一种注塑成型机的熔胶筒组件温控装置的制作方法
1.本实用新型涉及热塑性塑料注塑成型技术领域,尤其涉及一种注塑成型机的熔胶筒组件温控装置。
背景技术:
2.当今大部分注塑成型机的熔胶筒温控组件装置都是采用普通的电阻丝加热圈对熔胶筒组件进行加热,搭配简单的机械隔热防护,不可避免的具有单位面积的加热功率低、温度容易外泄、产品寿命短、热态绝缘性能差等缺陷,传统的加热圈采用交流接触器的控制方法,存在噪音大、精度低、响应慢,交流接触器易损坏等缺点,进而对注塑成型机的机台运行维护及其热塑性塑料注塑成型带来了诸多不便。
技术实现要素:
3.为解决上述问题,本技术方案提供一种注塑成型机的熔胶筒组件温控装置。
4.为实现上述目的,本技术方案如下:
5.一种注塑成型机的熔胶筒组件温控装置,包括;
6.射嘴加热圈,设置在射嘴端上;
7.法兰加热圈,设置在射嘴端上,位于所述射嘴加热圈一侧上;
8.第一探热针,与所述射嘴加热圈以及所述法兰加热圈连接,其与所述射嘴加热圈以及所述法兰加热圈组成第一段加热区;
9.熔胶筒加热圈,设置有六个,并等比例排布在熔胶筒的外周;
10.第二探热针,设置有三个,并设置在相邻两个所述熔胶筒加热圈之间的中点,相邻两个所述熔胶筒加热圈以及一个所述第二探热针分别组成第二段加热区、第三段加热区以及第四段加热区。
11.在一些实施例中,还包括用于控制加热的io模块以及与其相互通信的温度模块,所述温度模块与所述第一探热针以及所述第二探热针连接,用以监控当前工作温度,所述io模块分别连接有第一加热继电器p1、第二加热继电器p2、第三加热继电器p3以及第四加热继电器p4,若干个继电器的控制端与所述io模块连接,导通端一端与火线连接,另一端依次与所述射嘴加热圈、法兰加热圈以及熔胶筒加热圈连接。
12.在一些实施例中,所述第一加热继电器p1的导通端采用0.75mm2的纤维线与所述射嘴加热圈、法兰加热圈连接,所述第二加热继电器p2、第三加热继电器p3以及第四加热继电器p4的导通端采用2.5mm2的纤维线与所述熔胶筒加热圈连接。
13.在一些实施例中,所述熔胶筒加热圈采用陶瓷加热圈,陶瓷加热圈的发热体是采用高绝缘耐火陶瓷条和镍铬合金电阻丝绕成弹簧状穿入圈成的。
14.在一些实施例中,还包括设置在熔胶筒外周的外罩,所述外罩为不锈钢制成,中间采用隔热保温棉。
15.在一些实施例中,所述第二探热针插入熔胶筒的深度大于射胶螺杆直径的
18.5mm。
16.在一些实施例中,所述第二探热针通过探热针座插入,所述第二探热针采用k型带屏蔽非接地式探热针。
17.本技术有益效果为:
18.1.传热快、发热均匀,工作稳定;
19.2.温度不外泄,工作安全;
20.3.产品的功率高,采用陶瓷条穿丝方式单位面积的发热功率比普通的要高。
附图说明
21.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
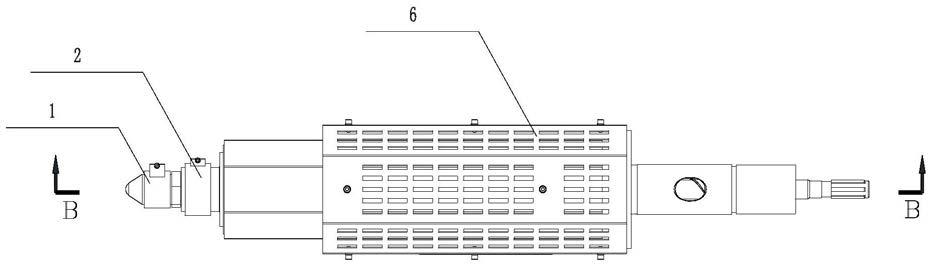
22.图1是本实用新型实施例的结构示意图。
23.图2是本实用新型实施例的电气原理图。
24.图3是图1的b
‑
b截面图。
具体实施方式
25.为了使本实用新型所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
26.请参照图1
‑
3所示,一种注塑成型机的熔胶筒组件温控装置,包括;
27.射嘴加热圈1,设置在射嘴端上;
28.法兰加热圈2,设置在射嘴端上,位于所述射嘴加热圈1一侧上;
29.第一探热针3,与所述射嘴加热圈1以及所述法兰加热圈2连接,其与所述射嘴加热圈1以及所述法兰加热圈2组成第一段加热区;
