塑料光纤的制造装置和制造方法与流程
1.本发明涉及塑料光纤的制造装置和制造方法。
背景技术:
2.塑料光纤与石英玻璃制的光纤相比,制造成本低,具有良好的挠性,加工性也优异。塑料光纤主要用作短距离(例如100m以下)用的传输介质。
3.塑料光纤通常与玻璃制光纤同样地具备作为传输光的部分的中心部的纤芯和覆盖该纤芯的外周的包层。塑料光纤的纤芯由具有高折射率的树脂形成,包层由具有比纤芯的树脂低的折射率的树脂形成。
4.塑料光纤可以通过例如熔融纺丝法制造。在熔融纺丝法中,通过将树脂组合物从挤出装置挤出,从而将树脂组合物成形为纤维状。例如,在专利文献1中公开了使用具备螺杆的挤出装置将树脂组合物从挤出装置挤出。在专利文献2中公开了向挤出装置导入气体,利用该气体按压树脂组合物而将树脂组合物从挤出装置挤出。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2000-356716号公报
8.专利文献2:美国专利第6527986号说明书
技术实现要素:
9.发明要解决的课题
10.在具备螺杆的挤出装置中,在挤出树脂组合物时,螺杆与容纳有树脂组合物的容纳部的壁面摩擦。由此,螺杆或容纳部被轻微地磨削,它们的材料、例如金属混入到树脂组合物中。在金属混入到树脂组合物中的情况下,即使其混入量为微量,在具有由该树脂组合物形成的纤芯的塑料光纤中,也存在传输损耗大幅增加的趋势。
11.根据使用气体的挤出装置,能够抑制金属混入到树脂组合物中。但是,在使用该挤出装置将树脂组合物成形为纤维状的情况下,存在所得到的成形体的粗细(直径)变得不均一的趋势。
12.因此,本发明的目的在于提供一种塑料光纤的制造装置,其适于抑制成为塑料光纤的传输损耗增加的原因的金属的混入,并且调整塑料光纤的粗细至均一。
13.用于解决课题的手段
14.根据本发明人等的研究可知,在使用气体的挤出装置中,即使将导入的气体的压力维持为恒定,如果树脂组合物的粘度和温度存在不均,则挤出的树脂组合物的流量也会变动。另外,可知如果在流路中存在滞留物,则压力损失发生变化,因此流量同样地变动。本发明人等发现该流量的变动成为使纤维状的成形体的粗细不均一的主要原因,从而完成了本发明。
15.本发明提供一种塑料光纤的制造装置,其具备:
16.挤出装置,其具有容纳树脂组合物的容纳部,通过向上述容纳部导入气体而利用上述气体将上述树脂组合物从上述容纳部挤出;以及
17.齿轮泵,其调整从上述挤出装置挤出的上述树脂组合物的流量。
18.发明效果
19.根据本发明,能够提供塑料光纤的制造装置,其适于抑制成为塑料光纤的传输损耗增加的原因的金属的混入,并且调整塑料光纤的粗细至均一。
附图说明
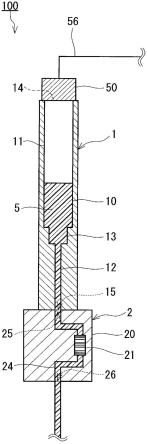
20.图1是表示塑料光纤的制造装置的一个例子的图。
21.图2是用于说明齿轮泵所具有的一对齿轮的图。
22.图3是图2所示的区域iii的放大图。
23.图4是表示齿轮泵所具有的一对齿轮的外周面的齿轮泵的截面图。
24.图5是表示塑料光纤的制造装置的另一个例子的图。
25.图6是表示测定例1~18中的剪切应力的最大值τ
tc
和τ
sc
的关系的图表。
具体实施方式
26.本发明从其另一方面出发,提供一种塑料光纤的制造方法,
27.其为使用上述制造装置来制造塑料光纤的制造方法,
28.该制造方法包括使从挤出装置挤出的树脂组合物通过齿轮泵的步骤,
29.齿轮泵具有树脂组合物通过内部的壳体和容纳于壳体且相互啮合的一对以上的齿轮,
30.在将在一对以上的齿轮中的1个齿轮的齿部与壳体之间在树脂组合物中产生的剪切应力的最大值表示为τ
tc
(kpa),将在齿轮的侧面与壳体之间在树脂组合物中产生的剪切应力的最大值表示为τ
sc
(kpa)时,满足以下的关系式(i)。
31.τ
sc
≤-τ
tc
+1200
ꢀꢀꢀ(i)32.在本发明的一个方案中,在上述的制造方法中,选自齿轮的齿部与壳体之间的距离以及齿轮的侧面与壳体之间的距离中的至少1者为5μm以上。
33.在本发明的一个方案中,在上述的制造方法中,齿轮的侧面的直径为80mm以下。
34.在本发明的一个方案中,在上述的制造方法中,齿轮的转速为100rpm以下。
35.在本发明的一个方案中,在上述的制造方法中,壳体的内部侧表面由对树脂组合物具有耐腐蚀性的材料构成。
36.在本发明的一个方案中,在上述的制造方法中,一对以上的齿轮的表面由对树脂组合物具有耐腐蚀性的材料构成。
37.在本发明的一个方案中,在上述的制造方法中,对树脂组合物具有耐腐蚀性的材料包含选自哈氏合金(hastelloy)和司太立合金(stellite)中的至少1种。
38.本发明从其另一方面出发,提供一种塑料光纤的制造方法,
39.其为使用上述制造装置来制造塑料光纤的制造方法,
40.该制造方法包括将树脂组合物从挤出装置挤出的步骤,
41.从挤出装置挤出的树脂组合物的粘度为1~7000pa
·
s。
42.本发明从其另一方面出发,提供一种塑料光纤的制造方法,
43.其为使用上述制造装置来制造塑料光纤的制造方法,
