一种绝缘热缩管嵌套装置、机器人系统及方法
1.本公开涉及工业机器人领域,特别涉及一种绝缘热缩管嵌套装置、机器人系统及方法。
背景技术:
2.绝缘热缩管在汽车线束防护、高速公路、无砟轨道建设等领域有广泛的应用,绝缘热缩管嵌套的好坏对产品质量有决定性的影响。
3.在建筑施工领域,对于杆件、管件等外部套设热缩管的工作,由于热缩管多是成盘使用,在释放后呈扁平状,即使是圆筒状的热缩管,由于材质较软易发生形变,在经过裁剪后,也会使端部开口形变为扁平状,而难以进行自动嵌套,目前多由人工来完成;先对热缩管进行裁剪把裁剪完成的热缩管嵌套在钢筋上,然后移动钢筋到热熔区域,完成热缩管对钢筋的贴合。另一方面,若是对热缩管口部进行完全纠正后嵌套,热缩管整体直径大于工件直径,在嵌套后输送过程中,热缩管位置与工件位置容易发生变化,影响热缩管在工件上布置的精度,难以满足施工时对工件绝缘位置的需求。
技术实现要素:
4.本公开的目的是针对现有技术存在的缺陷,提供一种绝缘热缩管嵌套装置、机器人系统及方法,通过夹具探入热缩管内夹持侧壁,配合气流对裁剪后的热缩管形变切口位置进行纠正,扩充状态下的热缩管能够方便的套设在工件上,到达指定位置后,不受气流作用的热缩管端部能够恢复扁平结构,卡合在工件外壁上,进行位置固定,减少输送过程中的位置变化。
5.本公开的第一目的是提供一种绝缘热缩管嵌套装置,采用以下技术方案:
6.包括用于夹持工件的夹持机构、用于夹持热缩管的嵌套机构和用于热缩管供给的供应机构;
7.嵌套机构的嵌套夹具包括弧形板状夹爪,能够部分探入热缩管内部以夹持热缩管侧壁;供应机构包括依次设置的气嘴、裁剪件和用于收纳热缩管的收放辊,裁剪件和气嘴之间形成容纳工件的工作部,气嘴用于输出气流扩充裁剪后的热缩管维持圆筒状;嵌套机构用于夹持裁剪后的热缩管并嵌套在工件上。
8.进一步地,所述嵌套夹具还包括固定杆,夹爪适应热缩管曲率,一个夹爪安装在固定杆末端,另一个夹爪滑动安装在固定杆上,两个夹爪形成夹持部,通过滑动改变两个夹爪之间的间距,位于端部的夹爪能够探入热缩管内部。
9.进一步地,所述气嘴的输出端朝向工作部,嵌套机构用于带动热缩管从工件一端套设在工件外部;收放辊上卷绕有热缩管,收放辊能够在外力作用下释放或收卷热缩管。
10.进一步地,所述夹持机构包括夹持机械臂和连接夹持机械臂末端的工件夹具,嵌套机构还包括嵌套机械臂,嵌套夹具安装在嵌套机械臂末端。
11.本公开的第二目的是提供一种绝缘热缩管嵌套机器人系统,利用如上所述的绝缘
热缩管嵌套装置。
12.进一步地,还包括:
13.工件输送机构,包括输送带和多组定位块,多组定位块依次间隔布置在输送带上,每组定位块均适应待输送工件结构布置;
14.加热输送机构,配合有加热炉,用于承载并输送嵌套热缩管后的工件进入加热炉。
15.进一步地,所述加热炉设有加热腔,加热输送机构的输送带穿过加热腔,带动嵌套热缩管后的工件进入和离开加热炉。
16.本公开的第三目的是提供一种绝缘热缩管嵌套方法,利用如上所述的绝缘热缩管嵌套装置,包括以下步骤:
17.包括以下步骤:
18.嵌套夹具从收放辊位置夹取热缩管并牵拉设定长度,裁剪热缩管;
19.夹持热缩管端部并接受气嘴输出气流作用,扩充热缩管裁切位置保持圆形;
20.热缩管从夹持机构所夹持工件一端套设在工件后,暂停气流,牵拉热缩管到设定位置,撤回嵌套夹具,完成此位置热缩管嵌套。
21.进一步地,工件上设有多个热缩管嵌套位置,工件端部与喷嘴输出端同轴设置,沿远离喷嘴方向依次安装多个热缩管。
22.进一步地,热缩管移动至工件上的设定位置后,热缩管端部开口恢复裁剪后的扁平状以固定在工件上。
23.与现有技术相比,本公开具有的优点和积极效果是:
