一种注塑模具的旋转抽芯结构的制作方法
1.本实用新型属于注塑模具技术领域,尤其涉及一种注塑模具的旋转抽芯结构。
背景技术:
2.现有的许多塑胶制品带有较深的弧形镂空部,其注塑成型过程较为复杂。
3.如中国实用新型专利(申请号为cn201921010254.6),公开了一种油缸水平抽芯转内弧抽芯模具,通过第一油缸带动齿条滑动,齿条带动截面为锐角的摆动齿摆动,再通过万向轴带动滑块芯子摆动并从产品的左侧弧形孔中抽出,达到成型弧形镂空部(即弧形内孔)的目的。虽然该模具结构可以成型弧形镂空部,但是存在以下缺陷:
4.(1)、第一油缸直接驱动单边的齿条,带动滑块芯子摆动,使滑块芯子受力不均匀,摆动不够稳定,整个机械机构不够稳定,产品成型质量较差;
5.(2)、滑块芯子摆动较小,对于具有180度镂空特征的塑胶产品而言,存在成型和脱模困难的缺陷;
6.(3)、该模具结构机械强度不够,当内腔注塑充填射出压力高达 100mpa时,该模具结构无法抵御较高的射出压力。
7.因此,发明人致力于设计一种旋转抽芯结构以解决上述问题。
技术实现要素:
8.本实用新型的目的在于:提供一种注塑模具的旋转抽芯结构,通过旋转芯与定模仁旋转对插,配合旋转芯均衡受力,成型180度镂空电池箱提手,不仅脱模顺畅,还能提高模具强度,提高产品质量。
9.为了达到上述目的,本实用新型所采用的技术方案为:
10.一种注塑模具的旋转抽芯结构,包括旋转设置于注塑模具的定模仁上的旋转芯和设置于所述注塑模具内的一旋转抽芯驱动机构,所述旋转芯的转轴两端由所述旋转抽芯驱动机构驱动转动,所述旋转芯的悬臂旋转伸入一腔体内形成型腔,所述腔体由所述定模仁与所述注塑模具的动模仁合模而成。
11.定模仁与动模仁配合形成一腔体,不仅使旋转芯与定模仁实现双向对插,最大限度减小旋转芯的旋转抽芯角度,还能增加模具强度,抵御较大的射出压力。
12.旋转芯的转轴两端由一旋转抽芯驱动机构驱动转动,使旋转芯受力均衡。
13.作为本实用新型注塑模具的旋转抽芯结构的一种改进,所述注塑模具的定模上设有限位柱,所述限位柱穿过所述定模仁并抵接所述旋转芯。
14.由于旋转芯旋转过程中,其旋转轴心会移位,故本实用新型采用限位柱抵接旋转芯,不仅防止旋转芯旋转偏心,还能增强旋转芯的刚度,提高模具强度。
15.作为本实用新型注塑模具的旋转抽芯结构的一种改进,所述限位柱底面向外倾斜设置,所述限位柱底部靠近所述转轴的一端设有一凸起,所述凸起与所述旋转芯表面的凹槽匹配。
16.作为本实用新型注塑模具的旋转抽芯结构的一种改进,所述旋转抽芯驱动机构包括两个齿条,两个所述齿条间隔滑动设置于所述注塑模具的定模板内,所述转轴两端分别通过齿轮与两个所述齿条传动连接。
17.作为本实用新型注塑模具的旋转抽芯结构的一种改进,两个所述齿条远离所述齿轮的一端由同一驱动元件驱动滑动,所述驱动元件固定于所述定模板侧面。
18.作为本实用新型注塑模具的旋转抽芯结构的一种改进,所述齿条一端固定有一限位块,所述定模板上固定有另一限位块,所述齿条的轮齿位于两个所述限位块之间。
19.作为本实用新型注塑模具的旋转抽芯结构的一种改进,所述转轴与所述型腔的圆弧区域同轴,所述旋转芯转动的角度为钝角。
20.由于旋转芯与定模仁双向对插,故旋转芯无需旋转180度,只需旋转一钝角,便可成型具有180度镂空部的产品。
21.作为本实用新型注塑模具的旋转抽芯结构的一种改进,所述旋转芯的内侧设有一通槽形成所述悬臂,所述悬臂呈弧形且截面角度为钝角,所述悬臂的末端面与所述动模仁凹凸配合。
22.所述悬臂的截面角度设置为钝角可增强旋转芯的强度。
23.作为本实用新型注塑模具的旋转抽芯结构的一种改进,所述型腔一侧面设有侧芯,所述侧芯滑动连接于所述注塑模具的定模上且其末端设有一凸出部,所述侧芯由设置于所述定模上的油缸或气缸驱动移动。
