高压罐的制造方法以及高压罐与流程
1.本发明涉及具备容纳气体的内衬、和覆盖内衬的外表面的由纤维强化树脂构成的加强层的高压罐及其制造方法。
背景技术:
2.以往,作为用于氢等的储藏、供给的高压罐,公知有具备罐主体、和安装于该罐主体的长度方向的开口端部的接头的罐。罐主体例如包括用于气密保持氢气的内衬、和用含浸了树脂的纤维束缠绕内衬的外表面来进行加强的加强层。
3.例如在日本特开2018
‑
179201中公开有这样的高压罐,其具备内衬、覆盖内衬的外表面的加强层、以及设置于加强层的端部的接头的高压罐。日本特开2018
‑
179201的高压罐具备内衬、覆盖内衬的外表面的由纤维强化树脂构成的加强层、以及设置于加强层的端部的接头。接头具有圆筒状的突出部,该圆筒状的突出部具有用于填充以及排出氢气等气体的气体流路。
4.然而,从对高压罐的搬运、提高搭载有高压罐的车辆的油耗等的观点出发,在欲谋求高压罐的轻型化的情况下,也设想使相当于接头的部分形成为纤维强化树脂,由此来实现轻型化。
5.在该情况下,例如可以考虑通过长丝缠绕法等将含浸了树脂的纤维束卷绕于设置有具有气体流路的圆筒状的突出部的内衬等的外表面,由此形成具有相当于接头的部分的加强层。然而,由于高压罐的内部变为非常高的压力,从而对安装于突出部的前端的阀施加朝向轴向外侧的较大的力,因此也对突出部本身施加朝向轴向外侧的较大的力。此时,由于在突出部将纤维束卷绕为螺旋状,因此难以确保突出部的轴向的拉伸强度。因此,可以认为突出部会受到损伤。
技术实现要素:
6.本发明提供一种能够实现高压罐的轻型化,并且能够抑制对具有气体流路的突出部造成损伤的高压罐及其制造方法。
7.本发明的第一形态所涉及的高压罐的制造方法是如下高压罐的制造方法,上述高压罐具备容纳气体的内衬、和覆盖上述内衬的外表面的由纤维强化树脂构成的加强层,上述加强层是将筒部件、与设置于上述筒部件的两端的两个圆顶部件形成为一体的层,一个上述圆顶部件包括圆顶主体部、和从上述圆顶主体部突出并且具有用于填充和排出气体的气体流路的圆筒状的突出部,上述高压罐的制造方法包括形成至少上述一个圆顶部件的工序,其中,上述形成至少上述一个圆顶部件的工序包括:配置含浸有第1树脂的第1纤维束以形成上述突出部的一部分和上述圆顶主体部的一部分的工序;以及以覆盖上述第1纤维束的方式配置含浸有第2树脂的第2纤维束的工序,其中,一边以在上述突出部使上述第1纤维束的纤维方向沿着上述突出部的轴向、并且从上述突出部到上述圆顶主体部连续的方式配置上述第1纤维束,一边将含浸于上述第1纤维束的第1树脂固化,并且,以使上述第2纤维束
的纤维方向相对于上述第1纤维束的纤维方向交叉的方式配置上述第2纤维束。
8.根据本发明的高压罐的制造方法,以在上述突出部使纤维方向沿着上述突出部的轴向的方式配置第1纤维束。由此,能够确保突出部的轴向的拉伸强度。另外,以从上述突出部到上述圆顶主体部连续的方式配置上述第1纤维束并且以覆盖上述第1纤维束的方式配置上述第2纤维束。由此,第2纤维束能够约束第1纤维束的移动,从而能够防止突出部从圆顶主体部脱落。另外,以第2纤维束的纤维方向相对于第1纤维束的纤维方向交叉的方式设置第2纤维束,因此不仅能够确保轴向的拉伸强度,还能够确保径向等其他方向的拉伸强度。因此,即使是在高压罐的内部变为高压并且对突出部施加有朝向轴向外侧的较大的力的情况下,也能够抑制突出部损伤。因此,无需设置接头,由此能够使高压罐轻型化。
9.也可以构成为:在上述第一形态的高压罐的制造方法的基础上,上述第1树脂由热塑性树脂构成,上述第2树脂由热固性树脂构成,一边在上述第1树脂软化的状态下配置上述第1纤维束,一边将含浸于上述第1纤维束的第1树脂固化,在上述第2树脂未硬化的状态下配置上述第2纤维束后,对上述第2树脂进行加热来使其硬化。这样,通过使含浸于第1纤维束的第1树脂为热塑性树脂,从而在第1树脂软化的状态下将第1纤维束例如配置于芯件或内衬的表面,由此第1纤维束的热被芯件或内衬夺去,从而含浸至第1纤维束的树脂被固化。由此,在第1树脂固化的状态的第1纤维束上配置第2纤维束。因此,在配置第2纤维束时第1纤维束不会挠曲或发生位置偏移,因此能够抑制突出部的轴向的拉伸强度降低的情况。另外,通过使含浸于第2纤维束的第2树脂为热固性树脂,能够容易提高将第2树脂硬化后的突出部的机械强度。
10.也可以构成为:在上述第一形态的高压罐的制造方法的基础上,在形成上述两个圆顶部件时,由上述第1纤维束形成上述圆顶部件中与上述气体接触的面。由于热塑性树脂具有阻气性,因此通过由含浸了热塑性树脂的第1纤维束形成圆顶部件中的与气体接触的面,从而无需沿着圆顶部件的内面设置内衬(的圆顶状的两端部)。由此,能够使高压罐进一步轻型化。
