超声波焊接设备的制作方法
1.本实用新型涉及焊接设备技术领域,具体公开了一种超声波焊接设备。
背景技术:
2.自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。
3.在一些机械加工生产过程中,现有的工厂在进行这些工序时一般采用手工或者半自动的方式来分开完成,如要将一个薄片和一个housing的塑胶产品通过超声波焊接到一起,目前采用的都是单一的焊接设备和治具,用人工放置的工序将两个产品固定的治具上,手工启动设备进行单个产品的焊接。这样的操作方式产品质量和生产效率得不到保证,而且人力、机械成本颇大,人工放入,周期时间不稳定,容易错放、漏放,影响超声波焊接的质量和效率。
技术实现要素:
4.本实用新型的目的在于解决现有技术中的问题,提供一种能全自动进行放料超声波焊接的设备。
5.本实用新型所采用的具体技术方案如下:一种超声波焊接设备,其特征在于,包括机架,机架内水平设置一转盘,转盘中心套设在一分割器输出轴上,分割器输入端连接电机转轴;在转盘的四周沿转盘旋转方向依次设置有超声波焊接工位、本体上料工位、配体上料工位和出料工位,转盘上与工位工作点对应处固定有用于固定本体的凸块;焊接工位包括竖直架设在转盘凸块上方的的超声波焊头、驱动焊头纵向位移的焊接气缸,超声波焊头和焊接气缸固定在机架内,焊接工位还包括一固定在机架内的预压气缸,预压气缸活塞杆正对转盘上的凸块上方;本体上料工位包括设置在机架内的大振动盘和与大振动盘的直线送料器成直角布置的本体上料气缸,本体上料气缸的活塞杆垂直于大振动盘的直线送料器而正对转盘上的凸块上方设置;配体上料工位包括设置在机架内的小振动盘和与小振动盘的直线送料器成直角布置的配体上料气缸,配体上料气缸的活塞杆垂直小振动盘的直线送料器而正对转盘上的凸块上方设置;出料工位包括一架设在转盘上的一出料气缸,出料气缸的活塞杆正对转盘上的凸块上方设置,所有气缸、电机及焊头均与设置在机架上的plc控制系统相连。
6.通过上述技术方案,大振动盘可以自动将塑胶产品本体运送出来,本体被运送到直线送料器的出口出来后立即会被本体上料气缸的活塞杆推到转盘工位点的凸块上被固定住,然后转盘转动,将固定有塑料产品本体的凸块转到配体上料工位,而此时正好配体上料工位的小振动盘也将配体运送出来,再被配体上料气缸推送到凸块上固定的本体上方,然后转盘继续旋转,承载有本体和配体的凸块转到焊接工位点,这时焊接工位的预压气缸
活塞杆往下伸出,将配体压紧到本体上使配体自己找中心并贴紧本体,然后超声波焊头在焊接气缸的驱动下往下运动,对配体和本体进行焊接,将配体焊接到本体上,焊好之后,焊头抬起,转盘继续转动到出料工位,出料工位的出料气缸的活塞杆将凸块上的成品推出,推离凸块,这样凸块在转盘的转动下又可以转到本体上料工位接收塑胶产品本体,然后继续转到配体上料工位、焊接工位、出料工位,如此往复,实现连续不断作业。此工作过程整个可以通过plc控制系统设定程度控制,无需人手动放置塑胶产品和配体,无需人工启动设备焊接,周期稳定,效率高,不容易出错。
7.进一步的,机架内焊接工位处固定有固定座,超声波焊头和焊接气缸固定在固定座的顶部,预压气缸固定在固定座下部。固定座方便了焊头和焊接气缸的安装设置,保证了焊头和焊接气缸工作的稳定性。
8.进一步的,本体上料气缸靠近大振动盘的一侧还平行设置有阻挡气缸,阻挡气缸的活塞杆垂直于大振动盘的直线送料器设置。阻挡气缸是一个更优化的设计,阻挡气缸可以阻止直线送料器上的塑料产品本体在运送过程中的堆叠,保证每次焊接过程都是针对一个产品进行操作,保证工序有序进行。
9.进一步的,配体上料气缸远离小振动盘的一侧还竖直设置有下压气缸,下压气缸的活塞杆正对转盘上的凸块顶部设置。下压气缸的设置可以使得配体被推入凸块处固定好的塑料产品本体顶部时,就被下压气缸的活塞杆压紧,在这个工位上配体就自动找中心与塑料产品本体匹配好了,后面焊接工位的预压气缸则是起到了一个二次下压的作用,保证配体和本体匹配良好。
10.进一步的,出料工位还包括设置在出料工位对应转盘上凸块的边上的出料管道,出料管道下方连接出料滑道,出料滑道下端延伸出机架外。出料管道结合出料滑道的设计方便了成品的输出。