44.该制造方法包括将树脂组合物从齿轮泵送出的步骤,
45.从齿轮泵送出的树脂组合物的流量为20l/min以下。
46.本发明从其另一方面出发,提供一种塑料光纤的制造方法,
47.其为使用上述制造装置来制造塑料光纤的制造方法,
48.该制造方法包括使从挤出装置挤出的树脂组合物通过齿轮泵的步骤,
49.通过齿轮泵前后的树脂组合物中的金属浓度的增加量为100质量ppm以下。
50.本发明从其另一方面出发,提供一种塑料光纤的制造方法,
51.其为使用上述制造装置来制造塑料光纤的制造方法,
52.使用包含具有下述式(1)所示的结构单元的聚合物的树脂组合物来制造塑料光纤。
53.【化学式1】
[0054][0055]
式(1)中,r
ff1
~r
ff4
各自独立地表示氟原子、碳数1~7的全氟烷基或碳数1~7的全氟烷基醚基。r
ff1
与r
ff2
可以连结而形成环。
[0056]
本发明从其另一方面出发,提供一种塑料光纤的制造方法,
[0057]
其为使用上述制造装置来制造塑料光纤的制造方法,
[0058]
该制造方法包括将从齿轮泵送出的树脂组合物成形为纤维状的步骤。
[0059]
本发明从其另一方面出发,提供一种塑料光纤的制造装置,其具备:
[0060]
挤出装置,其具有容纳树脂组合物的容纳部,通过向容纳部导入气体而将树脂组合物从容纳部挤出;以及
[0061]
齿轮泵,其调整从挤出装置挤出的树脂组合物的流量。
[0062]
在本发明的一个方案中,在上述制造装置中,
[0063]
齿轮泵具有树脂组合物通过内部的壳体和容纳于壳体且相互啮合的一对以上的齿轮,
[0064]
将在一对以上的齿轮中的1个齿轮的齿部与壳体之间在树脂组合物中产生的剪切应力的最大值表示为τ
tc
(kpa),将在齿轮的侧面与壳体之间在树脂组合物中产生的剪切应力的最大值表示为τ
sc
(kpa)时,满足以下的关系式(i)。
[0065]
τ
sc
≤-τ
tc
+1200
ꢀꢀꢀ(i)[0066]
在本发明的一个方案中,在上述制造装置中,选自齿轮的齿部与壳体之间的距离以及齿轮的侧面与壳体之间的距离中的至少1者为5μm以上。
[0067]
在本发明的一个方案中,在上述制造装置中,齿轮的侧面的直径为80mm以下。
[0068]
在本发明的一个方案中,在上述制造装置中,齿轮的转速为100rpm以下。
[0069]
在本发明的一个方案中,在上述制造装置中,壳体的内部侧表面由对树脂组合物具有耐腐蚀性的材料构成。
[0070]
在本发明的一个方案中,在上述制造装置中,一对以上的齿轮的表面由对树脂组合物具有耐腐蚀性的材料构成。
[0071]
在本发明的一个方案中,在上述制造装置中,对树脂组合物具有耐腐蚀性的材料包含选自哈氏合金和司太立合金中的至少1种。
[0072]
在本发明的一个方案中,在上述制造装置中,从挤出装置挤出的树脂组合物的粘度为1~7000pa
·
s。
[0073]
在本发明的一个方案中,在上述制造装置中,从齿轮泵送出的树脂组合物的流量为20l/min以下。
[0074]
在本发明的一个方案中,在上述制造装置中,齿轮泵通过前后的树脂组合物中的金属浓度的增加量为100质量ppm以下。
[0075]
在本发明的一个方案中,在上述制造装置中,树脂组合物包含具有下述式(1)所示的结构单元的聚合物。
[0076]
【化学式2】
[0077][0078]
式(1)中,r
ff1
~r
ff4
各自独立地表示氟原子、碳数1~7的全氟烷基或碳数1~7的全氟烷基醚基。r
ff1
与r
ff2
可以连结而形成环。
[0079]
在本发明的一个方案中,上述制造装置将从齿轮泵送出的树脂组合物成形为纤维状。
[0080]
以下,对本发明的实施方式进行说明,但以下的说明并无意将本发明限制于特定的实施方式。
[0081]
(实施方式1)
[0082]
如图1所示,本实施方式1的塑料光纤(pof)的制造装置100具备挤出装置1和齿轮泵2。挤出装置1具有容纳树脂组合物5的容纳部10,通过向容纳部10导入气体,能够将树脂组合物5从容纳部10挤出。齿轮泵2调整从挤出装置1挤出的树脂组合物5的流量。
[0083]
挤出装置1的容纳部10是其内部空间在上方的第1开口部14和下方的第2开口部15处与外部连通的筒状的构件。容纳部10例如具有第1筒状部11、第2筒状部12和将第1筒状部11与第2筒状部12连接的筒状的缩径部13。第1筒状部11、第2筒状部12和缩径部13各自的形状例如为圆筒状。第1筒状部11的内径比缩径部13的内径大。缩径部13的内径比第2筒状部12的内径大。缩径部13也可以具有从第1筒状部11朝向第2筒状部12缩径的圆锥台的形状。在容纳部10中,第1开口部14形成于第1筒状部11的端部,第2开口部15形成于第2筒状部12的端部。容纳部10的第2开口部15与后述的齿轮泵2的入口25连接。
[0084]
挤出装置1还具备盖50。在容纳部10容纳有树脂组合物5的状态下,容纳部10的第1
开口部14被盖50封闭。在盖50连接有配管56。可以通过配管56向容纳部10输送气体。输送至容纳部10的气体优选为氮气等非活性气体。配管56例如与高压气瓶连接,可以通过操作减压阀来调整气压。
