一种护卡膜的粘合分切机构的制作方法
1.本实用新型属于机械设备的技术领域,特别涉及一种护卡膜的粘合分切机构。
背景技术:
2.护卡膜,又称塑封膜,由塑胶薄膜作为基片,在基片背面涂复粘合剂,再经特殊加工处理而成的高级片状包装材料,广泛用于身份证,文史资料,照片,图片,代表证等各类片状材料的封存和保护,被塑封的片状材料具有防水,防涂改,防潮,防虫蛀,防霉变,耐腐蚀等卓越功能,不仅美观,而且提高了鲜明度。在以前的护卡膜生产中,需要将两张塑胶膜侧边粘好,再由人工等分裁断。如果是很大张的塑胶膜,由先按尺寸将大张的塑胶膜等分裁开,然后再两张塑胶膜侧边粘好,再由人工等分截断。操作人员将大张的塑胶膜做成成品护卡膜,不仅人工成本高、效率慢无法满足产能要求,而且不同的操作人员在裁切口总会有不整齐规整的现象,裁切质量不好。
技术实现要素:
3.针对上述技术问题,本实用新型提供一种对双层塑胶膜粘合分切效率高,裁切质量好的护卡膜的粘合分切机构。
4.为解决上述技术问题,本实用新型采用的技术方案是:一种护卡膜的粘合分切机构,包括机台,在机台上设有底板,在底板上对称设有支撑架,在对称的支撑架上搭接有数条相互平行间隔的粘合机构;所述的机台前侧依次设有将双层塑胶膜进行等分纵切形成条形塑胶膜的纵切机构和将数条条形塑胶膜统一截断形成片状护卡膜成品的横切机构。
5.进一步:在上述护卡膜的粘合分切机构中,所述的粘合机构包括搭接在支撑架上的条形气缸安装调节板,气缸安装调节板上设有粘合驱动气缸安装调节板下端依次设有连接板、烫头安装板和安装在烫头安装板上的烫头;所述的连接板与烫头安装板两端由缓冲弹簧连接,所述的驱动气缸与连接板连接。
6.所述的气缸安装调节板上设有导向轴。
7.所述的连接板上设有限高固定轴。
8.所述的纵切机构包括对称安装在机台两侧边的刀架轴支架,在两个刀架轴支架上安装有刀片安装轴,所述的刀片安装轴上均布数个刀片。
9.所述的刀片与粘合机构一一对应。
10.所述的横切机构包括对称安装在机台两侧边的机头侧板,所述的两个机头侧板内依次设有上下送料辊和横向切刀。所述的横向切刀是上下两片。
11.再进一步:在上述护卡膜的粘合分切机构中,它还包括plc控制系统,所述的粘合机构、纵切机构和横切机构均与plc控制系统相连。
12.与现有技术相比,本实用新型的护卡膜的粘合分切机构,护卡膜的粘合分切机构,包括机台,在机台上设有底板,在底板上对称设有支撑架,在对称的支撑架上搭接有数条相互平行间隔的粘合机构;所述的机台前侧依次设有将双层塑胶膜进行等分纵切形成条形塑
胶膜的纵切机构和将数条条形塑胶膜统一截断形成片状护卡膜成品的横切机构。本实用新型通过气缸安装调节板可以调节产品需求的尺寸,由上下送料辊来带动送料,然后由上下送料辊带动产品由刀片把竖切完成,横向切刀再把产品横切,整个过程由plc控制器控制,工作效率高,完全适合企业大规模生产线,且裁切质量非常好。
附图说明
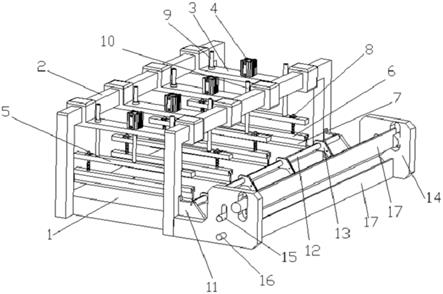
13.图1是本实用新型护卡膜的粘合分切机构简图;
14.图2是本实用新型横切机构的结构简图;
15.其中,1底板、2支撑架、3气缸安装调节板、4驱动气缸、5连接板、6烫头安装板、7烫头、8缓冲弹簧、9导向轴、10限高固定轴、11刀架轴支架、12 刀片安装轴、13刀片、14机头侧板、15上送料辊、16下送料辊、17横向切刀。
具体实施方式
16.为了便于本领域技术人员的理解,下面将结合具体实施例及附图对本实用新型结构原理作进一步详细描叙:
17.如附图1
‑
2所示,一种护卡膜的粘合分切机构,包括机台,在机台上设有底板1,在底板1上对称设有支撑架2,在对称的支撑架上搭接有数条相互平行间隔的粘合机构;所述的机台前侧依次设有将双层塑胶膜进行等分纵切形成条形塑胶膜的纵切机构和将数条条形塑胶膜统一截断形成片状护卡膜成品的横切机构。所述的粘合机构包括搭接在支撑架上的条形气缸安装调节板3,气缸安装调节板上设有粘合驱动气缸4气缸安装调节板下端依次设有连接板5、烫头安装板6和安装在烫头安装板上的烫头7;所述的连接板与烫头安装板两端由缓冲弹簧8连接,所述的驱动气缸与连接板连接。所述的气缸安装调节板3上设有导向轴9。所述的连接板5上设有限高固定轴10。所述的纵切机构包括对称安装在机台两侧边的刀架轴支架11,在两个刀架轴支架上安装有刀片安装轴12,所述的刀片安装轴上均布数个刀片13。所述的刀片13与粘合机构一一对应。所述的横切机构包括对称安装在机台两侧边的机头侧板14,所述的两个机头侧板内依次设有上下送料辊15、16和横向切刀17。所述的横向切刀17是上下两片。它还包括plc控制系统,所述的粘合机构、纵切机构和横切机构均与plc控制系统相连。
18.工作时,双层塑胶膜平整的经过底板,经过上下送料辊15、16,烫头7到达设定的温度,气缸安装调节板3可以调节产品需求的尺寸,由上下送料辊来带动送料,上下送料辊工作一次时,气缸下压一次,压到位烫头7经安装板6 经过缓冲弹簧8把双层塑胶膜料压得更加平整和达到产品的需求,然后由上下送料辊15、16带动产品由刀片13把竖切完成,当上下送料辊15、16停止时,横向切刀17把产品横切,每次竖切和横切都按产品的要求尺寸完成,即整个过程由plc控制器带动上下送料辊15、16送料来控制产品的长短,由此循环往返工作。
19.上述实施例为本实用新型实现的优选方案,并非限定性穷举,在相同构思下本实用新型还可以有其他变换形式,需要说明的是,在不脱离本实用新型发明构思的前提下,任何显而易见的替换均在本实用新型保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1