医疗导管拉伸成型装置的制作方法
1.本实用新型涉及一种管状零件成型装置,特别是涉及一种医疗导管拉伸成型装置。
背景技术:
2.人工进行导管的成型制作时,1个人进行1根导管的加热,拉伸,定型,裁剪工艺,最终成型1根导管产品。效率非常低下,而且由于是手工进行拉伸,拉伸尺寸不好控制,最终拉伸后的管壁厚度尺寸偏差比较大。加热采用的是热风形式,加热速度缓慢(人工加热时间为15s),且不均匀。
3.因此成套的成型设备可以替代人工而提高生产效率,首先考虑对多根坯管同时进行加热拉伸,而为了尽可能缩减加工设备体积,坯管的排列间距约为30mm,要成功拉动坯管则夹具的加持力需要达到15kgf,如果使用加持力达到15kgf的气动夹爪,夹爪的缸径要达到32mm,占用空间较大,无法使用在30mm间距的导管夹持。另外,坯管上的夹持点需要距离坯管的加热段足够近,如夹持头以坯管的轴线垂直方向动作夹持,则夹持头会始终受加热模块烘烤而造成自身温度过高,这会导致坯管被夹持部位受热软化,无法完成拉伸动作。
4.其次,医疗导管的固定端为锥形管,在现有的人工生产加工过程中,工人在导管的固定端用钳子夹住,在拉伸时,比较容易脱落,一旦脱落,导管就需要进行2次加热并再次拉伸,或者直接报废,即便进行了2次拉伸,由于加热时间控制不稳定,导致成品率也非常低。采用设备夹持时需要考虑如何固定医疗导管的固定端,防止其产生脱落。
技术实现要素:
5.针对上述现有技术缺陷,本实用新型的任务在于提供一种医疗导管拉伸成型装置,实现多导管的同时加热拉伸生产,提高生产效率和合格率,保持设备小型化。
6.本实用新型技术方案如下:一种医疗导管拉伸成型装置,包括机台、端部定位夹持机构、加热机构和夹管机构,所述端部定位夹持机构、加热机构和夹管机构依次安装于所述机台,所述端部定位夹持机构包括底板、固定端气缸、卡槽连接件、芯棒载板和定位孔板,所述固定端气缸和所述定位孔板固定于所述底板,所述固定端气缸的气缸杆与所述卡槽连接件固定连接,所述芯棒载板与所述卡槽连接件以垂直于所述固定端气缸的气缸杆伸缩方向卡接,所述芯棒载板包括载板本体以及若干芯棒,所述芯棒包括锥形段和圆柱段,所述芯棒以轴线平行于所述固定端气缸的气缸杆伸缩方向固定连接于所述载板本体的前侧面,所述定位孔板设置于所述固定端气缸的前方,所述定位孔板上设有若干与所述芯棒的所述锥形段配合的锥形孔,所述锥形孔的轴线平行于所述固定端气缸的气缸杆伸缩方向,所述底板通过直线导轨连接于所述机台并由伺服驱动装置驱动沿所述直线导轨移动;所述加热机构包括上加热块和下加热块,所述上加热块和下加热块上下合拢时用于加热医疗导管;所述夹管机构包括底座、尾端气缸、气缸杆导向件、连杆、夹爪和夹爪导向件,所述尾端气缸及气缸杆导向件固定安装于所述底座,所述气缸杆导向件设有若干个并横向间隔排列,所述气
缸横向间隔并前后交错排列,所述尾端气缸与所述气缸杆导向件一一对应,每个所述气缸杆导向件设有四根所述连杆和两根所述夹爪,所述夹爪设置于所述气缸杆导向件的上下两侧,所述夹爪包括水平段和弯折段,所述夹爪的所述弯折段向所述气缸杆导向件的轴线弯折,所述夹爪的水平段通过所述连杆与所述气缸杆导向件构成四连杆机构,所述尾端气缸的气缸杆由所述气缸杆导向件导向,所述尾端气缸的气缸杆的头端连接所述夹爪导向件,所述夹爪导向件与所述夹爪活动连接使所述尾端气缸的气缸杆伸缩时带动所述夹爪进行上下靠拢或分离。