24.(1)通过夹具探入热缩管内夹持侧壁,配合气流对裁剪后的热缩管形变切口位置进行纠正,扩充状态下的热缩管能够方便的套设在工件上,到达指定位置后,不受气流作用的热缩管端部能够恢复扁平结构,卡合在工件外壁上,进行位置固定,减少输送过程中的位置变化;
25.(2)采用探入式夹具结构,能够从热缩管一侧夹持,在气流扩充热缩管过程中和套设工件过程中均不会阻挡,减少嵌套夹具与工件、气流的干涉;嵌套夹具为适应热缩管的弧形板结构,在其夹持过程中,能够适应热缩管的圆弧面,提高夹持的稳定性,并能够避免夹持过程中影响气流对热缩管形状纠正效果;
26.(3)通过机械臂的协作配合,完成工件的上料、嵌套和下料工作,利用热缩管裁切后的端部扁平结构,气流扩充后能够恢复圆形状,嵌套在工件上的热缩管能够稳定其位置,方便后续的转运工作,相较于传统的直接纠正嵌套容易松动发生位置变化的问题,减少了操作流程并有效提高了嵌套位置的精度。
附图说明
27.构成本公开的一部分的说明书附图用来提供对本公开的进一步理解,本公开的示意性实施例及其说明用于解释本公开,并不构成对本公开的不当限定。
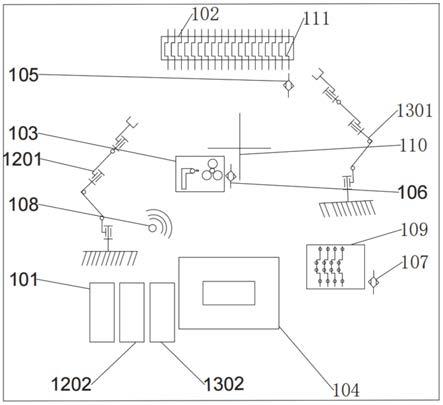
28.图1为本公开实施例1、2、3中嵌套装置布局位置示意图;
29.图2为本公开实施例1、2、3中嵌套装置控制布局示意图;
30.图3为本公开实施例1、2、3中工件嵌套作业点的示意图;
31.图4为本公开实施例1、2、3中工件输送机构的结构示意图;
32.图5为本公开实施例1、2、3中热缩管输送裁剪示意图;
33.图6为本公开实施例1、2、3中供应机构与工件的配合示意图;
34.图7为本公开实施例1、2、3中嵌套机构抓取热缩管的示意图;
35.图8为本公开实施例1、2、3中嵌套机构的嵌套夹具的结构示意图;
36.图9为本公开实施例1、2、3中嵌套装置工作流程示意图。
37.图中,101、主控制系统,102、待加工钢筋输送机,103、热缩管输送裁剪装置,104、热熔炉,105、待加工钢筋到位检测传感器,106、热缩管到位检测传感器,107、码垛托盘到位检测传感器,108、人体保护装置,109、成品码垛垛盘,110、工作区,111、待加工钢筋抓取位置,1201、嵌套机器人,1202、嵌套机器人控制柜,1301、钢筋搬运机器人,1302、钢筋搬运机器人控制柜,401、第一固定块,402、第二固定块,403、第三固定块,404、第四固定块,501、高压气源,502、第一从动滚轮,503、第二从动滚轮,504、第三从动滚轮,505、待裁剪热缩管,506、待加工钢筋,701、热缩管,702、固定夹爪,703、移动夹爪,704、嵌套夹具。
具体实施方式
38.实施例1
39.本公开的一种典型的实施方式中,如图1
‑
图9所示,提供一种绝缘热缩管嵌套装置。
40.如图3
‑
图7所示,主要包括夹持机构、嵌套机构和供应机构,夹持机构配置有相应的工件夹具,夹持工件并通过夹持机构进行工件位置调整;嵌套机构配置有相应的嵌套夹具,夹持热缩管并通过嵌套机构进行热缩管位置的调整,实现将热缩管嵌套至工件上的动作;供应机构配置有气嘴、收放辊和裁剪件,收放辊上卷绕有热缩管,裁剪件对释放后的热缩管进行裁剪,气嘴输出气流,将热缩管裁剪后形成的椭圆形口进行扩充,形成圆形端口方便嵌套。
41.具体的,嵌套机构的嵌套夹具包括弧形板状夹爪,用于探入热缩管内部夹持侧壁;供应机构包括依次设置的收放辊、裁剪件和气嘴,裁剪件和气嘴之间形成容纳工件的工作部,气嘴用于输出气流扩充裁剪后的热缩管维持圆筒状;嵌套机构用于夹持裁剪后的热缩管并嵌套在工件上。
42.热缩管为成盘的软管,可以将成盘的热缩管安装在收放辊上,一端延伸,从而在牵拉作用下逐渐释放,经过裁剪件裁剪后从收放辊上脱离,并在嵌套机构的夹持下套设在工件上。