11.本发明的第二形态所涉及的高压罐具备:内衬,其构成为容纳气体;以及加强层,其构成为覆盖上述内衬的外表面,由纤维强化树脂构成,上述加强层是将筒部件、与设置于上述筒部件的两端的两个圆顶部件形成为一体的层,一个上述圆顶部件包括圆顶主体部、和从上述圆顶主体部突出并且具有用于填充和排出气体的气体流路的突出部,其中,上述圆顶主体部和上述突出部由含浸有第1树脂的第1纤维束、和含浸有第2树脂的第2纤维束形成,其中,上述第1纤维束构成上述突出部的一部分和上述圆顶主体部的一部分,上述第1纤维束以在上述突出部使上述第1纤维束的纤维方向沿着上述突出部的轴向、并且从上述突出部到上述圆顶主体部连续的方式配置,并且,上述第2纤维束以覆盖上述第1纤维束、并且使上述第2纤维束的纤维方向相对于上述第1纤维束的纤维方向交叉的方式配置。
12.根据本发明的第二形态所涉及的高压罐,第1纤维束以在上述突出部使纤维方向沿着上述突出部的轴向的方式配置。由此,能够确保突出部的轴向的拉伸强度。另外,第1纤维束以从上述突出部到上述圆顶主体部连续的方式配置,第2纤维束以覆盖第1纤维束的方式配置。由此,第2纤维束约束第1纤维束的移动,从而能够防止突出部从圆顶主体部脱落。另外,以第2纤维束的纤维方向相对于第1纤维束的纤维方向交叉的方式设置第2纤维束,因此不仅能够确保轴向的拉伸强度,还能够确保径向等其他方向的拉伸强度。因此,即使是在
高压罐的内部变为高压并对突出部施加有朝向轴向外侧的较大的力的情况下,也能够抑制突出部损伤。因此,无需设置接头,由此能够使高压罐轻型化。
13.也可以构成为:在上述第二形态的高压罐的基础上,上述第1树脂由热塑性树脂构成,上述第2树脂由热固性树脂构成,上述圆顶部件中与上述气体接触的面由上述第1纤维束形成。由于热塑性树脂具有阻气性,因此通过由含浸了热塑性树脂的第1纤维束形成圆顶部件中的与气体接触的面,从而无需沿着圆顶部件的内面设置内衬(的圆顶部)。由此,能够使高压罐进一步轻型化。另外,通过使含浸于第2纤维束的第2树脂为热固性树脂,能够容易提高突出部的机械强度。
14.也可以构成为:在上述第一形态的高压罐的制造方法的基础上,在配置于上述突出部的内侧的嵌入件的外周配置上述第1纤维束,上述嵌入件在内周面具有内螺纹。由此,能够在圆顶部件的突出部的内侧配置嵌入件,并能够使在外周面具有外螺纹的阀与嵌入件的内周面的内螺纹螺合,从而将阀安装于突出部。通过这样的结构,即使高压罐的内压作用于阀从而使朝向高压罐的轴向外侧的拉伸力作用于突出部,也能够避免针对特定的部分的应力集中,从而能够防止内衬的损伤。此外,也可以构成为:第1纤维束配置于在嵌入件的外周配置的第2纤维束的外周,并进一步在其外周配置第2纤维束,由此将第1纤维束配置于第2纤维束之间的中间层。在该情况下,能够使第1纤维束的两面与第2纤维束粘合。
15.也可以构成为:在上述第二形态的高压罐的基础上,在上述突出部的内侧配置有筒状的嵌入件,上述嵌入件在内周面具有内螺纹。由此,能够使在外周面具有外螺纹的阀与嵌入件的内周面的内螺纹螺合,从而将阀安装于突出部。通过这样的结构,即使高压罐的内压作用于阀从而使朝向高压罐的轴向的外侧的拉伸力作用于突出部,也能够避免针对特定的部分的应力集中,从而能够防止内衬的损伤。
16.根据本发明,能够提供实现高压罐的轻型化,并且能够抑制对具有气体流路的突出部造成损伤的高压罐及其制造方法。
附图说明
17.以下参考附图,对本发明的示例性实施例的特征、优点、以及技术和工业意义进行描述,在附图中,相同的附图标记表示相同的元件,其中,
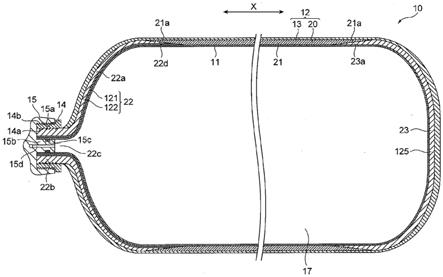
18.图1是表示本发明的第1实施方式所涉及的高压罐的构造的剖视图。
19.图2是表示本发明的第1实施方式所涉及的高压罐的制造方法的流程图。
20.图3是表示本发明的第1实施方式所涉及的高压罐的制造方法的圆顶部件形成工序的流程图。
21.图4是用于对本发明的第1实施方式所涉及的高压罐的制造方法的圆顶部件形成工序进行说明的立体图。
22.图5是用于对本发明的第1实施方式所涉及的高压罐的制造方法的圆顶部件形成工序进行说明的剖视图。
23.图6是用于对本发明的第1实施方式所涉及的高压罐的制造方法的圆顶部件形成工序的变形例进行说明的立体图。
24.图7是用于对本发明的第1实施方式所涉及的高压罐的制造方法的圆顶部件形成工序的变形例进行说明的立体图。
25.图8是用于对本发明的第1实施方式所涉及的高压罐的制造方法的筒部件形成工序进行说明的立体图。
26.图9是用于对本发明的第1实施方式所涉及的高压罐的制造方法的接合工序进行说明的立体图。
27.图10是用于对本发明的第1实施方式所涉及的高压罐的制造方法的接合工序进行说明的剖视图。
28.图11是用于对突出部中的纤维方向与轴向的拉伸强度的关系进行说明的图。
29.图12是表示本发明的第2实施方式所涉及的高压罐的构造的剖视图。
30.图13是用于对本发明的第2实施方式所涉及的高压罐的制造方法的圆顶部件形成工序进行说明的立体图。
31.图14是用于对本发明的变形例的高压罐的制造方法的圆顶部件形成工序进行说明的立体图。
32.图15是表示本发明的第3实施方式所涉及的高压罐的构造的剖视图。
33.图16是用于对本发明的第3实施方式所涉及的高压罐的制造方法的圆顶部件形成工序进行说明的立体图。
34.图17是表示以往的高压罐的构造的一个例子的剖视图。
35.图18是表示以往的高压罐的应力分布的一个例子的顶视图。
具体实施方式
36.第1实施方式
