面将结合实施例和附图对本实用新型作进一步
详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
[0032]
如图1到图3为本实用新型的一种具体实施方式,用于将第一毛毡101、第二毛毡102贴合于橡胶103的两面并成型,橡胶103的两面分别设为上层面a和下层面b,第一毛毡101、第二毛毡102分别贴合于上层面a、下层面b,橡胶双面上胶贴布机包括机架1,机架1沿着橡胶103的传送方向依次分布有橡胶放卷辊11、双面上胶机12、下层布卷放卷辊13、上层布卷放卷辊14、烘干机15以及自动收卷辊16。
[0033]
在本实用新型中,将第一毛毡101、第二毛毡102贴合于橡胶103的两面并自动成型时,橡胶103依次沿着橡胶放卷辊11、双面上胶机12、下层布卷放卷辊13、上层布卷放卷辊14、烘干机15以及自动收卷辊16的排列方向进行传送,橡胶103的传送过程如下:
[0034]
一、橡胶103的初始传送
[0035]
橡胶103从橡胶放卷辊11向外传送时,上层面a朝上且朝向双面上胶机12进行传送。
[0036]
在橡胶103从橡胶放卷辊11上开始传送时,此时,橡胶103正面朝上的表面设为上层面a、橡胶103底面朝下的表面设为下层面b,在橡胶103沿着机架1的传送过程中,为了将上层面a以及下层面b具体化,本实用新型在图1中分别以空心圆圈和实心圆圈分别代表上层面a、下层面b在橡胶103的位置。
[0037]
二、橡胶103双面的自动上胶
[0038]
双面上胶机12包括用于对上层面a进行上胶的上层上胶机121以及用于对下层面b进行上胶的下层上胶机122,上层上胶机121和下层上胶机122从上到下分布,下层上胶机122的两侧分别设有第一换向辊2、第二换向辊21,上层面a朝上且经过第一换向辊2进行传送时,橡胶103被第一换向辊2翻转,使得下层面b朝上且朝向下层上胶机122进行传输,下层面b朝上且经过第二换向辊21进行传送时,橡胶103被第二换向辊21翻转,使得上层面a朝上且朝向上层上胶机121进行传输。
[0039]
在本实用新型中,在对橡胶103的双面进行自动上胶时,上层上胶机121以及下层上胶机122对橡胶103的上胶原理相同,属于现有技术,在本实用新型中不做具体描述,在具体对橡胶103的双面进行上胶时,在橡胶103的传送过程中,通过第一换向辊2、第二换向辊21翻转橡胶103的上层面a以及下层面b,达到对橡胶103双面进行自动上胶的目的,在具体安排安排橡胶103双面的上胶顺序时,上胶顺序从下层面b到上层面a,这种顺序的设置确保橡胶103的双面上胶后,仍然能保持上层面a朝上,下层面b朝向下,为后续第二毛毡102和下层面b能够顺利贴合打下基础。
[0040]
三、将第二毛毡102贴合在橡胶103的下层面b
[0041]
下层布卷放卷辊13的上方设有下层贴合辊3,上层面a朝上且朝向下层贴合辊3传送时,第二毛毡102从下层布卷放卷辊13朝向下层贴合辊3进行传送且传送方向正面朝向下层面b,使得下层面b和第二毛毡102同时紧靠下层贴合辊3进行贴合。
[0042]
在本实用新型中,在双面上胶后的橡胶103传送到下层贴合辊3时,此时上层面a朝上,下层面b朝下,第二毛毡102在橡胶103传送位置的下方并从下层布卷放卷辊13向下层贴合辊3进行传送,当下层面b和第二毛毡102同时紧靠下层贴合辊3进行贴合,实现了第二毛毡102和橡胶103的下层面b的自动贴合。
[0043]
四、将第一毛毡101贴合在橡胶103的上层面a
[0044]