7.进一步地,包括裁切机构,所述裁切机构位于所述端部定位夹持机构和所述加热机构之间,所述裁切机构包括底垫块和顶切刀,所述底垫块和顶切刀由驱动机构驱动以垂直于所述直线导轨的竖直方向靠拢或分离。
8.进一步地,所述载板本体包括条状卡接体和提拉拉手,所述提拉拉手固定于所述条状卡接体的顶面,所述提拉拉手与条状卡接体间设置间隙。
9.进一步地,所述卡槽连接件呈l型,包括背板和底板,所述底板的两侧设有开口相对的卡槽,所述固定端气缸的气缸杆与所述背板固定连接。
10.进一步地,所述芯棒以横向单层间隔设置。
11.进一步地,所述夹爪导向件的上下两端设置条形孔,所述弯折段设有销钉,所述销钉设置于所述条形孔内。
12.进一步地,所述夹爪的水平段通过所述连杆与所述气缸杆导向件构成平行四连杆机构。
13.进一步地,为了提高夹爪移动的平稳性,所述夹爪导向件的上下两端设有凹槽结构,所述夹爪的所述弯折段设置于所述凹槽结构内。
14.进一步地,所述连杆及所述夹爪以所述尾端气缸的气缸杆为轴线上下对称设置。
15.本实用新型与现有技术相比的优点在于:
16.通过端部定位夹持机构、加热机构和夹管机构三者的配合可实现多根导管的自动化加热拉伸,提高效率,增加的裁切机构可使拉伸成型的导管直接裁切得到成品,进一步提升生产效率。
17.采用四连杆机构带动夹爪动作尽可能减小了单个夹具的宽度尺寸,结合错位排列的气缸使夹爪的夹持力满足夹持要求前提下缩小了设备尺寸;采用四连杆机构配合具有弯折段的夹爪,在夹紧过程中,夹爪的头端为向前的斜向运动,夹爪的头端在夹紧及放松状态下前端位置在轴向存在一定距离,这使夹爪在放松状态能够远离加热模块避免夹爪被持续加热而影响夹持。
18.利用芯棒的锥形段和定位孔板的锥形孔配合,能够准确定位夹持导管坯管,锥形能够起到自定位的作用,另外内外配合的夹持方式完全避免了导管脱落问题,也不会产生像外夹持方式作用力过大夹扁导管引起损伤的问题。芯棒设置在芯棒载板上以卡接方式连接,方便人工替换芯棒上的导管坯管,有利于提高装夹效率,另外,可用多个芯棒载板轮流替换生产的方式,在前一组导管拉伸伸长时有充足时间完成后一组导管的套装,充分利用拉伸过程的时间,提高整体生产效率。
附图说明
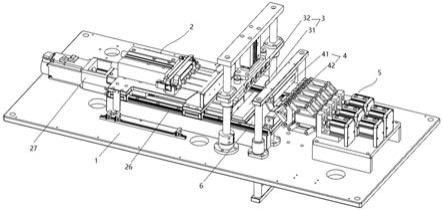
19.图1为医疗导管拉伸成型装置立体结构示意图。
20.图2为端部定位夹持机构立体结构示意图。
21.图3为卡槽连接件结构示意图。
22.图4为芯棒载板结构示意图。
23.图5为定位孔板剖面示意图。
24.图6为夹管机构立体结构示意图。
25.图7为夹管机构夹持状态侧视示意图。
26.图8为夹管机构放松状态侧视示意图。
具体实施方式
27.下面结合实施例对本实用新型作进一步说明,但不作为对本实用新型的限定。
28.为了更好地理解本实用新型,请结合图1所示,医疗导管拉伸成型装置包括机台1、端部定位夹持机构2、裁切机构3、加热机构4和夹管机构5,端部定位夹持机构2、裁切机构3、加热机构4和夹管机构5依次顺序安装于机台1。