[0085]
挤出装置1可以进一步具备对容纳于容纳部10的树脂组合物5进行加热的加热器(未图示)。加热器的种类、设置位置等没有特别限定。作为一个例子,加热器可以设置于容纳部10的缩径部13附近。
[0086]
例如通过第1开口部14将棒状的树脂组合物5(预成形体)插入容纳部10的第1筒状部11。棒状的树脂组合物5例如通过加热而软化并能够流动。软化的树脂组合物5例如利用第1开口部14与第2开口部15之间的压力差被从容纳部10挤出。具体而言,通过从第1开口部14向容纳部10内导入气体并按压树脂组合物5的上表面,从而软化的树脂组合物5移动到缩径部13和第2筒状部12,被从第2开口部15挤出。从第2开口部15挤出的树脂组合物5通过齿轮泵2的入口25被送至齿轮泵2。在图1中示出了软化的树脂组合物5被从第2开口部15挤出的状态。需要说明的是,树脂组合物5的加热温度可以根据树脂组合物5的组成适当设定,例如为100℃~250℃。从挤出装置1挤出的树脂组合物5的粘度μ没有特别限定,例如为1~7000pa
·
s,优选为500~7000pa
·
s,更优选为5000pa
·
s以下,进一步优选为3000pa
·
s以下。
[0087]
齿轮泵2具有壳体20和一对以上的齿轮(例如一对齿轮21)。在图1中示出了一对齿轮21中的1个齿轮的外周面。在壳体20的内部形成有树脂组合物5通过的流路24。一对齿轮21容纳于壳体20,详细而言,配置于壳体20内的流路24。换言之,在壳体20内设置有配置一对齿轮21的空间。
[0088]
齿轮泵2还具有树脂组合物5的入口25和出口26。入口25例如形成于壳体20的上方。出口26例如形成于壳体20的下方。上述的流路24从壳体20的入口25延伸至出口26。从挤出装置1挤出的树脂组合物5通过齿轮泵2的入口25被送至流路24。该树脂组合物5通过一对齿轮21调整流量之后,通过出口26被从齿轮泵2送出。在本实施方式中,从齿轮泵2送出的树脂组合物5的流量没有特别限定,例如为20l/min以下,优选为10ml/min以下,更优选为1.0ml/min以下,进一步优选为0.5ml/min以下,特别优选为0.1ml/min以下。从齿轮泵2送出的树脂组合物5的流量的下限值没有特别限定,例如为0.001ml/min。需要说明的是,在具备螺杆的挤出装置中,通常难以将挤出的树脂组合物的流量调节为小的值。因此,即使利用齿轮泵也难以将从具备螺杆的挤出装置挤出的树脂组合物的流量调节为1.0ml/min以下。
[0089]
图2表示一对齿轮21的侧截面。一对齿轮21例如包括驱动齿轮22和从动齿轮23,这些齿轮22和23相互啮合。齿轮泵2还具有与驱动齿轮22连接的驱动轴27、与从动齿轮23连接的从动轴28、以及与驱动轴27连接的伺服电机(未图示)。通过驱动伺服电机,从而动力从驱动轴27传递至驱动齿轮22。由此,驱动齿轮22旋转,从动齿轮23也旋转。通过控制齿轮22和23的旋转来调节树脂组合物5的流量。驱动齿轮22(或从动齿轮23)的转速n没有特别限定,例如控制为100rpm以下,优选控制为30rpm以下,更优选控制为20rpm以下,进一步优选控制为15rpm以下,特别优选控制为10rpm以下,尤其优选控制为5rpm以下。转速n的下限值没有特别限定,例如为0.1rpm。
[0090]
驱动齿轮22的尺寸和形状可以与从动齿轮23相同,也可以不同。驱动齿轮22(或从动齿轮23)的侧面的直径d没有特别限定,例如为80mm以下,优选为30mm以下,更优选为25mm
以下,进一步优选为20mm以下,特别优选为15mm以下。直径d的下限值没有特别限定,例如为5mm。在本说明书中,“齿轮的侧面的直径”是指能够包围齿轮的侧面的外周缘的最小的圆的直径。
[0091]
优选驱动齿轮22(或从动齿轮23)所包含的齿部22a(或齿部23a)在驱动齿轮22(或从动齿轮23)旋转时不与壳体20接触。图3是驱动齿轮22的齿部22a的前端附近的放大图。驱动齿轮22的齿部22a(或从动齿轮23的齿部23a)与壳体20之间的距离(顶隙)tc没有特别限定,例如为5μm以上,优选为10μm以上,更优选为30μm以上,进一步优选为50μm以上,特别优选为80μm以上,尤其优选为100μm以上。在本说明书中,顶隙tc可以是齿轮的齿部与壳体之间的距离的设计值,也可以是该距离的最小值。顶隙tc越大,则具有越能够降低在齿部22a(或齿部23a)与壳体20之间在树脂组合物5中产生的剪切应力的趋势。如果树脂组合物5中产生的剪切应力降低,则能够抑制在驱动齿轮22(或从动齿轮23)的旋转时齿部22a(或齿部23a)、壳体20被磨削。换言之,顶隙tc越大,越能够抑制齿轮22、23或壳体20的材料混入到树脂组合物5中。从充分维持齿轮泵2的效率,并且充分确保调节树脂组合物5的流量的功能的观点出发,顶隙tc的上限值优选为200μm。
[0092]
图4表示驱动齿轮22的侧面22b和22c、以及从动齿轮23的侧面23b和23c与壳体20的关系。驱动齿轮22的侧面22b和22c彼此相对。从动齿轮23的侧面23b和23c也彼此相对。如图4所示,优选驱动齿轮22的侧面22b和22c(或从动齿轮23的侧面23b和23c)不与壳体20接触。