11.进一步的,所述机架包括上机架和下机架,上机架和下机架之间通过层板隔开,超声波焊接工位、本体上料工位、配体上料工位和出料工位都固定在层板上,plc控制系统机箱安装在下机架内,plc控制系统控制面板装在上机架前侧。铝型材上机架的框架搭好后可以配透明面板进行封装,这样方便看到设备里面的工作情况,方管下机架起到牢固整个设备的作用,可用来放置控制柜等重量大的部件。
12.本实用新型的有益效果为:设计了一种全新的全自动化的超声波焊接设备,该设备全程通过plc控制系统设定程度控制,无需人手动放置塑胶产品和配体,无需人工启动设备焊接,周期稳定,效率高,不容易出错。
附图说明
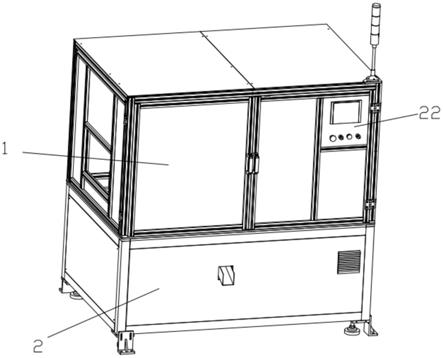
13.图1是本实用新型的超声波焊接设备的整体结构示意图;
14.图2是本实用新型的超声波焊接设备的部分爆炸结构示意图;
15.图3是本实用新型的超声波焊接设备的四个工位的结构示意图;
16.图4是本实用新型的超声波焊接设备的四个工位的另一侧结构示意图;
17.图5是本实用新型的超声波焊接设备的四个工位的俯视图;
18.图6是本实用新型的超声波焊接设备的四个工位的后视图。
19.图中,1、上机架;2、下机架;3、大振动盘;4、直线送料器;5、本体上料气缸;6、小振
动盘;7、配体上料气缸;8、超声波焊头;9、焊接气缸;10、固定座;11、转盘;12、凸块;13、挡圈;14、层板;15、分割器;16、电机;17、支架一;18、支架二;19、出料管道;20、出料滑道;21、出料气缸;22、控制面板;23、机箱;24、预压气缸。
具体实施方式
20.实施例
21.下面以薄片与housing的塑胶产品的超声波焊接为例,进行说明本实用新型的具体实施方式及过程。除特别说明,下面的所有本体对应塑胶产品,配体对应薄片。当然,此焊接设备不限于焊接这类产品。
22.如图1所示,本实用新型所发明的超声波焊接设备的整体外形为一箱体结构,包括上机架1和下机架2,上机架1为铝型材制成框架再安装透明面板构成,下机架2为方管下机架2,由方形板材围起来封装构成。
23.结合图1与图2,超声波设备的上机架1和下机架2中间设置层板14,将上下机架2分隔为两个区域,这样plc控制系统的机箱23等大功率部件放置在下机架2内,可以阻隔噪音。上机架1的透明面板方便人们观察设备内焊接工序的进行过程。plc控制系统的控制面板22安装在上机架1前侧,方便人们操控面板。
24.如图3至图6可知,机架内的层板14上固定一分割器15和一电机16,分割器15的输入端连接电机16转轴,分割器15输出轴上套设转盘11,转盘11水平设置,转盘11中心套设在分割器15输出轴上;在转盘11的四周沿转盘11旋转方向依次设置有超声波焊接工位、本体上料工位、配体上料工位和出料工位,转盘11上与工位工作点对应处固定有用于固定本体的凸块12。
25.焊接工位包括竖直架设在转盘11凸块12上方的的超声波焊头8、驱动焊头纵向位移的焊接气缸9,超声波焊头8和焊接气缸9固定在机架内,具体的,转盘11后侧的层板14上固定一固定座10,超声波焊头8和焊接气缸9都安装在固定座10顶部前侧,使得焊头刚好位于凸块12上方,焊接工位还包括一固定在机架内层板14上的预压气缸24,预压气缸24活塞杆正对转盘11上的凸块12上方。超声波焊头8和焊接气缸9固定在固定座10顶部,预压气缸24固定在固定座10下部。固定座10的形式不限,一种优选形式的固定座10是两个可拆卸固定的π型固定架组装而成,下面的固定架较窄,上面的固定架较宽,上面的固定架两侧分别与下面的固定架的两侧可拆卸固定,这个可拆卸固定是上固定架两侧设置长条形滑移孔,下固定架上设置多个螺纹孔,通过螺钉穿入螺纹孔和滑移孔将上固定架和下固定架锁住,同时多个螺纹孔与长条形滑移孔的设置使得上固定架相对于下固定架可以调节高度进行固定,此时上固定架顶部前侧的可拆卸固定有安装座,超声波焊头8和焊接气缸9都是固定在安装座上,这里的可拆卸固定也是螺钉固定。
26.本体上料工位包括设置在机架内的大振动盘3和与大振动盘3匹配的直线送料器4成直角布置的本体上料气缸5,本体上料气缸5的活塞杆与大振动盘3的直线送料器4的成直角布置且正对转盘11上的凸块12上方设置。由于大振动盘3整体比较大,所以大振动盘3不是直接放置在层板14上方,而是在对应的层板14位置处开窗口,窗口下方在下机架2内设置一支撑架,大振动盘3安装在支撑架上。与大振动盘3配合的直线送料器4直接连接大振动盘3的出料口,直线送料器4的末端刚好位于转盘11边缘处,将物料直接传送到转盘11边处后