29.请结合图2至图5所示,端部定位夹持机构2包括底板25、固定端气缸21、卡槽连接件22、芯棒载板23和定位孔板24,固定端气缸21和定位孔板24安装在底板25上,其中定位孔板24设置于固定端气缸21的前方。底板25通过直线导轨26连接于机台并由伺服驱动装置27驱动沿直线导轨26移动。卡槽连接件22呈l型,包括背板221和底板222,底板222的两侧设有开口相对的卡槽223,固定端气缸21的气缸杆与背板221固定连接。
30.芯棒载板23包括载板本体231以及若干芯棒232,其中载板本体231包括条状卡接体231a和提拉拉手231b,提拉拉手231b固定于条状卡接体231a的顶面,提拉拉手231b与条状卡接体231a间设置间隙231c。间隙231c的存在目的是方便工人抠在间隙位置握住提拉拉手231b来拿取芯棒载板23。芯棒232包括锥形段232a和圆柱段232b,芯棒232以轴线平行于气缸杆伸缩方向固定设置在条状卡接体231a的前侧面,在本实施例中,设置了五根芯棒232,依次横向单层间隔设置,也就是说,本实施例的端部定位夹持机构2依次可以装夹五根医疗导管坯管,在装夹时,将医疗导管坯管的固定端穿套在芯棒232,然后将条状卡接体231a由上往下卡入卡槽连接件22的卡槽223内即可。定位孔板24上依次排列五个与五根芯棒232一一对应的锥形孔241,锥形孔241的孔形是与芯棒232的锥形段232a匹配,锥形孔241的轴线平行于固定端气缸21的气缸杆伸缩方向。
31.在医疗导管坯管装夹完成后,进行拉伸时,固定端气缸21的气缸杆带动卡槽连接件22及芯棒载板23前移,医疗导管坯管穿入定位孔板24的锥形孔241,随着固定端气缸21的气缸杆的不断前移,芯棒232的锥形段232a进入定位孔板24的锥形孔241内进而对医疗导管坯管的固定端形成内外的夹持,由于锥形的自定位作用,原先因为医疗导管坯管尺寸偏大与芯棒232的锥形232a段为间隙配合逐渐变为医疗导管坯管与芯棒232的锥形段232a紧密贴合,保证了医疗导管的固定端的准确稳定夹持。
32.请结合图6所示,夹管机构5包括底座51、尾端气缸52、气缸杆导向件53、连杆54、夹爪55和夹爪导向件56,底座51上固定安装若干气缸杆导向件53以及尾端气缸52,其中气缸杆导向件53以等间距一字间隔排开,其排列间距与待拉伸成型的医疗导管的间距相同,每
一个气缸杆导向件53对应与一个尾端气缸52,而由于每个尾端气缸52的横向宽度较大,因此尾端气缸52以前后两排的方式进行交错排列,前排的尾端气缸52的气缸杆21直接插入气缸杆导向件53,后排的尾端气缸52的气缸杆21从前排的相邻两尾端气缸52的间隙伸出然后插入气缸杆导向件53。
33.气缸杆导向件53呈矩形状,其后端连接l型支架531以固定连接于底座51的边缘。气缸杆导向件53的中间设置供气缸杆导向的通孔,尾端气缸52的气缸杆521由该通孔伸出,气缸杆521的前端连接夹爪导向件56。在气缸杆导向件53的上下两侧设置连杆54和夹爪55,其中夹爪55包括水平段551和弯折段552,水平段551位于气缸杆导向件53的上下两侧,弯折段552向气缸杆导向件53的轴线弯折形成可以夹持的头部。各个连杆54长度相等,气缸杆导向件53、连杆54和夹爪55的水平段551相互连接形成平行四连杆机构,如此使得夹爪55的水平段551在沿气缸杆导向件53的轴向移动时同时产生靠近或者远离气缸杆导向件53的轴线的运动。整体上连杆54及夹爪55以尾端气缸52的气缸杆521为轴线上下对称设置,保证夹爪55在动作时能准确地在气缸杆轴线位置进行夹持。夹爪导向件56呈向前开口的平底v型,在夹爪导向件56的上下两端设有凹槽结构561,夹爪55的弯折段552设置于凹槽结构561内。在弯折段552的侧向设置销钉553,夹爪导向件56的上下两端设置了沿平底v型的斜向开设的条形槽562,销钉553被限制在条形槽562内,在夹爪导向件56由尾端气缸52驱动进行前后移动时,销钉553被条形槽562的侧壁推动从而带动夹爪55进行移动。