37.以下,参照附图对本发明的第1实施方式所涉及的高压罐10的制造方法进行说明,但在其之前对高压罐10的结构简单地进行说明。以下,将高压罐10作为搭载于燃料电池车辆的填充有高压的氢气的罐进行说明,但也能够用于其他的用途。另外,作为能够填充于高压罐10的气体,并不限定于高压的氢气。
38.如图1所示,高压罐10是两端呈圆顶状的大致圆筒形状的高压气体储藏容器。高压罐10具备:内衬11,其具有阻气性;以及纤维强化树脂层12,其覆盖内衬11的外表面,由纤维强化树脂构成。纤维强化树脂层12具有作为覆盖内衬11的外表面的加强层的加强体20、和覆盖加强体20的外表面的外侧加强层13。在高压罐10的一端形成有开口部。此外,在本实施方式的高压罐10没有设置接头。并且,在高压罐10的另一端没有形成开口部。
39.内衬11沿着加强体20的内面形成。内衬11是形成填充有高压的氢气的容纳空间17的树脂制部件。优选构成内衬11的树脂是将所填充的气体(这里为氢气)保持于容纳空间17内的性能、即阻气性良好的树脂。作为这样的树脂,例如能够举出聚酰胺、聚乙烯、以及乙烯-乙烯醇共聚树脂(evoh)、聚酯等热塑性树脂、环氧树脂等热固性树脂。在由内衬11划定的容纳空间17中,作为燃料气体,除了氢气之外,例如也可以填充cng(压缩天然气体)等各种压缩气体、lng(液化天然气体)、lpg(液化石油气体)等各种液化气体、以及其他的气体。
40.加强体20覆盖内衬11的外表面并且具有通过对内衬11进行加强来使高压罐10的刚性、耐压性等机械强度提高的功能。如后述那样,加强体20是具有圆筒状的筒部件21、和与筒部件21的两端连接的两个圆顶部件22和23并将这些形成为一体的层。在本实施方式中,圆顶部件22由第1树脂层121、和形成为覆盖第1树脂层121的第2树脂层122构成,圆顶部
件23由第3树脂层125构成。
41.这里,在本实施方式中,圆顶部件22包括圆顶主体部22a、和从圆顶主体部22a突出的圆筒状的突出部22b。突出部22b具有用于填充和排出氢气等气体的气体流路22c。在突出部22b的外周面,固定有金属制的阀固定件14,在阀固定件14的外周面安装有用于对容纳空间17填充和排出氢气的金属制的阀15。在阀固定件14的内面形成有防脱用的突起14a,在阀固定件14的外表面形成有供阀15进行安装的螺纹牙14b。而且,阀固定件14通过凿紧而固定于突出部22b的外周面。在阀15的内表面形成有与阀固定件14的螺纹牙14b卡合的螺纹牙15a,阀15经由阀固定件14而固定于突出部22b的端部。另外,在阀15形成有插入于突出部22b内的插入部15b。在插入部15b设置有对容纳空间17进行密封的密封部件15c,并且形成有使氢气通过的通路15d。
42.第1树脂层121由纤维束f1(第1纤维束)形成,纤维束f1含浸有由热塑性树脂构成的第1树脂。第1树脂层121形成圆顶主体部22a的一部分和突出部22b的一部分,并且以纤维从突出部22b到圆顶主体部22a连续的方式配置。这里,第1树脂层121配置为纤维从突出部22b到圆顶主体部22a的周边部连续。另外,第1树脂层121形成为在突出部22b使纤维方向沿着突出部22b的轴向x(这里为与轴向x平行)。此外,对第1树脂层121的突出部22b中的详细的纤维方向进行后述。
43.第2树脂层122由纤维束f2(第2纤维束)形成,纤维束f2含浸有由热固性树脂构成的第2树脂。第2树脂层122形成为覆盖第1树脂层121。另外,第2树脂层122形成为第2树脂层122的纤维方向相对于第1树脂层121的纤维方向交叉。
44.外侧加强层13形成为覆盖加强体20的外表面。外侧加强层13覆盖圆顶部件22和23的整体。外侧加强层13由树脂和纤维(连续纤维)构成。在外侧加强层13,纤维以相对于筒部件21的轴向x平行或者倾斜45度以下的方式进行配向,并且以经由筒部件21而遍及两个圆顶部件22和23的方式进行配向。该纤维防止圆顶部件22和23朝向轴向x的外侧移动,从而防止圆顶部件22和23因气压而从筒部件21向轴向x的外侧脱落的情况。
45.接下来,对本发明的第1实施方式所涉及的高压罐10的制造方法进行说明。图2是表示高压罐10的制造方法的流程图。如图2所示,高压罐10的制造方法构成为包括内衬准备工序s1、圆顶部件形成工序s2、筒部件形成工序s3、接合工序s4以及外侧加强层形成工序s5。此外,在图2中,记载了依次进行内衬准备工序s1、圆顶部件形成工序s2以及筒部件形成工序s3的情况,但内衬准备工序s1、圆顶部件形成工序s2以及筒部件形成工序s3是相互独立的工序,因此可以并行,也可以先进行任意一个工序。
46.如图1所示,在内衬准备工序s1中,准备内衬11,上述内衬11具有圆筒状的筒部并在筒部的两端具有圆顶部,并且在一个圆顶部形成有具有将内部与外部连接而成的气体流路的圆筒状的突出部。此外,并不特别地限定内衬11的制造方法,其能够使用公知的技术来制造。