[0093]
驱动齿轮22的侧面22b(或从动齿轮23的侧面23b)与壳体20(详细而言,壳体20的与侧面22b对置的内壁)之间的距离(侧隙)sc 1没有特别限定,例如为5μm以上,优选为10μm以上,更优选为30μm以上,进一步优选为50μm以上,特别优选为80μm以上,尤其优选为100μm以上。侧隙sc1越大,则具有越能够降低在驱动齿轮22的侧面22b(或从动齿轮23的侧面23b)与壳体20之间在树脂组合物5中产生的剪切应力的趋势。如果在树脂组合物5中产生的剪切应力降低,则能够抑制在驱动齿轮22(或从动齿轮23)旋转时侧面22b(或侧面23b)、壳体20被磨削。换言之,侧隙sc1越大,越能够抑制齿轮22、23或壳体20的材料混入到树脂组合物5中。从充分维持齿轮泵2的效率,并且充分确保调节树脂组合物5的流量的功能的观点出发,侧隙sc1的上限值优选为200μm。
[0094]
驱动齿轮22的侧面22c(或从动齿轮23的侧面23c)与壳体20(详细而言,壳体20的与侧面22c对置的内壁)之间的距离(侧隙)sc2可以与侧隙sc1相同,也可以不同。侧隙sc2例如为5μm以上,优选为10μm以上,更优选为30μm以上,进一步优选为50μm以上,特别优选为80μm以上,尤其优选为100μm以上。侧隙sc2的上限值优选为200μm。在本说明书中,侧隙sc1和sc2可以为齿轮的侧面与壳体之间的距离的设计值,也可以为该距离的最小值。在本说明书中,有时将2个侧隙sc1和sc2中的最小的侧隙简称为“侧隙sc”。
[0095]
在本实施方式中,关于一对齿轮21中的1个齿轮(齿轮22或23),优选选自上述顶隙tc和侧隙sc中的至少1者为5μm以上,更优选为30μm以上,进一步优选为50μm以上。此外,关于齿轮22和23这两者,优选选自上述顶隙tc和侧隙sc中的至少1者为5μm以上,特别优选为30μm以上。据本发明人等所知,在将流体的流量调整为1.0ml/min以下的齿轮泵之中,目前为止尚未知顶隙tc和侧隙sc中的任一者为30μm以上的齿轮泵。这种齿轮泵特别适用于塑料光纤的制造装置。
[0096]
在本实施方式中,将在一对齿轮21中的1个齿轮(齿轮22或23)的齿部(齿部22a或23a)与壳体20之间在树脂组合物5中产生的剪切应力的最大值表示为τ
tc
(kpa)。详细而言,将在一对齿轮21中的顶隙tc最小的齿轮的齿部与壳体20之间在树脂组合物5中产生的剪切应力的最大值表示为τ
tc
(kpa)。此外,将在该齿轮的侧面与壳体20之间在树脂组合物5中产生的剪切应力的最大值表示为τ
sc
(kpa)。详细而言,将在该齿轮的2个侧面中的侧隙小的一侧的侧面与壳体20之间在树脂组合物5中产生的剪切应力的最大值表示为τ
sc
(kpa)。关于τ
sc
和τ
tc
,优选满足以下的关系式(i)。
[0097]
τ
sc
≤-τ
tc
+1200
ꢀꢀꢀ(i)[0098]
剪切应力的最大值τ
tc
(kpa)可以通过以下的式(i)算出。在式(i)中,μ为树脂组合物5的粘度(pa
·
s),d为齿轮的侧面的直径(mm),n为齿轮的转速(rpm),π为圆周率,tc为顶隙(μm)。
[0099]
【数学式1】
[0100][0101]
剪切应力的最大值τ
tc
例如为1000kpa以下,优选为800kpa以下,更优选为500kpa以下,进一步优选为400kpa以下,特别优选为100kpa以下。
[0102]
剪切应力的最大值τ
sc
(kpa)可以通过以下的式(ii)算出。在式(ii)中,μ、d、n和π与式(i)相同。sc为侧隙(μm)。
[0103]
【数学式2】
[0104][0105]
剪切应力的最大值τ
sc
例如为1000kpa以下,优选为800kpa以下,更优选为500kpa以下,进一步优选为400kpa以下,特别优选为100kpa以下。
[0106]
关于τ
sc
和τ
tc
,在满足上述关系式(i)的情况下,能够充分抑制在一对齿轮21被驱动时一对齿轮21或壳体20被磨削。因此,在驱动一对齿轮21时,能够充分抑制金属等杂质混入到树脂组合物5中。
[0107]
即,本发明从其另一方面出发,提供一种塑料光纤的制造装置,其具备:
[0108]
挤出装置,其挤出树脂组合物;以及
[0109]
齿轮泵,其调整从挤出装置挤出的树脂组合物的流量,
[0110]
齿轮泵具有树脂组合物通过内部的壳体和容纳于壳体且相互啮合的一对以上的齿轮,
[0111]
将在一对以上的齿轮中的1个齿轮的齿部与壳体之间在树脂组合物中产生的剪切应力的最大值表示为τ
tc
(kpa),将在该齿轮的侧面与壳体之间在树脂组合物中产生的剪切应力的最大值表示为τ
sc
(kpa)时,满足以下的关系式(i)。
[0112]
τ
sc
≤-τ
tc
+1200
ꢀꢀꢀ(i)[0113]
此外,本发明从其另一方面出发,提供一种齿轮泵,其具有流体(例如树脂组合物)通过内部的壳体和容纳于壳体且相互啮合的一对以上的齿轮,