34.请结合图7及图8所示,当气缸杆521向后收回,夹爪导向件56向后平移,气缸杆导向件53上侧的夹爪55的销钉553在条形孔562内由下至上移动,由于连杆54构成的平行四连杆结构的限制,该夹爪55进行向后上方的斜向运动,相应的气缸杆导向件53下侧的夹爪55进行向后下方的斜向运动,夹爪55从合拢的夹持位置变成分离的放松位置,即由图2状态至图3状态。当气缸杆521向前伸出,夹爪导向件56向前平移,气缸杆导向件53上侧的夹爪55的销钉553在条形孔562内由上至下移动,由于连杆54构成的平行四连杆结构的限制,该夹爪55进行向前下方的斜向运动,相应的气缸杆导向件53下侧的夹爪55进行向前上方的斜向运动,夹爪55从分离的放松位置变成合拢的夹持位置,即由图3状态至图2状态,从而实现夹持。
35.裁切机构3包括底垫块31和顶切刀32,底垫块31和顶切刀32由上下气缸驱动以垂直于端部定位夹持机构2的直线导轨26的竖直方向靠拢或分离用于裁切拉伸成型后的医疗导管的尾端(即由夹管机构5夹持的部分)。加热机构4包括上加热块41和下加热块42,上加热块41和下加热块42也以垂直于端部定位夹持机构2的直线导轨26的竖直方向靠拢或分离,上加热块41和下加热块42上下合拢时用于加热医疗导管。在机台1上位于裁切机构3和加热机构4之间设置废料导出口6,裁切下的医疗导管的尾端废料落入废料导出口6进行收集。
36.本医疗导管拉伸成型装置的工作过程是这样的:首先医疗导管坯管的固定端穿套在芯棒232上,条状卡接体231a卡入卡槽223,固定端气缸21的气缸杆带动卡槽连接件22及芯棒载板23前移,医疗导管坯管穿入定位孔板24的锥形孔241,芯棒232的锥形段232a进入定位孔板24的锥形孔241内对医疗导管坯管的固定端形成内外的夹持。然后伺服驱动装置27驱动底板25带着固定端气缸21、卡槽连接件22、芯棒载板23和定位孔板24以及医疗导管坯管沿直线导轨26前进,医疗导管坯管的尾端穿过裁切机构3和加热机构4后,加热机构4的
上加热块41和下加热块42合拢对医疗导管坯管加热,加热完成后由夹管机构5对医疗导管坯管的尾端进行夹持。伺服驱动装置27驱动底板25带着固定端气缸21、卡槽连接件22、芯棒载板23和定位孔板24以及医疗导管坯管沿直线导轨26后退一段距离使医疗导管坯管得到拉伸,然后加热机构4的上加热块41和下加热块42分开停止加热,待医疗导管坯管冷却后,伺服驱动装置27驱动底板25带着固定端气缸21、卡槽连接件22、芯棒载板23和定位孔板24以及医疗导管坯管沿直线导轨26进一步后退至初始位置,随后裁切机构3的底垫块31和顶切刀32上下相对运动完成尾端废料切除,尾端废料落入废料导出口6进行收集。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1