47.如图3所示,圆顶部件形成工序s2构成为包括第1树脂层形成工序s21、第2树脂层形成工序s22以及取下工序s23。第1树脂层形成工序s21、第2树脂层形成工序s22以及取下工序s23是用于形成圆顶部件22的工序,但也能够同时形成圆顶部件23。另外,也能够在与形成圆顶部件22的工序分开的工序中形成圆顶部件23。这里,在对在分开的工序中分别形成圆顶部件22和圆顶部件23的方法进行了说明之后,对同时形成圆顶部件22和圆顶部件23
的方法进行说明。
48.如图4所示,在第1树脂层形成工序s21中,在芯件200的外表面形成第1树脂层121。具体而言,芯件200具有圆顶状的主体部201、和从主体部201向外侧延伸的轴部202。而且,例如,如图5所示,使用胶带铺放法,通过加压辊210,在芯件200的外表面一边对含浸了热塑性树脂的纤维束f1进行加压一边进行粘贴。此时,使用未图示的激光装置将含浸于纤维束f1的树脂加热而使其软化,并在该状态下将纤维束f1粘贴(配置)于芯件200。含浸于被粘贴的纤维束f1的树脂被芯件200夺去热而立即固化。这样,通过使用含浸有热塑性树脂的纤维束f1,能够将含浸于被粘贴的纤维束f1的树脂立即固化,因此能够一边对纤维束f1赋予张力一边将其粘贴。因此,纤维束f1的纤维方向变为一致的状态,因此能够抑制第1树脂层121的拉伸强度的降低。另外,也可以向纤维束f1吹送冷却风,从而使含浸于纤维束f1的热塑性树脂更快地固化。此外,并不特别地限定芯件200的材质,但为了确保配置纤维束f1和后述的纤维束f2时不会变形的强度,优选是金属。
49.这里,纤维束f1配置为从芯件200的主体部201到轴部202连续。在本实施方式中,纤维束f1配置为从主体部201的周边部到轴部202连续。另外,纤维束f1配置为在轴部202使纤维方向沿着轴部202的轴向x(这里为与轴向x平行)。另外,纤维束f1在芯件200的周向上以规定的角度间隔配置。这样,以从芯件200的轴部202放射状地(在径向上)扩展的方式形成圆顶部件22的第1树脂层121。
50.在第2树脂层形成工序s22中,以从图4所示的状态覆盖第1树脂层121(即,含浸了第1树脂的纤维束f1)的方式在芯件200的外表面形成第2树脂层122(参照图7)。此外,以从图4所示的状态覆盖第1树脂层121的方式形成第2树脂层122的状态与后述的图7的一部分相同,因此这里省略附图。在形成第2树脂层122时,例如也可以与第1树脂层121相同地使用胶带铺放法,通过加压辊210以覆盖芯件200的外表面的方式一边对含浸了由热固性树脂构成的未硬化的第2树脂的纤维束f2进行加压一边进行粘贴。另外,此时,纤维束f2配置为使纤维束f2的纤维方向相对于纤维束f1的纤维方向交叉。
51.而且,将第2树脂层122(即,含浸于纤维束f2的未硬化的热固性树脂)加热来使其硬化。此时,优选第2树脂层122的热固性树脂的硬化温度设定得比第1树脂层121的热塑性树脂的软化温度低。例如,通过调整第2树脂层122的热固性树脂所含有的硬化剂的量、种类,从而使第2树脂层122的热固性树脂的硬化温度变化,因此能够容易地将第2树脂层122的热固性树脂的硬化温度设定得比第1树脂层121的热塑性树脂的软化温度低。若这样构成,则能够抑制在使第2树脂层122硬化时第1树脂层121的第1树脂软化,从而能够抑制第1树脂层121所包含的纤维挠曲或发生位置偏移。
52.在取下工序s23中,从芯件200取下第1树脂层121和第2树脂层122。由此,形成圆顶部件22。这样,在将第2树脂层122加热并使其硬化后,通过从芯件200取下第2树脂层122,能够抑制第2树脂层122的变形。
53.当在与形成圆顶部件22的工序分开的工序中形成圆顶部件23的情况下,例如,在不具有轴部202的芯件200的主体部201的外表面形成第3树脂层125。此时,与第2树脂层122相同,即,通过使用胶带铺放法来粘贴含浸了由热固性树脂构成的第3树脂的纤维束,从而能够形成第3树脂层125。然后,将第3树脂层125加热来使其硬化。之后,通过从芯件200取下第3树脂层125来形成圆顶部件23。
54.作为第1树脂层121所包含的热塑性树脂,并不特别地限定,但能够使用聚醚醚酮、聚苯撑硫、聚丙烯酸酯、聚酰亚胺、聚酰胺等。
55.另外,作为第2树脂层122和第3树脂层125所包含的热固性树脂,并不特别地限定,但优选使用酚醛树脂、密胺树脂、尿素树脂、以及环氧树脂等热固性树脂,特别是,从机械强度等的观点出发,优选使用环氧树脂。一般而言,环氧树脂是指通过将作为双酚a与表氯醇的共聚物等的预聚物、和作为多胺等的硬化剂混合并热硬化而获得的树脂。环氧树脂在未硬化状态下具有流动性,在热硬化后形成强韧的交联构造。
56.另外,作为第1树脂层121、第2树脂层122以及第3树脂层125所包含的纤维,能够使用玻璃纤维、芳族聚酰胺纤维、硼纤维以及碳纤维等,特别是,从轻型性、机械强度等的观点出发,优选使用碳纤维。
57.接下来,对与形成圆顶部件22同时(在相同的工序中)形成圆顶部件23的情况进行说明。此外,在该方法中,由纤维束f2形成第3树脂层125。
58.在第1树脂层形成工序s21中,使用图6所示那样的芯件200。该芯件200的主体部201形成为大致球状。而且,在芯件200的外表面,与上述相同地形成第1树脂层121。