被本体上料气缸5的活塞杆推至转盘11上的凸块12上。应该说明的是,在直线送料器4的末端应包括有一接料台,接料台与直线送料器4的传送出口位于同一水平面上,本体上料气缸5的活塞杆则平行于上述水平面设置。
27.配体上料工位包括设置在机架内的小振动盘6和与小振动盘6配合的直线送料器4成直角布置的配体上料气缸7,配体上料气缸7的活塞杆与小振动盘6的直线送料器4的出口成直角布置且正对转盘11上的凸块12上方设置。小振动盘6用来输送配体,所以小振动盘6比较小,可以直接安装在层板14下沉的平台上。与小振动盘6配合的直线送料器4直接连接小振动盘6的出料口,直线送料器4的末端刚好位于转盘11边处,将物料直接传送到转盘11边处后被配体上料气缸7的活塞杆推至转盘11上的凸块12上。应该说明的是,在直线送料器4的末端应包括有一接料台,接料台与直线送料器4的传送槽位于同一水平面上,配体上料气缸7的活塞杆则平行于上述水平面设置。
28.出料工位包括架设在转盘11上的一出料气缸21,出料气缸21的活塞杆正对转盘11上的凸块12上方设置。考虑到设备内部件的紧凑性,我们在配体上料工位后侧固定一l型的支架一17,支架一17的短杆垂直于层板14固定,支架一17的长杆水平跨过转盘11设置在转盘11上方,长杆的端部固定出料气缸21,出料气缸21的活塞杆正对转盘11上方的凸块12上方设置。
29.所有气缸、电机16及焊头的控制由设置在机架上的plc控制系统控制。为了转盘11转一圈能焊接多个产品,可以在转盘11的边沿间隔设置多个凸块12,在固定座10上安装距离传感器(图中未示出),实施检测各凸块12是否转到焊接工位,方便及时判断焊接与否。
30.在本实用新型的一个示例中,本体上料气缸5靠近大振动盘3的一侧还平行设置有阻挡气缸(图中未示出),阻挡气缸的活塞杆水平伸出与大振动盘3的直线送料器4成直角设置。阻挡气缸可以阻隔直线送料器4上的塑料产品本体不堆叠,使焊接工序有条不紊的进行。
31.在本实用新型的一个示例中,配体上料气缸7远离小振动盘6的一侧还竖直设置有下压气缸(图中未示出),下压气缸的活塞杆正对转盘11上的凸块12顶部设置。下压气缸的设置可以使得配体被推入凸块12处固定好的塑料产品本体顶部时,就被下压气缸的活塞杆压紧,在这个工位上配体就自动找中心与塑料产品本体匹配好了,后面焊接工位的预压气缸24则是起到了一个二次下压的作用,保证配体和本体匹配良好。
32.在本实用新型的一个示例中,出料工位还包括设置在出料工位对应转盘11上的凸块12的边上的出料管道19,出料管道19下方连接出料滑道20,出料滑道20下端延伸出机架外。
33.本实用新型所涉及的超声波焊接设备的工作原理为:大振动盘3可以自动将塑胶产品本体运送出来,本体被运送到直线送料器4的出口出来后立即会被本体上料气缸5的活塞杆推到转盘11工位点的凸块12上被固定住,然后转盘11转动,将固定有塑料产品本体的凸块12转到配体上料工位,而此时正好配体上料工位的小振动盘6也将配体运送出来,再被配体上料气缸7推送到凸块12上固定的本体上方,同时配体上料工位上的下压气缸动作将配体对准塑料产品本体,然后转盘11继续旋转,承载有本体和配体的凸块12转到焊接工位点,这时焊接工位的预压气缸24活塞杆往下伸出,将配体压紧到本体上使配体自己找中心并贴紧本体,然后超声波焊头8在焊接气缸9的驱动下往下运动,对配体和本体进行焊接,将
配体焊接到本体上,焊好之后,焊头抬起,转盘11继续转动到出料工位,出料工位的出料气缸21的活塞杆将凸块12上的成品推出,推离凸块12,这样凸块12在转盘11的转动下又可以转到本体上料工位接收新的塑胶产品本体,然后继续转到配体上料工位、焊接工位、出料工位,如此往复,实现连续不断作业。此工作过程整个可以通过plc控制系统设定程度控制,无需人手动放置塑胶产品和配体,无需人工启动设备焊接,周期稳定,效率高,不容易出错。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1