上层布卷放卷辊14和下层贴合辊3之间设有压紧辊4,压紧辊4包括左贴合辊41、右贴合辊42,左贴合辊41和右贴合辊42相互紧靠形成有压紧槽,上层面a沿着右贴合辊42传送进入压紧槽时,第一毛毡101从上层布卷放卷辊14向外传送且沿着左贴合辊41进入压紧槽,使得上层面a和第一毛毡101同时进入压紧槽进行贴合。
[0045]
在本实用新型中,下层面b和第二毛毡102贴合后的橡胶103传送到压紧辊4时,橡胶103上的上层面a沿着右贴合辊42传送进入压紧槽,第一毛毡101从上层布卷放卷辊14沿着左贴合辊41进入压紧槽,在第一毛毡101和上层面a同时进入压紧槽时,实现第一毛毡101和上层面a自动贴合。
[0046]
五、烘干
[0047]
橡胶103传送进入烘干机15的内部时,烘干机15分别对第一毛毡101和上层面a的贴合面、第二毛毡102和下层面b的贴合面进行烘干。
[0048]
在本实用新型中,在第二毛毡102和下层面b贴合后,第一毛毡和上层面a贴合后,为了确保隔音隔热棉的快速成型,双面分别贴合第一毛毡101、第二毛毡102的橡胶103传送进入烘干机15,从而使得第一毛毡101和上层面a的贴合面、第二毛毡102和下层面b的贴合面快速烘干成型。
[0049]
六、自动收集
[0050]
橡胶103传送进入自动收卷辊16时,橡胶103被自动收卷在自动收卷辊16上。
[0051]
在本实用新型中,烘干成型后,第一毛毡101和第二毛毡102分别紧贴在橡胶103的上层面a、下层面b并继续向自动收卷棍16进行传送,成型后隔音隔热棉自动收卷在自动收卷辊16上。
[0052]
在本实用新型中,在将第一毛毡101、第二毛毡102贴合于橡胶103的两面并成型为隔音隔热棉时,实现了橡胶103双面的自动上胶、将第二毛毡102贴合在橡胶103的下层面b、将第一毛毡101贴合在橡胶103的上层面a、烘干以及自动收集的一体化,提高了隔音隔热棉成型的效率。
[0053]
在本实用新型中,在橡胶103的传送过程中,通过改变橡胶103传送过程中上层面a以及下层面b的位置,实现了橡胶103双面的自动上胶,并合理安排第一毛毡101和上层面a、第二毛毡102和下层面b的贴合顺序,确保了隔音隔热棉成型的连续性。
[0054]
在本实用新型中,为了具体说明橡胶103在第一换向辊2的翻转,橡胶103上述橡胶放卷辊11和双面上胶机12之间设有l型固定架104,l型固定架104的短边位于下层上胶机122的正下方,l型固定架104长边的高度和上层上胶机121的高度平齐,l型固定架104上分布有若干第一导向辊51,上层面a沿着第一导向辊51朝向第一换向辊2传送时,橡胶103的传送方向垂直朝向第一换向辊2且上层面a朝向橡胶放卷辊11。
[0055]
在本实用新型中,橡胶103从橡胶放卷辊11向外传送过程中,通过l型固定架104上的第一导向辊51,将橡胶103的传送方向更改为垂直朝向第一换向辊2且上层面a朝向橡胶放卷辊11,在橡胶103传送到第一换向辊2时,上层面a紧贴第一换向辊2,实现了橡胶103在第一换向辊2上的翻转,将下层面b翻转朝上。
[0056]
在本实用新型中,需要特别说明的是,橡胶103在第二换向辊21的翻转原理和上述橡胶103在第一换向辊2的翻转原理类似,第二换向辊21位于上层上胶机121的上方,橡胶103传送经过第二换向辊21时,橡胶103的下层面b紧靠第二换向辊21的表面通过将橡胶103
的传送方向改变为朝向上方的上层上胶机121,从而实现了橡胶103在第二换向辊2上的翻转,将上层面a翻转朝上。
[0057]