59.如图7所示,在第2树脂层形成工序s22中,以覆盖第1树脂层121的方式在芯件200的外表面形成第2树脂层122。此时,通过使用上述的胶带铺放法来粘贴纤维束f2,也能够形成第2树脂层122,但例如通过使用长丝缠绕法(fw法)来缠绕纤维束f2,能够形成第2树脂层122。具体而言,将芯件200的轴部202安装于旋转机构(未图示)。然后,通过使芯件200旋转,从而以包覆第1树脂层121和芯件200的外表面的方式缠绕纤维束f2。此时,以相对于轴部202的轴向x例如交叉为40度以上的角度来缠绕纤维束f2。而且,将含浸至纤维束f2的热固性树脂加热来使其硬化。
60.在取下工序s23中,使用刀具(未图示)沿着图7的双点划线l将卷绕于芯件200的外表面的卷绕体(纤维束f2)分割为两个。之后,通过从芯件200将分割的卷绕体分离而形成两个圆顶部件22和23。
61.在本实施方式中,在取下工序s23之后,将阀固定件14凿紧而固定于突出部22b。此外,也可以在从芯件200取下圆顶部件22之前将阀固定件14固定。另外,也可以在使第2树脂层122加热硬化之前将阀固定件14固定,在该情况下,能够将阀固定件14稳固地固定于突出部22b。
62.在筒部件形成工序s3中,如图8所示,例如通过在旋转的圆筒模具300的内面粘贴纤维片f3的所谓cw(centrifugal winding
‑
离心式缠绕)法形成筒部件21。具体而言,通过旋转机构(未图示)以规定的旋转速度旋转圆筒模具300。
63.在圆筒模具300内设置有将卷状的纤维片f3进行放卷的放卷装置(未图示)的放卷辊310。通过使圆筒模具300旋转来放卷纤维片f3,从而将纤维片f3粘贴于圆筒模具300的内面,由此形成筒部件21。
64.纤维片f3至少具有沿为放卷辊310的周向进行配向的纤维。由此,能够获得将纤维沿周向进行配向的筒部件21。
65.作为纤维片f3,例如使用在用约束线编入了在单个方向上对齐的多个纤维束的所谓ud(uni
‑
direction:单向)片、编入了在单个方向上对齐的多个纤维束和与该多个纤维束交叉例如正交的多个纤维束的纤维片等预先含浸了树脂的纤维片。
66.作为含浸于纤维片f3的第3树脂,并不特别地限定,但例如能够使用热固性树脂。作为热固性树脂,与纤维束f2相同,优选使用酚醛树脂、密胺树脂、尿素树脂以及环氧树脂等热固性树脂,特别是,从机械强度等的观点出发,优选使用环氧树脂。
67.作为构成纤维片f3的纤维,与纤维束f1及f2相同,能够使用玻璃纤维、芳族聚酰胺纤维、硼纤维以及碳纤维等,特别是,从轻型性、机械强度等的观点出发,优选使用碳纤维。
68.如图1所示,形成于圆筒模具300的内面的筒部件21形成为朝向轴向x的两端而厚度逐渐变薄。另外,圆顶部件22和23也相同地形成为周边部的厚度逐渐变薄。由此,在将筒部件21与两个圆顶部件22及23组合的状态下,不易在筒部件21的外表面与两个圆顶部件22及23的外表面的连接部分形成阶梯差。
69.为了使筒部件21的轴向x的两端的厚度以逐渐变薄的方式形成,优选纤维片f3的轴向x(宽度方向)的端部以纤维束的厚度逐渐变薄的方式编入了纤维束。另外,也可以通过用辊等挤压筒部件21的轴向x的两端来使厚度逐渐变薄。另外,为了使圆顶部件22和23的周边部的厚度以逐渐变薄的方式形成,也可以调整纤维束f2的卷绕数和卷绕方向、或者用辊等挤压周边部。
70.而且,在将筒部件21加热来使其硬化后,从圆筒模具300的内部取下筒部件21。由此,能够抑制从圆筒模具300取下筒部件21时的筒部件21的变形。
71.这里,对在圆筒模具300的内面形成筒部件21的例子进行了说明,但也能够通过其他的方法形成筒部件21。例如,也可以通过在圆筒模具的外表面粘贴纤维片f3、或者通过fw法在圆筒模具的外表面环形缠绕含浸了第3树脂的纤维束来形成筒部件21。
72.另外,使用芯件200来形成圆顶部件22和23,并且使用圆筒模具300来形成筒部件21,因此不将纤维束等直接卷绕于内衬11就能够形成筒部件21、和圆顶部件22及23。由此,通过环形缠绕、螺旋缠绕等形成的卷紧力不会作用于内衬11,因此,也可以不必通过提高内衬11的强度来使得不会因卷紧力而导致内衬11变形。因此,能够减薄内衬11的厚度(壁厚),因此能够使内衬11的容积增加,并且能够将内衬11轻型化。
73.在接合工序s4中,如图9和图10所示,将筒部件21的两端的周边部21a与两个圆顶部件22及23的周边部22d及23a接合来形成作为加强层的加强体20。
74.具体而言,将在内衬准备工序s1中准备的内衬11插入筒部件21,并将圆顶部件22和23包覆内衬11的两端部。此时,在本实施方式中,使圆顶部件22和23的周边部22d和23a为内侧,并使筒部件21的两端的周边部21a为外侧来进行嵌合。圆顶部件22的第1树脂层121向内侧(内衬11侧)露出,第1树脂层121包含热塑性树脂,因此与由热固性树脂形成第1树脂层121的情况相比,与内衬11的密接性变高。这里,示出了由包含热固性树脂的第3树脂层125形成圆顶部件23的例子,但圆顶部件23也可以与圆顶部件22相同,由包含热塑性树脂的树脂层和包含热固性树脂的树脂层形成。在该情况下,也能够使圆顶部件23与内衬11的密接性变高。