24.作为本实用新型注塑模具的旋转抽芯结构的一种改进,所述定模上凸设有一定位块,所述定位块穿过所述定模仁并与所述侧芯的定位槽对应匹配。
25.与现有技术相比,本实用新型的注塑模具的旋转抽芯结构,通过旋转芯与定模仁双向对插,使旋转芯旋转伸入动模仁与定模仁配合形成的腔体内,形成用于成型180度镂空的电池箱镂空提手的型腔,有效减小旋转芯旋转抽芯角度,便于产品脱模,防止产品脱模过程中刮伤,影响产品质量,同时,旋转芯两端通过同一旋转抽芯驱动机构驱动转动,使旋转芯均衡受力,提高模具强度和产品质量,有效抵御高射出压力。
附图说明:
26.图1是本实用新型电池箱镂空提手注塑模具的剖视图;
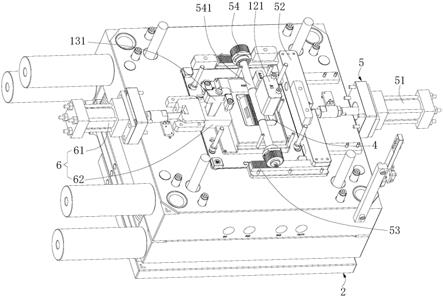
27.图2是本实用新型定模和旋转抽芯驱动机构的立体图;
28.图3是本实用新型动模、旋转芯和旋转抽芯驱动机构的立体图;
29.图4是本实用新型旋转芯和旋转抽芯驱动机构的立体放大图;
30.图5是本实用新型电池箱盖提手的立体放大图。
31.图示说明:
32.1、定模,11、定模座,12、定模连板,121、限位柱,13、定模板,131、定位块,14、定模仁,2、动模,21、动模座,22、顶针推板,23、顶针板,24、动模板,25、动模仁,3、型腔,4、旋转芯, 41、通槽,42、凹槽,5、旋转抽芯驱动机构,51、液压缸,52、连接块,53、齿条,54、齿轮,541、转轴,6、侧抽芯机构,61、侧抽芯气缸,62、侧芯,7、电池箱盖提手,71、镂空部,72、连接部, 73、侧槽。
具体实施方式
33.下面结合附图,具体阐明本实用新型的实施方式,附图仅供参考和说明使用,不构成对本实用新型专利保护范围的限制。
34.参照图1至图3,一种注塑模具的旋转抽芯结构,包括一旋转芯 4、一旋转抽芯驱动机构5和一侧抽芯机构6,所述旋转芯4旋转设置于注塑模具的定模仁14上,旋转抽芯驱动机构5和侧抽芯机构6 设置于注塑模具内,本实施例的注塑模具用于成型电池箱盖提手7,该电池箱盖提手7上端具有一180度的镂空部71,镂空部71表面通过连接部72连接,该连接部72上设有多个凹槽,电池箱盖提手7一侧上设有一侧槽73。
35.参照图1,所述注塑模具包括定模1和动模2,旋转芯4、旋转抽芯驱动机构5和侧抽芯机构6均设置于定模1上。
36.参照图1和图2,所述定模1包括自上而下叠加设置的定模座11、定模连板12和定模板13以及镶嵌于定模板13上的定模仁14,定模连板12上固定有一限位柱121,该限位柱121依次穿过定模板13和定模仁14,限位柱121底面向外倾斜设置且其底部设有一凸起(未标示),定模板13上固定有一定位块131,该定位块131穿过定模板 13和定模仁14并伸至定模仁14外。
37.参照图1和图3,所述动模2包括一动模座21、一用于顶出注塑产品的顶出机构(未标示)、两个支撑板(未标示)、一动模板24和镶嵌于动模板24上的动模仁25,顶出机构包括一顶针推板22、一顶针板23和多个顶针(未标示),动模仁25上设有弧形槽,当定模仁 14与动模仁25配合时,定模仁14的凸出部(未标示)伸至动模仁 25的弧形槽内形成一腔体(未标示)。
38.参照图1、图3和图4,所述旋转芯4通过一转轴541旋转连接于定模仁14上,该旋转芯4表面设有一凹槽42,该凹槽42和限位柱121底部的凸起均靠近转轴541,当限位柱121抵接旋转芯4时,限位柱121底部的凸起旋转芯4表面的凹槽42匹配,旋转芯4的内侧开设有一通槽41并形成一弧形且截面角度为钝角的悬臂(未标示),通槽41与定模仁14间隙配合用于成型电池箱盖提手7的连接部72,悬臂的末端面与定模仁14的凸出部(未标示)凹凸配合,具体的,悬臂的末端面上的凹槽(未标示)与定模仁14的凸出部上的凸起(未标示)配合,由于旋转芯4转动的角度为钝角,而悬臂的摆动角度与旋转芯4的转动角度相同,因此,本实用新型悬臂的摆动角度也为钝角,当旋转芯4转至最大角度时,旋转芯4的悬臂旋转伸入腔体内形成用于成型电池箱盖提手7的型腔3,转轴541穿过旋转芯4并伸至旋转芯4的两端面外,转轴541与型腔3的圆弧区域同轴。