30.熔胶筒加热圈4,设置有六个,并等比例排布在熔胶筒的外周;
31.第二探热针5,设置有三个,并设置在相邻两个所述熔胶筒加热圈4之间的中点,相邻两个所述熔胶筒加热圈4以及一个所述第二探热针5分别组成第二段加热区、第三段加热区以及第四段加热区。
32.如图1和3所示,熔胶筒组件的射嘴段8、法兰段、熔胶筒9段加热分别用射嘴加热圈、法兰加热圈、熔胶筒加热圈分段以圆柱形包住。射嘴加热圈和法兰加热圈配一组k型带屏蔽非接地式探热针进行温度反馈,熔胶筒加热圈按约120mm宽、两个配一组探热针进行控制温度反馈。每组探热针的采温点取每段加热两个加热圈的中点(深度约取大于射胶螺杆直径的18.5mm,射嘴加热圈、法兰加热圈探热针的采温点取在二者之间的连接处),保证能精确监控熔胶筒的各个部分温度。熔胶筒加热圈均采用陶瓷加热圈。陶瓷加热圈的发热体是采用高绝缘耐火陶瓷条和镍铬合金电阻丝绕成弹簧状穿入圈成的,外罩采用304不锈钢,中间采用高温隔热保温棉,可有效防止温度外泄。陶瓷加热圈具有以下性能优点:
33.1、传热快、发热均匀,工作稳定;
34.2、温度不外泄,工作安全;
35.3、产品的功率高,采用陶瓷条穿丝方式单位面积的发热功率比普通的要高;
36.4、耐高温发热丝,具有散热快、发热均匀、高温稳定等特点;
37.5、产品寿命长,由于原材料在高温下老化比较慢因此产品寿命长;
38.6、符合国家国标各项技术要求。单位面积的发热功率偏差+5%∽-10%;
39.7、电气强度好:经电压1000v/50hz正弦交流电压试验,经1min无击穿现象;
40.8、机械强度高、热态绝缘性能好、与被加热物体接触面大,使用寿命长。
41.在本实施例中,如图2所示,还包括用于控制加热的io模块以及与其相互通信的温度模块,所述温度模块与所述第一探热针3以及所述第二探热针5连接,用以监控当前工作温度,所述io模块分别连接有第一加热继电器p1、第二加热继电器p2、第三加热继电器p3以及第四加热继电器p4,若干个继电器的控制端与所述io模块连接,导通端一端与火线连接,另一端依次与所述射嘴加热圈1(电气原理图的eh1)、法兰加热圈2(eh2)以及熔胶筒加热圈4(eh3
‑
eh8)连接,火线三相uvw,各自经对应的继电器,在探热针获取当前工作温度后,温度模块接收并发送信息至io模块上,此时导通对应的继电器,这样就可以开启对应加热区的加热功能。
42.在本实施例中,所述第一加热继电器p1的导通端采用0.75mm2的纤维线与所述射嘴加热圈1、法兰加热圈2连接,所述第二加热继电器p2、第三加热继电器p3以及第四加热继电器p4的导通端采用2.5mm2的纤维线与所述熔胶筒加热圈4连接。
43.在本实施例中,所述熔胶筒加热圈4采用陶瓷加热圈,陶瓷加热圈的发热体是采用高绝缘耐火陶瓷条和镍铬合金电阻丝绕成弹簧状穿入圈成的。
44.在本实施例中,还包括设置在熔胶筒外周的外罩6,所述外罩6为不锈钢制成,中间采用隔热保温棉。
45.在本实施例中,所述第二探热针5插入熔胶筒的深度大于射胶螺杆直径的18.5mm。
46.陶瓷加热圈功率设计按照镍铬合金电阻丝和陶瓷加热圈内部表面积的承受功率测算出陶瓷加热圈的功率为每平方厘米3
‑
5w。为保证陶瓷加热圈寿命与每平方厘米加热功率的最优配比,经过测试,本发明装置的陶瓷加热圈功率采用每平方厘米4w的发热功率。射嘴加热圈、法兰加热圈采用引出式接线端子,可避免与注塑成型机的头板熔胶筒进位孔发生干涉,进而有利于头板铸件的强度设计。熔胶筒加热圈的接线端子尽量靠近加热圈的外壳,但是接线端子的带电处与陶瓷加热圈的外壳间隙需要≥1.5mm,以节省空间。所有陶瓷加热圈的供电导线均采用高温纤维线,以保证导线在高温时的额定载流量。