在本实用新型中,上述橡胶放卷辊11和l型固定架104之间设有第二导向辊52,上层面a沿着第二导向辊52传送进入第一导向辊51时,上层面a被第二导向辊52折弯为弧形,在橡胶103从橡胶放卷辊11向第一导向辊51的传送过程中,第二导向辊52将橡胶103折弯为弧形确保了橡胶103在传送初期时能够快速张紧,从而有利于后续橡胶103的双面上胶。
[0058]
在本实用新型中,上述压紧辊4的正上方设有第三导向辊53,第三导向辊53和下层贴合辊3在同一高度上,第三导向辊53和下层贴合辊3之间设有贴合板6,贴合板6的高度和第三导向辊53的高度一致性,下层面b和第二毛毡102在下层贴合辊3进行贴合且朝向第三导向辊53进行传送时,第二毛毡102始终贴合在贴合板6上,在第二毛毡102和橡胶103在下层贴合辊3的位置自动贴合后,通过第三导向辊53位置设置使得贴合第二毛毡102的橡胶103在向第三导向辊53的传送面为水平传送,同时配合贴合板6使得橡胶103紧靠贴合板6进行传送,一方面避免第二毛毡102从橡胶103的下层面b上下垂,另一方面为了橡胶103的下层面b和第二毛毡102的贴合提供缓冲时间,确保橡胶103的下层面b能够和第二毛毡102完全贴合。
[0059]
在本实用新型中,上述第三导向辊53位于右贴合辊42的右上方,上层面a沿着第三导向辊53朝向压紧槽进行传送时,上层面a的延伸方向倾斜朝向右上方,上层布卷放卷辊14和压紧辊4之间设有若干第四导向辊54,第四导向辊54位于左贴合辊41的左下方,第一毛毡101沿着第四导向辊54朝向压紧槽进行传送时,第一毛毡101的延伸方向倾斜朝向左下方,在第一毛毡102和上层面a进入压紧槽时,上层面a的延伸方向倾斜朝向右上方,而第一毛毡101的延伸方向倾斜朝向左下方,这种设置避免第一毛毡101和上层面a在进入压紧槽时提前贴合,确保第一毛毡101和上层面a在进入压紧槽时再进行贴合,从而保证了第一毛毡101和上层面a之间贴合的平整性。
[0060]
在本实用新型中,上述双面上胶机12和下层布卷放卷辊13之间设有若干第五导向辊55,第五导向辊55位于下层贴合辊3的下方,第二毛毡102沿着第五导向辊55朝向下层贴合辊3进行传送时,第二毛毡102和下层面b之间保持有安全角度105,安全角度105的设置免第二毛毡102和下层面b在紧靠下层贴合辊3时提前贴合,确保第二毛毡102和下层面b在紧靠下层贴合辊3时再进行贴合,从而保证了第二毛毡102和下层面b之间贴合的平整性。
[0061]
在本实用新型中,上述压紧辊4的正下方设有第六导向辊56,橡胶103沿着第六导向辊56朝向烘干机15进行传送时,橡胶103的传送方向水平朝下且橡胶103被第六导向辊56折弯成弧形,在橡胶103从压紧辊4传送出来时,橡胶103的双面已经完成第一毛毡101、第二毛毡102的贴合,通过第六导向辊56将橡胶103进行折弯,有利于第一毛毡101、第二毛毡102在橡胶103双面贴合的平整性。
[0062]
在本实用新型中,需要特别说明的是,在橡胶103的整个传送过程中,第一导向辊51、第二导向辊52、第三导向辊53、第四导向辊54、第五导向辊55以及第六导向辊56除了对橡胶103的传送方向起到导向的左右,外界同时设置驱动上述六个导向辊进行转动的驱动结构,从而进一步的确保橡胶103整个传送过程中的连续性。
[0063]
本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,
本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1