一种热咀及具有该热咀的热流道系统的制作方法
1.本申请属于模具设备制造技术领域,具体是涉及一种热咀及具有该热咀的热流道系统。
背景技术:
2.需要说明的是,本部分所记载的内容并不代表都是现有技术。
3.led透镜是在led灯具上常用的装置,其外形近似于空心半球形,用于对led发出的光进行光学调整,以满足照明的需要。这种透镜的材质多采用树脂等适于注塑成型工艺的透光材料。由于透镜的光学特性决定了透镜的外形是较为复杂的曲面,对透镜外形的精度要求很高,因此,一般的注塑成型工艺采用单个成型工艺以保证透镜的外形尺寸符合要求。
4.现有的led灯透镜模具存在以下缺陷:
5.1、由于led灯透镜为深腔类小零件产品,其侧壁之间靠的贴近小于热咀的直径,导致热咀探不进去,难以通过热咀将熔融塑料注塑入侧壁之间的位置,只能采用其他位置注塑;
6.2、进胶点位置或点数不合理,导致产品变形严重;
7.3、模具各部分的温度高低不均,导致胶料在模具模腔内流动的速度快慢不一,因而成形周期过长,导致注塑过程中容易在透镜的表面产生缺陷流痕、气纹,最终令透镜的表面无法达到充分高光镜面的效果;
8.4、模仁和热咀较小,使得产品表面出现水口和多余废料。
技术实现要素:
9.本实用新型主要针对以上问题,提出了一种热咀及具有该热咀的热流道系统,旨在调整进胶点的数量和位置,优化模温设计,避免成型过程中因模具各部位冷热不均,而使透镜表面产生缺陷,同时避免产品表面水口和废料的产生。
10.为实现上述目的,一方面,本实用新型提供了一种热咀,所述热咀包括咀身和咀尖,其中,所述咀身具有第一段和第二段,所述第一段的直径大于第二段的直径,且所述第一段在背离第二段的一侧外壁套设有第一隔热件,所述第二段在背离第一段的一侧外壁螺纹设置有第二隔热件;所述的第一隔热件和第二隔热件均由钛合金材质组成。
11.进一步地,所述第一段的外壁设置有螺旋槽,第一加热器配置在所述螺旋槽中,与所述螺旋槽的顶壁、底壁以及侧壁相抵。
12.为实现上述目的,另一方面,本实用新型还提供了一种热流道系统,包括模仁和上述所述的热咀,所述模仁具有:
13.收容腔,所述收容腔内设置有模仁入子,所述模仁入子对应产品型腔的一端设有成型面,另一端与模具连接;
14.进胶口,所述进胶口朝所述成型面的一侧连通所述产品型腔,另一侧连通所述热咀,所述热咀的第二段至少部分进入所述进胶口;以及
15.加热口,所述加热口内设有第二加热器。
16.进一步地,所述模仁内具有数个收容腔和数个进胶口,所述的数个进胶口沿相邻的两收容腔的中线均匀布设。
17.进一步地,所述模具还包括灌嘴、分流板,所述灌嘴上设置有浇口,所述分流板的内部设置有与所述浇口和所述热咀连通的热流道。
18.与现有技术相比,本实用新型提供的一种热咀及具有该热咀的热流道系统,胶料通过注塑机进入灌嘴,由分流板经过热咀外侧设置的第一加热器使得胶料达到熔融状态,随后在模仁内的第二段将胶料注入产品型腔,一方面,通过在热咀的第一段上设置第一加热器,并在模仁的加热口内设置第二加热器,可以杜绝冷胶的产生,同时将进胶口布设在相邻两模仁之间,即产品的中线上,可以避免成型过程中因模具各部位冷热不均,而使透镜表面产生缺陷;另一方面,将热咀的第二段作为伸入段,部分伸入模仁,使得产品在注塑完表面无水口、无废料,同时有效保证产品多点进胶的平衡性,使发热效果更为稳定,从而使模具结构更为简单,实现注塑件自动化生产的目的;本实用新型的其它有益效果,在具体实施方式中进一阐明。
附图说明
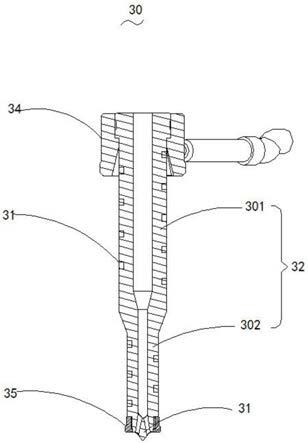
19.图1为本申请披露的一种热咀结构。
20.图2为申请披露的热流道系统的立体结构。
21.图3为申请披露的产品透镜与模仁结构示意图。
22.图4为申请披露的一种模仁与模仁入子的内部结构示意图。
23.图5为图4中a
‑
a处的局部剖视图。