[0114]
将在一对以上的齿轮中的1个齿轮的齿部与壳体之间在该流体中产生的剪切应力的最大值表示为τ
tc
(kpa),将在该齿轮的侧面与壳体之间在该流体中产生的剪切应力的最
大值表示为τ
sc
(kpa)时,满足以下的关系式(i)。这样的齿轮泵能够抑制杂质向流体的混入,并且能够以目标流量稳定地排出流体。
[0115]
τ
sc
≤-τ
tc
+1200
ꢀꢀꢀ(i)[0116]
关于上述的τ
sc
和τ
tc
,更优选满足以下的关系式(ii)。在满足以下的关系式(ii)的情况下,能够进一步抑制在一对齿轮21的驱动时金属等杂质混入到树脂组合物5中。
[0117]
τ
sc
≤-τ
tc
+500
ꢀꢀꢀ
(ii)
[0118]
在满足上述关系式(i)或(ii)的情况下,具有能够充分抑制通过齿轮泵2前后的树脂组合物5中的金属浓度增加的趋势。通过齿轮泵2前后的树脂组合物5中的金属浓度的增加量例如为300质量ppm以下,优选为250质量ppm以下,更优选为200质量ppm以下,进一步优选为100质量ppm以下,根据情况也可以为5质量ppb以下、3质量ppb以下、1.5质量ppb以下、1质量ppb以下。
[0119]
需要说明的是,通过降低树脂组合物5的粘度、齿轮的转速,能够将上述的τ
sc
和τ
tc
调整为小的值。但是,如果过度降低树脂组合物5的粘度,则有时难以将从齿轮泵2送出的树脂组合物5成形为纤维状。如果过度降低齿轮的转速,则从齿轮泵2送出的树脂组合物5的流量有时会变动。与此相对,关于顶隙tc和侧隙sc,适合将上述的τ
sc
和τ
tc
调整为小的值。
[0120]
如上所述,利用一对齿轮21调整了流量的树脂组合物5通过流路24从齿轮泵2的出口26送出。通过了出口26的树脂组合物5例如向铅直方向下方移动,成形为纤维状。
[0121]
通过制造装置100制作的成形体典型的是成为pof的纤芯的单层结构的纤维。纤维状的成形体的直径例如为300μm以下,优选为200μm以下,更优选为150μm以下。成形体的直径的下限值例如为10μm。成形体的直径可以通过出口26的直径、从齿轮泵2送出的树脂组合物5的流量、成形体的卷取速度等来调节。
[0122]
制造装置100除了挤出装置1和齿轮泵2以外,还可以具备控制器(未图示)。控制器例如是包括a/d转换电路、输入输出电路、运算电路、存储装置等的dsp(digital signal processor:数字信号处理器)。控制器中存储有用于使制造装置100适当运转的程序。详细而言,控制器控制齿轮泵2的伺服电机的驱动。控制器可以对挤出装置1所具备的加热器进行控制。
[0123]
在制造装置100中,优选至少与树脂组合物5接触的部分由对树脂组合物5具有耐腐蚀性的材料构成。在本说明书中,“耐腐蚀性”是指与树脂组合物5接触时几乎不腐蚀,例如是指材料在与树脂组合物5接触的状态下,在300℃下加热100小时的情况下,接触部每1cm2的该材料向树脂组合物5的溶出量为1μg/g以下。通过与树脂组合物5接触的部分由具有耐腐蚀性的材料构成,能够进一步抑制金属等杂质混入到树脂组合物5中。对树脂组合物5具有耐腐蚀性的材料例如包含选自哈氏合金和司太立合金中的至少1种。需要说明的是,哈氏合金是包含镍作为主要成分、且还包含钼、铬等的合金。司太立合金是包含钴作为主要成分、且还包含铬、钨等的合金。“主要成分”是指所提及的合金中以质量比计含量最多的成分。
[0124]
在制造装置100中,作为与树脂组合物5接触的部分,例如可举出挤出装置1的容纳部10的内部侧表面、齿轮泵2的壳体20的内部侧表面、以及一对齿轮21的表面。特别是,在本实施方式中,齿轮泵2的壳体20的内部侧表面和一对齿轮21的表面优选由对树脂组合物5具有耐腐蚀性的材料构成。这些表面例如通过由对树脂组合物5具有耐腐蚀性的材料构成的
涂层或薄层来实现。
[0125]
挤出装置1的容纳部10、齿轮泵2的壳体20和一对齿轮21各自的整体可以由对树脂组合物5具有耐腐蚀性的材料构成。容纳部10中的哈氏合金或司太立合金的含有率例如为50质量%以上,优选为80质量%以上,更优选为90质量%以上。容纳部10可以实质上由哈氏合金或司太立合金构成。
[0126]
同样地,壳体20中的哈氏合金或司太立合金的含有率例如为50质量%以上,优选为80质量%以上,更优选为90质量%以上。壳体20可以实质上由哈氏合金或司太立合金构成。一对齿轮21中的哈氏合金或司太立合金的含有率例如为50质量%以上,优选为80质量%以上,更优选为90质量%以上。一对齿轮21可以实质上由哈氏合金或司太立合金构成。
[0127]
在本实施方式中,树脂组合物5优选为适于pof的纤芯的组成。树脂组合物5例如包含含氟聚合物(聚合物(p))。从抑制基于c-h键的伸缩能量的光吸收的观点出发,聚合物(p)优选实质上不含氢原子,特别优选与碳原子键合的全部氢原子被氟原子取代。在本说明书中,聚合物(p)实质上不含氢原子是指聚合物(p)中的氢原子的含有率为1摩尔%以下。
[0128]
聚合物(p)优选具有含氟脂肪族环结构。含氟脂肪族环结构可以包含在聚合物(p)的主链中,也可以包含在聚合物(p)的侧链中。聚合物(p)例如具有下述式(1)所示的结构单元(a)。