39.参照图2、图3和图4,所述旋转抽芯驱动机构5用于驱动旋转芯4 转动,该旋转抽芯驱动机构5包括一驱动元件、一连接块52、两个齿条53和两个齿轮54,两个齿轮54分别固定于转轴541的两末端并收容于定模仁14内,两个齿条53间隔滑动设置于定模板13内并与两个齿轮 54对应啮合,两个齿条53远离齿轮54的一端由同一驱动元件驱动滑动,本实施例驱动元件优选液压缸51,以便提供较大的推动力,液压缸51 固定于定模板13侧面,连接块52固定于液压缸51的推动轴上并与两个齿条53固定连接,本实施例中,连接块52与两个齿条53形成反匚(fang) 字形,至少一个齿条53一端固定有一用于限制齿轮54与对应齿条53 相对运动的限位块(未标示),定模板13上固定有另一用于限制齿条 53滑动的限位块(未标示),齿条53的轮齿位于两个限位块之间(本实施例中,两个齿条53表面仅部分设有轮齿)。
40.参照图2和图3,所述侧抽芯机构6用于成型电池箱盖提手7的侧槽 73,该侧抽芯机构6包括一侧抽芯气缸61和一侧芯62,侧芯62位于型腔3的一侧,侧芯62滑动连接于定模板13上且其末端设有一用于成型侧槽73的凸出部(未标示),侧芯62由设置于定模板13上的油缸或气缸驱动移动,本实施例优选侧抽芯气缸61驱动侧芯62移动,侧芯62 表面设有一定位块131匹配的定位槽(未标示),当动模2与定模1合模时,定位块131底部伸至侧芯62的定位槽内,防止模具注塑过程中,侧芯62出现移位和定位不准的状况。
41.参照图1至图5,本实用新型电池箱盖镂空提手注塑模具的工作原理为:侧抽芯气缸61驱动侧芯62向型腔3移动,液压缸51通过连接块52驱动两个齿条53滑动,带动两个齿轮54和旋转芯4一同转动,当动模2与定模1合模时,定模仁14与动模仁25合模形成腔体,定位块131与侧芯62上的定位槽配合,同时,旋转芯4在旋转抽芯驱动机构5的驱动下旋转伸入腔体内形成用于成型电池箱盖提手7的型腔3,限位柱121抵接旋转芯4,防止旋转芯4转动过程中旋转中心偏移,向模具内高压射入熔融塑胶,冷却后开模,侧芯62 和旋转芯4复位,顶针板23和顶针推板22推动顶针顶出电池箱盖提手7。
42.本实用新型的电池箱盖镂空提手注塑模具具有以下技术效果:
43.(1)、本实用新型对产品的180度镂空特征成型进行拆分,在不影响整体外观设计的前提下,定模仁14与旋转芯4以双向对插的方式最大限度减小旋转抽芯的角度,成型电池箱盖提手7的镂空部71;
44.(2)、本实用新型将旋转芯4与限位柱121配合,不仅满足了大角度旋转抽芯功能,还兼顾了旋转芯4的机械强度;
45.(3)、本实用新型通过限位柱121和旋转抽芯机构5共用作用于旋转芯4,使旋转芯4的大跨度悬臂结构有效抵御较高的射出压力 (100mpa);
46.(4)、本实用新型采用双齿条带动旋转芯4转动,增强模具内机构的传动灵活性;
47.(5)、本实用新型模具结构简单,采用集成式设计,零件快拆结构,实现快速换取整体装入模仁。
48.以上所揭露的仅为本实用新型的较佳实施例,不能以此来限定本实用新型的权利保护范围,因此依本实用新型申请专利范上围所作的等同变化,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1