75.此外,可以使圆顶部件22及23的周边部22d及23a为外侧,并使筒部件21的两端的周边部21a为内侧来进行嵌合,也可以将圆顶部件22及23的周边部22d及23a、与筒部件21的两端的周边部21a对接来进行接合。另外,也可以在筒部件21与圆顶部件22及23之间配置粘合剂(未图示)。
76.在外侧加强层形成工序s5中,以覆盖加强体20的外表面的方式由纤维强化树脂形
成遍及两个圆顶部件22和23而配置了纤维的外侧加强层13。由此,形成具有加强体20和外侧加强层13的纤维强化树脂层12。例如,也可以通过将含浸了热固性树脂的纤维束螺旋缠绕于加强体20的外表面来形成外侧加强层13。另外,可以通过将含浸了热固性树脂的多个纤维束以使其在加强体20的轴向x上延伸的状态粘贴于加强体20的外表面来形成外侧加强层13,也可以使用将含浸了热固性树脂的纤维片卷绕于加强体20的外表面的所谓片缠绕法来形成外侧加强层13。然后,将外侧加强层13所包含的热固性树脂加热来使其硬化。作为外侧加强层13所包含的热固性树脂和纤维束,例如也能够使用与形成圆顶部件22及23的热固性树脂和纤维束相同的材料。
77.然后,通过将阀15安装于阀固定件14,从而高压罐10完成。此外,这里,示出了经由阀固定件14将阀15安装于突出部22b的例子,但本发明并不局限于此。例如,也可以不经由阀固定件14而将阀15直接安装于突出部22b的外周面。在该情况下,也可以将阀15凿紧而固定于突出部22b的外周面。
78.接下来,对第1树脂层121的突出部22b中的纤维方向与轴向x的拉伸强度的关系进行说明。如图11所示,若将使突出部22b中的第1树脂层121的纤维方向为与轴向x平行(图11的90度)的情况下的轴向x的拉伸强度标准化为100,则若使纤维方向相对于轴向x倾斜10度、20度、30度(分别为图11的80度、70度、60度),则拉伸强度降低至90、65、33左右。此外,通常情况下,能够通过fw法形成的角度是图11的0~30度,因此若通过fw法形成突出部22b,则拉伸强度变为8左右。
79.在本实施方式中,第1树脂层121形成为在突出部22b使纤维方向沿着突出部22b的轴向x,具体而言,形成为纤维方向相对于轴向x的倾斜角度为20度以下,优选为10度以下,更优选为0度(分别为图11的70度以上、80度以上、90度)。由此,能够充分确保突出部22b的拉伸强度。
80.在本实施方式中,如上述那样,以在突出部22b中使纤维方向沿着突出部22b的轴向x的方式配置纤维束f1。由此,能够确保突出部22b的轴向的拉伸强度。另外,以从突出部22b到圆顶主体部22a连续的方式配置纤维束f1,并且以覆盖纤维束f1的方式配置纤维束f2。由此,纤维束f2约束纤维束f1的移动,从而能够防止突出部22b从圆顶主体部22a脱落的情况。另外,以使纤维束f2的纤维方向相对于纤维束f1的纤维方向交叉的方式设置纤维束f2,因此不仅能够确保轴向x的拉伸强度,还能够确保径向等其他方向的拉伸强度。因此,即使是在高压罐10的内部变为高压而对安装于突出部22b的前端的阀15施加有朝向轴向x的外侧的较大的力,从而导致对突出部22b也施加有朝向轴向x的外侧的较大的力的情况下,也能够抑制突出部22b损伤。因此,无需设置接头,由此能够使高压罐10轻型化。
81.另外,如上述那样,含浸于纤维束f1的第1树脂由热塑性树脂构成,含浸于纤维束f2的第2树脂由热固性树脂构成。这样,通过使含浸于纤维束f1的第1树脂为热塑性树脂,从而在第1树脂被软化的状态下将纤维束f1例如配置于芯件200或内衬11的表面,由此纤维束f1的热被芯件200或内衬11夺去,从而使含浸至纤维束f1的树脂固化。由此,在第1树脂固化的状态的纤维束f1上配置纤维束f2。因此,在配置纤维束f2时纤维束f1不会挠曲或发生位置偏移,因此能够抑制突出部22b的轴向x的拉伸强度降低。另外,通过使含浸于纤维束f2的第2树脂为热固性树脂,能够容易提高将第2树脂硬化后的突出部22b的机械强度。
82.第2实施方式
83.在该第2实施方式中,与上述第1实施方式不同,对由含浸了热塑性树脂的纤维束f1形成圆顶部件22和23的内侧的面(如后述那样,与氢气接触的面)的例子进行说明。
84.在本实施方式的高压罐10中,如图12所示,内衬11仅由圆筒状的筒部形成。
85.在本实施方式中,圆顶部件22由第1树脂层121、和以覆盖第1树脂层121的方式形成的第2树脂层122构成。第1树脂层121与上述第1实施方式不同,以遍及内侧的面(与氢气接触的面、即圆顶主体部22a的内面和突出部22b的内面)的整个面的方式形成。
86.另外,圆顶部件23与上述第1实施方式不同,由第4树脂层126、和覆盖第4树脂层126的第3树脂层125构成。第4树脂层126由含浸了热塑性树脂的纤维束构成,并且以遍及内侧的面(与氢气接触的面)的整个面的方式形成。