[0129]
【化学式3】
[0130][0131]
式(1)中,r
ff1
~r
ff4
各自独立地表示氟原子、碳数1~7的全氟烷基或碳数1~7的全氟烷基醚基。r
ff1
与r
ff2
可以连结而形成环。“全氟”是指与碳原子键合的全部氢原子被氟原子取代。式(1)中,全氟烷基的碳数优选为1~5,更优选为1~3,进一步优选为1。全氟烷基可以为直链状,也可以为支链状。作为全氟烷基,可举出三氟甲基、五氟乙基、七氟丙基等。
[0132]
式(1)中,全氟烷基醚基的碳数优选为1~5,更优选为1~3。全氟烷基醚基可以为直链状,也可以为支链状。作为全氟烷基醚基,可举出全氟甲氧基甲基等。
[0133]rff1
与r
ff2
连结而形成环时,该环可以为五元环,也可以为六元环。作为该环,可举出全氟四氢呋喃环、全氟环戊烷环、全氟环己烷环等。
[0134]
作为结构单元(a)的具体例,例如可举出下述式(a1)~(a8)所示的结构单元。
[0135]
【化学式4】
[0136][0137]
结构单元(a)优选为上述式(a1)~(a8)所示的结构单元中的结构单元(a2)、即下述式(2)所示的结构单元。
[0138]
【化学式5】
[0139][0140]
聚合物(p)可以包含1种或2种以上的结构单元(a)。聚合物(p)中,结构单元(a)的含量相对于全部结构单元的合计优选为20摩尔%以上,更优选为40摩尔%以上。通过包含20摩尔%以上的结构单元(a),从而聚合物(p)有具有更高耐热性的趋势。在包含40摩尔%以上的结构单元(a)的情况下,聚合物(p)有除了具有高耐热性以外还具有更高的透明性和高机械强度的趋势。聚合物(p)中,结构单元(a)的含量相对于全部结构单元的合计优选为95摩尔%以下,更优选为70摩尔%以下。
[0141]
结构单元(a)例如来自于下述式(3)所示的化合物。式(3)中,r
ff1
~r
ff4
与式(1)相同。需要说明的是,式(3)所示的化合物例如可以是通过以日本特表2007-504125号公报中公开的制造方法为代表的已知的制造方法而得到的。
[0142]
【化学式6】
[0143][0144]
作为上述式(3)所示的化合物的具体例,例如可举出下述式(m1)~(m8)所示的化合物。
[0145]
【化学式7】
[0146][0147]
聚合物(p)除了包含结构单元(a)以外,还可以包含其他结构单元。作为其他结构单元,可举出以下的结构单元(b)~(d)。
[0148]
结构单元(b)由下述式(4)表示。
[0149]
【化学式8】
[0150][0151]
式(4)中,r1~r3各自独立地表示氟原子或碳数1~7的全氟烷基。r4表示碳数1~7的全氟烷基。全氟烷基可以具有环结构。氟原子的一部分可以被氟原子以外的卤素原子取代。全氟烷基中的氟原子的一部分可以被氟原子以外的卤素原子取代。
[0152]
聚合物(p)可以包含1种或2种以上的结构单元(b)。聚合物(p)中,结构单元(b)的含量相对于全部结构单元的合计优选为5~10摩尔%。结构单元(b)的含量可以为9摩尔%以下,也可以为8摩尔%以下。
[0153]
结构单元(b)例如来自于下述式(5)所示的化合物。式(5)中,r1~r4与式(4)相同。式(5)所示的化合物为全氟乙烯基醚等含氟乙烯基醚。
[0154]
【化学式9】
[0155][0156]
结构单元(c)由下述式(6)表示。
[0157]
【化学式10】
[0158][0159]
式(6)中,r5~r8各自独立地表示氟原子或碳数1~7的全氟烷基。全氟烷基可以具有环结构。氟原子的一部分可以被氟原子以外的卤素原子取代。全氟烷基中的氟原子的一部分可以被氟原子以外的卤素原子取代。
[0160]
聚合物(p)可以包含1种或2种以上的结构单元(c)。聚合物(p)中,结构单元(c)的含量相对于全部结构单元的合计优选为5~10摩尔%。结构单元(c)的含量可以为9摩尔%以下,也可以为8摩尔%以下。
[0161]
结构单元(c)例如来自于下述式(7)所示的化合物。式(7)中,r5~r8与式(6)相同。式(7)所示的化合物为四氟乙烯和三氟氯乙烯等含氟烯烃。
[0162]
【化学式11】
[0163][0164]
结构单元(d)由下述式(8)表示。
[0165]
【化学式12】
[0166][0167]
式(8)中,z表示氧原子、单键或-oc(r
19r20
)o-,r9~r
20
各自独立地表示氟原子、碳
[0181]
cf2=cfocf(cf3)cf=cf2[0182]
cf2=cfocf2cf2cf=cf2[0183]
cf2=cfocf2cf(cf3)cf=cf2[0184]
cf2=cfocf(cf3)cf2cf=cf2[0185]
cf2=cfocfclcf2cf=cf2[0186]
cf2=cfoccl2cf2cf=cf2[0187]
cf2=cfocf2ocf=cf2[0188]
cf2=cfoc(cf3)2ocf=cf2[0189]
cf2=cfocf2cf(ocf3)cf=cf2[0190]