24.图6为配设在相邻两模仁入子中线上的热咀结构示意图。
25.图7为本申请第二加热器布设在热咀周侧的立体结构示意图。
26.图中所示的附图标记:10、灌嘴;20、分流板;30、热咀;31、第一加热器;32、咀身;33、咀尖;34、第一隔热件;35、第二隔热件;40、模仁;50、模仁入子;60、第二加热器;70、产品;101、浇口;301、第一段;302、第二段;303、螺旋槽;401、收容腔;402、进胶口;403、加热口。
具体实施方式
27.下面将结合附图对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的
技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
30.本申请提供了一种热咀及具有该热咀的热流道系统,在本实施例中,其注塑对象主要针对具有凹凸结构的壳体,如使用在景观照明、汽车照明、道路照明、工矿照明等领域的一些led灯光学透镜,但并不限于此,也可成型一些其曲率大致为平面的光学透镜。
31.请参照图1所示,本实用新型提供了一种热咀结构,所述热咀30包括咀身32和咀尖33,其中,所述咀身32具有第一段301和第二段302,所述第一段301的直径大于第二段302的直径,且所述第一段301在背离第二段302的一侧外壁套设有第一隔热件34,所述第二段302在背离第一段 301的一侧外壁螺纹设置有第二隔热件35;所述的第一隔热件34和第二隔热件35均由钛合金材质组成,可以起到更好的隔热效果,保证温度控制。
32.请同时参照图2
‑
图6,本实用新型还提供了一种具有该热咀的热流道系统,其胶料可经由所述非球面透镜的模具注入到产品型腔,该非球面透镜的模具包括分流板20、热咀30、模仁40和模仁入子50;其中:
33.分流板20在外具有相对设置的上表面和下表面,在内设置有热流道(未图示),在所述上表面上配置有灌嘴10,所述灌嘴10上设置有与所述热流道连通的浇口101,胶料由注塑机通过浇口101进入热流道。
34.模仁40具有收容腔401、进胶口402和加热口403,所述收容腔401 内设置有模仁入子50,所述模仁入子50对应产品型腔的一端设有成型面,另一端与模具连接;所述进胶口402朝所述成型面的一侧连通所述产品型腔,另一侧连通所述热咀30,所述热咀30作为连接热流道和进胶口402的中间部件,其包括部分进入所述进胶口402的第二段302和外壁设有第一加热器31的第一段301。
35.为了对进入的胶料进行均匀加热,防止出现冷胶现象,一方面,所述的第一段301设置有螺旋槽303,所述的第一加热器31可以采用加热丝,该加热丝嵌限在螺旋槽303内,与所述螺旋槽303的顶壁、底壁以及侧壁相抵,以充分接触热咀30的外壁;另一方面,在所述模仁40内的加热口403上设置第二加热器60,如图6所示,该第二加热器60布置在各模仁入子50的周侧,保证周侧模温一致。
36.此外,在本实施例中,当该模仁40上具有两组成型面,一次性成型两组产品70(光学透镜)时,每组成型面上具有间隔排布的四个收容腔401 和配设在各收容腔401内的四个模仁入子50,相邻的两排模仁入子50之间的中线上均匀布设有四个进胶口402,四组热咀30的第二段302进入进胶口402,使胶料注射均匀,保证产品在注塑完表面无水口、无废料。
37.上面描述了本申请非球面透镜的模具的最基本结构,但是并不构成对本实用新型的限制,例如,所述模仁40还可具有三组、四组或数量更多的成型面,一次性成型多组产品70。
38.以上应用了具体个例对本实用新型进行阐述,只是用于帮助理解本实用新型,并不用以限制本实用新型。对于本实用新型所属技术领域的技术人员,依据本实用新型的思想,还可以做出若干简单推演、变形或替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1