47.本发明装置在双层机械防护和隔热方面主要依靠熔胶筒支杆9、熔胶筒外罩板、熔胶筒上罩板、熔胶筒底罩板、高温警示标识等零配件来实现。其中,熔胶筒底罩板两侧对称均布背焊6*m6
‑
6h的六角圆螺母,熔胶筒外罩板通过内六角圆柱头螺丝加弹簧螺垫和平垫圈进行固定连接。熔胶筒上罩板和熔胶筒之间采用熔胶筒支杆进行连接,熔胶筒支杆和熔胶筒之间采用m10
‑
6h的内外螺纹连接;熔胶筒支杆和熔胶筒上罩板之间采用m12
‑
6h的六角圆螺母进行固定。熔胶筒上罩板和熔胶筒支杆之间采用内六角圆柱头螺丝加弹簧螺垫和平垫圈进行固定。以此实现了本装置的双层机械隔热防护作用。在外观方面,熔胶筒外罩板、熔胶筒上罩板、熔胶筒底罩板均全喷交通绿波纹粉,可体现出注塑成型机的节能及美观元素。在熔胶筒外罩板正视图处,采用4个1/8"*1/4"的拉钉固定高温警示标识,此种固定方式可以保证高温警示标识不易被取下,保证到警示作用。
48.在本实施例中,所述第二探热针5通过探热针座7插入,所述第二探热针5采用k型
带屏蔽非接地式探热针。
49.熔胶筒探热针采用k型带屏蔽非接地式探热针,具有冷端补偿功能,该熔胶筒探热针的金属保护套直径为φ4.7mm,熔胶筒组件底部的探热针底孔采用φ6mm,在熔胶筒的探温径向深度取大于射胶螺杆半径10mm。用于固定探热针座的螺纹孔采用rc1/8"深12mm。该种结构设计方式可在保证熔胶筒组件的机械强度的前提下,探热针能够采集到最接近于熔胶筒内部热塑性塑料的温度,对于热塑性塑料的注塑成型有相当大的益处。
50.本发明装置在电气控制方面主要有以下优势:
51.1、熔胶筒组件段的加热电源线采用耐高温的纤维线;
52.2、所有陶瓷加热圈的电源控制采用意大利进口的桥顿牌固态继电器,响应快、寿命长、温度控制精度高。
53.3、固态继电器采用dc24v触发控制,控制端采用弱电,安全性高,成本低,可以直接从ep700e
‑
v1h15的do点直接输出控制。
54.4、电源加热保护回路采用桥顿牌快速熔断体配单相熔断体座,短路、过载、机械隔离保护快速齐全,可以对操作者和电源加热保护回路的电器元件进行全方位保护。
55.5、熔胶筒组件的热塑性塑料温度通过ep700e
‑
v1h15的io模块和温度模块配合实现温度的闭环控制,控制精度高,并且可以通过pid控制对温度进行自动整定,手动状态下搭配pwm温控方式。ep700e
‑
v1h15的人机界面含有示波器功能,可以实时分析监控温度随时间的变化波形。该温度控制装置可配置八段加热控制,还可以在人机界面设定上下偏差,超过偏差值时,ep700e
‑
v1h15将自动输出do报警信号,注塑成型机报警提醒操作者,进而可有效提高注塑成型机的良品率。
56.综上所述,本发明的有益效果是:本装置都是采用高绝缘耐火陶瓷条和镍铬合金电阻丝加热圈对熔胶筒组件进行加热,搭配双层机械隔热防护,具有单位面积的加热功率高、温度不易外泄、产品寿命长、热态绝缘性能好等优点。另外,本装置采用plc搭载固态继电器、快速熔断体、探热针的闭环控制方法,具有噪音低,温度控制精度高,响应快,系统稳定、寿命长等有益效果,进而保证了注塑成型机的机台运行稳定度,同时也给注塑成型机的热塑性塑料注塑成型带来了上述的诸多有益效果。
57.以上所述仅为本技术的较佳实施例,并非用来限定本技术实施的范围,其他凡其原理和基本结构与本技术相同或近似的,均在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1