cf2=cfcf2cf=cf2[0191]
cf2=cfcf2cf2cf=cf2[0192]
cf2=cfcf2ocf2cf=cf2[0193]
cf2=cfocf2cfclcf=cf2[0194]
cf2=cfocf2cf2ccl=cf2[0195]
cf2=cfocf2cf2cf=cfcl
[0196]
cf2=cfocf2cf(cf3)ccl=cf2[0197]
cf2=cfocf2ocf=cf2[0198]
cf2=cfoccl2ocf=cf2[0199]
cf2=cclocf2occl=cf2[0200]
聚合物(p)可以进一步包含结构单元(a)~(d)以外的其他结构单元,优选实质上不含结构单元(a)~(d)以外的其他结构单元。需要说明的是,聚合物(p)实质上不含结构单元(a)~(d)以外的其他结构单元是指相对于聚合物(p)中的全部结构单元的合计,结构单元(a)~(d)的合计为95摩尔%以上,优选为98摩尔%以上。
[0201]
聚合物(p)的聚合方法没有特别限定,例如可以利用自由基聚合等通常的聚合方法。用于使聚合物(p)聚合的聚合引发剂可以是全氟化的化合物。
[0202]
聚合物(p)的玻璃化转变温度(tg)没有特别限定,例如为100℃~140℃,可以为105℃以上,也可以为120℃以上。在本说明书中,tg是指依据jis k7121:1987的规定求出的中间点玻璃化转变温度(t
mg
)。
[0203]
树脂组合物5可以包含聚合物(p)作为主要成分,优选实质上仅由聚合物(p)构成。树脂组合物5可以进一步包含折射率调节剂等添加剂。树脂组合物5例如在常温(25℃)下为固体。
[0204]
在本实施方式中,在挤出装置1中,树脂组合物5被气体挤出。因此,从挤出装置1挤出的树脂组合物5中不易混入金属等杂质。通过制造装置100前后的树脂组合物5中的金属浓度的增加量例如为200质量ppm以下,优选为100质量ppm以下,根据情况可以为100质量ppb以下、50质量ppb以下、10质量ppb以下、5质量ppb以下。这样,在本实施方式的制造装置100中,能够抑制成为塑料光纤的传输损耗增加的原因的金属的混入。
[0205]
在本实施方式中,利用齿轮泵2调节树脂组合物5的流量。因此,即使在从挤出装置1挤出的树脂组合物5的流量发生变动的情况下,也能够通过齿轮泵2使树脂组合物5的流量几乎恒定。由于能够抑制树脂组合物5的流量的变动,所以制造装置100适于调整纤维状的
成形体的粗细至均一。通过制造装置100制作的纤维状的成形体的外径(直径)的变动例如为5%以下,优选为3%以下,更优选为1%以下。在本说明书中,成形体的外径的变动是指外径的标准偏差的3倍值(3σ)相对于外径的平均值(ave.)的比率(3σ/ave.)。成形体的外径可以使用市售的位移计进行测定。
[0206]
(实施方式2)
[0207]
实施方式1的制造装置100可以进一步具备用于将纤维状的成形体的侧面利用与构成该成形体的树脂组合物5不同的其他树脂组合物被覆的装置。如图5所示,本实施方式2的制造装置110除了在上文的实施方式1中描述的挤出装置1(1a)和齿轮泵2(2a)以外,还具备多个挤出装置1b和3以及多个齿轮泵2b和2c。制造装置110还具备第1室40和第2室41。第1室40和第2室41在铅直方向下方依次排列。从齿轮泵2a送出并成形为纤维状的成形体(树脂组合物5)依次分别供给至第1室40和第2室41。
[0208]
挤出装置1b例如具备容纳具有适于pof的包层的组成的树脂组合物6的容纳部10b。作为挤出装置1b,可以使用在上文中对于实施方式1的挤出装置1所描述的挤出装置。在挤出装置1b中,通过向容纳部10b导入气体,能够从容纳部10b挤出树脂组合物6。
[0209]
从挤出装置1b挤出的树脂组合物6被送至齿轮泵2b。作为齿轮泵2b,可以使用在上文中对于实施方式1的齿轮泵2所描述的齿轮泵。齿轮泵2b调整从挤出装置1b挤出的树脂组合物6的流量。
[0210]
从齿轮泵2b送出的树脂组合物6被供给至第1室40。在第1室40内,通过用树脂组合物6被覆纤维状的成形体,能够形成覆盖成形体的外周的包层。被包层被覆的成形体从第1室40向第2室41移动。
[0211]
挤出装置3例如具备容纳具有适于pof的被覆层(上包层)的组成的树脂组合物7的容纳部30、配置于容纳部30内的螺杆31、以及与容纳部30连接的料斗32。在挤出装置3中,颗粒状的树脂组合物7通过料斗32供给至容纳部30。供给至容纳部30的颗粒状的树脂组合物7例如通过一边加热一边利用螺杆31混炼而软化,并能够流动。软化的树脂组合物7通过螺杆31被从容纳部30挤出。
[0212]
从挤出装置3挤出的树脂组合物7被送至齿轮泵2c。作为齿轮泵2c,可以使用在上文中对于实施方式1的齿轮泵2所描述的齿轮泵。齿轮泵2c调整从挤出装置3挤出的树脂组合物7的流量。
[0213]
从齿轮泵2c送出的树脂组合物7被供给至第2室41。在第2室41内,通过用树脂组合物7被覆包层,能够形成覆盖包层的外周的被覆层。需要说明的是,树脂组合物7由具备螺杆31的挤出装置3挤出。因此,由树脂组合物7形成的被覆层有时包含来自于挤出装置3的金属。然而,在pof中,来自于纤芯的光几乎不到达被覆层。因此,即使被覆层包含金属,pof的传输损耗也几乎不增加。