87.即,圆顶部件22和23遍及内侧的整个面具有阻气性,并具有与上述第1实施方式的内衬11的圆顶状的两端部相同的功能,因此在本实施方式中,内衬11形成为两端部开口的圆筒状。而且,由圆筒状的内衬11、第1树脂层121以及第4树脂层126形成填充氢气的容纳空间17。
88.第2实施方式的其他构造与上述第1实施方式相同。
89.接下来,对本发明的第2实施方式所涉及的高压罐10的制造方法进行说明。在本实施方式中,在内衬准备工序s1中,准备两端部开口的圆筒状的内衬11。此外,并不特别地限定内衬11的制造方法,能够使用公知的技术来制造。
90.与上述第1实施方式相同,圆顶部件形成工序s2如图3所示构成为包括第1树脂层形成工序s21、第2树脂层形成工序s22以及取下工序s23。
91.在第1树脂层形成工序s21中,如图13所示,以覆盖芯件200的外表面的整个面的方式形成第1树脂层121。此时,如图13所示,可以使所有的纤维束f1从芯件200的轴部202以放射状地(在径向上)扩展的方式粘贴,例如也可以从图4、图6所示的状态以纤维束f1彼此交叉的方式进一步将纤维束f1粘贴为各种角度。由此形成圆顶部件22的第1树脂层121。
92.在形成圆顶部件23的第4树脂层126的情况下,也能够与第1树脂层121的形成方法相同地形成,但在圆顶部件23没有突出部22b,因此也可以不从芯件200的轴部202以放射状地扩展的方式设置第4树脂层126。另外,与上述第1实施方式相同,圆顶部件23也能够与圆顶部件22同时(在相同的工序中)形成。
93.第2实施方式的其他的制造方法与上述第1实施方式相同。
94.在本实施方式中,如上述那样,在形成圆顶部件22和23时,由纤维束f1形成圆顶部件22和23中的与氢气接触的面。热塑性树脂具有阻气性,因此由含浸了热塑性树脂的纤维束f1形成圆顶部件22和23中的与氢气接触的面,由此无需沿着圆顶部件22和23的内面设置内衬11(的圆顶状的两端部)。由此,能够使高压罐10进一步轻型化。
95.第2实施方式的其他的效果与上述第1实施方式相同。
96.第3实施方式
97.在该第3实施方式中,与上述第1实施方式不同,对在圆顶部件22的突出部22b的内侧配置有用于安装金属制的阀18的嵌入件16的例子进行说明。
98.在本实施方式的高压罐10中,如图15所示,在圆顶部件22的突出部22b的内侧例如配置有金属制的筒状的嵌入件16。在本实施方式中,圆顶部件22由内衬11、嵌入件16、以覆盖内衬11和嵌入件16的方式形成的第1树脂层121、以及以覆盖第1树脂层121的方式形成的
第2树脂层122构成。
99.嵌入件16在内周面具有内螺纹16a。嵌入件16在圆顶部件22的第1树脂层121的内侧与内衬11的圆筒状的突出部的轴向上的前端邻接配置。嵌入件16例如具有将高压罐10的轴向上的内侧的端部缩径为锥状的圆筒状的形状。
100.在阀18形成有插入于突出部22b内的插入部18a。在插入部18a的外周面设置有与嵌入件16的内螺纹16a螺合的外螺纹18b、和密封容纳空间17的密封部件18c。另外,虽然省略图示,但与图1所示的第1实施方式的阀15的通路15d相同,在阀18形成有使氢气通过的通路。
101.第3实施方式的其他构造与上述第1实施方式相同。
102.接下来,对本发明的第3实施方式所涉及的高压罐10的制造方法进行说明。在本实施方式中,在配置纤维束f1(第1纤维束)的第1树脂层形成工序s21中,例如,将在内周面具有内螺纹16a的嵌入件16支承于图4所示的芯件200的轴部202的前端部的外周。然后,在嵌入件16的外周和芯件200的外周配置纤维束f1。
103.第3实施方式的其他的制造方法与上述第1实施方式相同。更详细地来说,在与上述的第1实施方式相同的第1树脂层形成工序s21中,与图4或者图14相同地在嵌入件16的外表面和芯件200的外表面形成第1树脂层121。这里,构成第1树脂层121的纤维束f1与上述第1实施方式相同,在嵌入件16和轴部202配置为使纤维方向沿着轴部202的轴向x(这里为与轴向x平行)。由此,在图15所示的突出部22b的第1树脂层121配置为使纤维束f1沿着突出部22b的轴向(这里为与突出部22b的轴向平行)。
104.另外,在与上述的第1实施方式相同的第2树脂层形成工序s22中,如图16所示,以覆盖第1树脂层121(即,含浸了第1树脂的纤维束f1)的方式在芯件200的外表面形成第2树脂层122。此时,构成第2树脂层122的纤维束f2至少在嵌入件16的外周和轴部202的外周配置为使纤维束f2的纤维方向相对于纤维束f1的纤维方向交叉(这里为正交或者以80度以上的角度交叉)。
105.另外,卷绕于嵌入件16的外周和轴部202的外周的纤维束f2从嵌入件16的外周和轴部202的外周向圆顶状的芯件200的外周连续地卷绕。由此,由连贯地从嵌入件16和轴部202向芯件200卷绕为一体的纤维束f2一体地卷绕成型为从图15所示的圆顶部件22的突出部22b向圆顶状的部分连续的第2树脂层122。
106.如图17所示,以往的高压罐90具备罐主体91、和安装于该罐主体91的长度方向的开口端部的接头92。罐主体91例如包括用于气密保持氢气的内衬911、和用含浸了树脂的纤维束缠绕内衬的外表面来进行加强的加强层912。接头92在高压罐900的轴向上的内侧具有相比其他部分被扩径的凸缘部921。接头92具有内螺纹或者外螺纹,通过螺合来安装省略图示的阀。