[0214]
形成pof的包层的树脂组合物6的折射率优选低于形成纤芯的树脂组合物5的折射率。作为树脂组合物6中所含的树脂材料,例如可举出含氟树脂、甲基丙烯酸甲酯等丙烯酸系树脂、苯乙烯系树脂、碳酸酯系树脂等。作为形成pof的被覆层的树脂组合物7中所含的树脂材料,例如可举出聚碳酸酯、各种工程塑料、环烯烃聚合物、ptfe、改性ptfe、pfa等。
[0215]
需要说明的是,在制造装置110中,制作了具备纤芯、包层和被覆层的三层结构的成形体。然而,由制造装置110制作的成形体的结构并不限定于三层结构。成形体的结构也
可以是由纤芯和包层构成的双层结构。
[0216]
实施例
[0217]
以下,通过实施例和比较例进一步详细地说明本发明,但本发明并不限定于此。
[0218]
(测定例1)
[0219]
首先,准备具有壳体和一对齿轮的齿轮泵。一对齿轮的尺寸和形状彼此相同。关于一对齿轮,齿轮的齿部与壳体之间的距离的最小值(顶隙)tc为100μm。齿轮的侧面与壳体之间的距离的最小值(侧隙)sc为110μm。齿轮的侧面的直径为12mm。壳体和一对齿轮整体由司太立合金构成。构成齿轮泵的司太立合金包含钴作为主要成分,且不含铁。
[0220]
使硅油在该齿轮泵内流动,测定通过齿轮泵前后的硅油中的钴的浓度的增加量。此时,将齿轮泵中的齿轮的转速调节为10rpm。硅油的粘度为1000pa
·
s。将在齿轮的齿部与壳体之间在硅油中产生的剪切应力的最大值τ
tc
(kpa)、在该齿轮的侧面与壳体之间在硅油中产生的剪切应力的最大值τ
sc
(kpa)、以及通过齿轮泵前后的硅油中的钴的浓度的增加量示于表1。
[0221]
(测定例2~18)
[0222]
除了将齿轮泵中的顶隙tc、侧隙sc、齿轮的侧面的直径d、齿轮的转速n和硅油的粘度μ变更为表1所示的值以外,利用与测定例1相同的方法,测定通过齿轮泵前后的硅油中的钴的浓度的增加量。
[0223]
【表1】
[0224][0225]
图6是表示测定例1~18中的剪切应力的最大值τ
tc
和τ
sc
的关系的图表。根据表1和图6可知,在满足关系式(i)(τ
sc
≤-τ
tc
+1200)的测定例1~13的齿轮泵中,与测定例14~18
的齿轮泵相比,通过齿轮泵前后的硅油中的钴的浓度的增加量得到抑制。特别是,在满足关系式(ii)(τ
sc
≤-τ
tc
+500)的测定例1~7的齿轮泵中,硅油中的钴的浓度的增加量被进一步抑制。需要说明的是,在图6中,
○
是指钴的浓度的增加量为1ppb以下的测定例。
△
是指钴的浓度的增加量超过1ppb且为5ppb以下的测定例。
×
是指钴的浓度的增加量超过5ppb的测定例。
[0226]
(实施例1)
[0227]
准备具备能够使用气体挤出树脂组合物的挤出装置和测定例1中使用的齿轮泵的制造装置(参照图1)。使用该挤出装置,利用气体挤出树脂组合物,此外,利用齿轮泵调整挤出的树脂组合物的流量。树脂组合物由聚碳酸酯构成。在从挤出装置挤出之前,将树脂组合物加热至240℃。经加热的树脂组合物的粘度为2000pa
·
s。从齿轮泵送出的树脂组合物的流量为5.9ml/min。挤出装置由铁构成。
[0228]
接下来,对于从齿轮泵送出的树脂组合物,一边冷却一边进行卷取操作,成形为纤维状。树脂组合物的卷取速度为30m/min。成形体的外径调整为0.5mm。
[0229]
对于纤维状的成形体,在到达卷取用线轴之前,使用位移计(keyence公司制的ls-9006m)测定其外径。外径的测定时间为0.1秒,测定部位为50000处。基于所得到的结果,算出外径的变动(3σ/ave.)。此外,测定通过制造装置前后的树脂组合物中的金属浓度的增加量。将结果示于表2。
[0230]
(比较例1)
[0231]
除了制造装置不具备齿轮泵、以及将从挤出装置挤出的树脂组合物成形为纤维状以外,利用与实施例1相同的方法得到纤维状的成形体。此外,利用与实施例1相同的方法确定成形体的外径的变动(3σ/ave.)和通过制造装置前后的树脂组合物中的金属浓度的增加量。
[0232]
(比较例2)
[0233]
作为挤出装置,除了使用具备螺杆的单螺杆挤出机以外,利用与实施例1相同的方法,得到纤维状的成形体。单螺杆挤出机由铬钼钢(scm435)制成。scm435包含铁作为主要成分,并且不含钴。此外,利用与实施例1相同的方法确定成形体的外径的变动(3σ/ave.)和通过制造装置前后的树脂组合物中的金属浓度的增加量。
[0234]
【表2】
[0235][0236]
由表2可知,根据具备能够使用气体挤出树脂组合物的挤出装置和齿轮泵的实施例1的制造装置,对于树脂组合物,能够抑制金属的混入,并且成形为粗细均一的纤维状。
[0237]
产业上的可利用性
[0238]
本实施方式的制造装置适于pof的制造。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1