107.在这样的以往的高压罐90中,从承受高压罐90的内压的接头92的凸缘部921对加强层912作用有朝向高压罐90的轴向外侧的推力tf。如图18所示,这样的推力tf在接头92的凸缘部921的外边缘部921a、接头92的凸缘部921上的纤维的交叉部921x等使作用于纤维的应力上升,从而在高压罐900产生应力集中部sc。另外,在高压罐900的低温填充时,因加强层912与接头92的线膨胀系数的不同,如图17所示,在接头92的凸缘部921的外周部拉伸力pf作用于加强层912,从而内衬911可能被拉长而造成损伤。
108.与此相对地,本实施方式的高压罐10的制造方法在配置纤维束f1(第1纤维束)的工序中将纤维束f1配置于在内周面具有内螺纹16a的嵌入件16的外周。由此,能够在圆顶部件22的突出部22b的内侧配置筒状的嵌入件16,从而能够制造嵌入件16在内周面具有内螺纹16a的高压罐10。
109.由此,使阀18的外周面的外螺纹18b与嵌入件16的内周面的内螺纹16a螺合,从而能够将阀18安装于在突出部22b的内侧配置的筒状的嵌入件16。通过这样的结构,由高压罐10的内压p引起的拉伸力作用于圆顶部件22的圆顶主体部22a与突出部22b的连结部的整周上,从而防止应力集中于纤维束f1、f2的交叉部等特定的部分。
110.因此,即使在高压罐10的内压p作用于阀18而导致朝向高压罐10的轴向外侧的拉伸力作用于突出部22b的情况下,也能够避免针对特定的部分的应力集中,从而能够使纤维束f1、f2的强度利用率提高。因此,能够减少纤维束f1、f2的使用量来使高压罐10轻型化。并且,通过防止应力集中,能够防止内衬11的损伤。
111.此外,纤维束f1(第1纤维束)也可以通过配置于在嵌入件16的外周配置的纤维束f2(第2纤维束)的外周,并且在其外周进一步配置纤维束f2,从而将纤维束f1配置于纤维束f2之间的中间层。在该情况下,能够使纤维束f1的两面与纤维束f2粘合。
112.第3实施方式的其他的效果与上述第1实施方式相同。
113.此外,本次公开的实施方式全部的点应被认为是例示,并非是对本发明进行的限制。本发明的范围并非由上述的实施方式的说明限定,而是由权利要求书表示,并且包括与权利要求书等同的意思以及在其范围内的全部变更。
114.例如,在上述实施方式中,对在分别形成两个圆顶部件和筒部件后将圆顶部件和筒部件进行接合来形成作为加强层的加强体的例子进行了说明,但本发明并不局限于此。例如,也可以在由公知的制造方法形成的树脂制的内衬的表面配置第1纤维束和第2纤维束,由此同时形成加强层的筒部件和两个圆顶部件。在该情况下,无需进行将筒部件与两个圆顶部件接合的工序。
115.另外,在上述实施方式中,对在第1纤维束含浸了热塑性树脂的例子进行了说明,但本发明并不局限于此,也可以在第1纤维束含浸热固性树脂。在该情况下,也可以在配置第1纤维束的工序中一边配置第1纤维束一边向所配置的第1纤维束例如喷射热风,从而将含浸至第1纤维束的热固性树脂硬化来使其固化。但是,使用热塑性树脂能够容易固化,因此优选含浸于第1纤维束的树脂是热塑性树脂。
116.另外,在上述实施方式中,对在第2纤维束含浸了热固性树脂的例子进行了说明,但本发明并不局限于此,也可以使热塑性树脂含浸于第2纤维束。但是,从机械强度的观点出发,优选含浸于第2纤维束的树脂是热固性树脂。
117.另外,在上述实施方式中,对第1树脂层121从突出部22b配置到圆顶主体部22a的周边部的例子进行了说明,但本发明并不局限于此,第1树脂层121若从突出部22b配置到圆顶主体部22a,则也可以不配置到圆顶主体部22a的周边部。即,例如如图14所示,若将纤维束f1从轴部202配置到芯件200的主体部201,则也可以不将纤维束f1配置到主体部201的周边部。
118.另外,在上述实施方式中,对由一个部件形成筒部件的例子进行了说明,但本发明并不局限于此。例如,也可以由两个以上的部件形成筒部件。在该情况下,也可以在将两个
以上的筒部件相互接合后在其两端接合圆顶部件。另外,也可以在将筒部件与圆顶部件逐个接合后再对它们进行接合。
119.另外,在上述实施方式中,对在准备内衬后以覆盖内衬的方式配置并接合筒部件和圆顶部件的例子进行了说明,但本发明并不局限于此。例如,也可以在将筒部件与圆顶部件接合来形成加强体后,在加强体的内侧形成内衬。在该情况下,例如,也可以使用在常温具有流动性的两种以上的低分子量、低粘度的液体材料作为树脂材料并通过反应注塑成型(reaction injectionmolding)法形成内衬。另外,也可以如吹塑成型那样,在加强体的内部将加热而软化的树脂材料挤出为筒状,并向该筒状的树脂材料的内部送入压缩空气,由此形成内衬。另外,也可以如热喷涂那样,通过向加强体的内面喷射液状或者软化的树脂材料来形成内衬。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1