43.在本实施例中,所述的工件为弯折钢筋,如图3、图5所示,设有多个嵌套工作点,将多个热缩管依次对应套设在工件的工作点位置,进行加热后使热缩管固定在所需的工作点位置。
44.气嘴输入端连接气压源,获取气压源压力从而输出气流,吹动裁剪后的热缩管,使热缩管裁剪位置形成的椭圆形端口扩充,形成直径大于工件的圆形端口,从工件一端进入套设在工件外。
45.对于嵌套机构,如图7、图8所示,嵌套夹具包括固定杆、夹爪,夹住为弧形板件,能够适应热缩管曲率,一个夹爪安装在固定杆末端,能够探入热缩管内部,并与热缩管内壁贴合;另一个夹爪滑动安装在固定杆上,与夹爪相对布置,能够沿固定杆轴向滑动,能够与热
缩管外壁贴合;
46.两个夹爪形成夹持部,通过滑动改变两个夹爪之间的间距,从而实现利用夹爪对热缩管的夹持或释放。
47.可以理解的是,探入式的夹具结构能够对热缩管侧壁进行夹持,并使整体位于热缩管轴线一侧,在气流扩充热缩管过程中和套设工件过程中均不会阻挡,减少嵌套夹具与工件、气流的干涉。
48.对于夹爪的弧形板结构,相较于形成平面夹持部的夹爪结构,能够适应热缩管的圆弧面,提高夹持的稳定性,并能够避免夹持过程中气流对热缩管形状纠正的影响。
49.在工作时,所述气嘴的输出端朝向工作部,嵌套机构用于带动热缩管从工件一端套设在工件外部;收放辊上卷绕有热缩管,收放辊能够在外力作用下释放或收卷热缩管。
50.嵌套机构夹持热缩管后进行牵拉,使得热缩管到达裁剪件位置,在达到所需长度后通过裁剪件进行热缩管裁剪;在气嘴的作用下,能够保持热缩管的圆形状态,从而保证嵌套机构带动热缩管稳定套设在工件一端。
51.对于裁剪件,包括刀具和裁剪气缸,控制裁剪气缸带动刀具动作,完成热缩管的裁剪。在裁剪时,绝缘热缩管接口处形成扁平截面,在裁剪后,由于其恢复作用形成椭圆形的截面,并能够在气流作用下恢复成为圆形状态。
52.可以理解的是,所述裁切气缸、气嘴均接入气压源,获取高压气流并进行执行动作。
53.为了实现夹持机构、嵌套机构的动作,夹持机构包括夹持机械臂和连接夹持机械臂末端的工件夹具,嵌套机构还包括嵌套机械臂,嵌套夹具安装在嵌套机械臂末端。
54.通过机械臂结构对夹具进行驱动,带动夹具进行位置变化,实现所需的动作执行。通过机械臂的协作配合,完成工件的上料、嵌套和下料工作。
55.需要指出的是,夹具探入热缩管内夹持侧壁,配合气流对裁剪后的热缩管形变切口位置进行纠正,扩充状态下的热缩管能够方便的套设在工件上,到达指定位置后,不受气流作用的热缩管端部能够恢复扁平结构,卡合在工件外壁上,进行位置固定,减少输送过程中的位置变化。
56.利用热缩管裁切后的端部扁平结构,气流扩充后能够恢复圆形状,嵌套在工件上的热缩管能够稳定其位置,方便后续的转运工作,相较于传统的直接纠正嵌套容易松动发生位置变化的问题,减少了操作流程并有效提高了嵌套位置的精度。
57.实施例2
58.本公开的另一种典型的实施方式中,如图1
‑
图9所示,提供一种绝缘热缩管嵌套机器人系统,利用如实施例1中所述的绝缘热缩管嵌套装置。
59.还包括:
60.工件输送机构,包括输送带和多组定位块,多组定位块依次间隔布置在输送带上,每组定位块均适应待输送工件结构布置;
61.加热输送机构,配合有加热炉,用于承载并输送嵌套热缩管后的工件进入加热炉;
62.加热炉设有加热腔,加热输送机构的输送带穿过加热腔,带动嵌套热缩管后的工件进入和离开加热炉。
63.具体的,结合图1
‑
图9,该系统主要包括主控制系统101、待加工钢筋输送机102、热
缩管输送裁剪装置103、热熔炉104、待加工钢筋到位检测传感器105、热缩管到位检测传感器106、码垛托盘到位检测传感器107、基于红外线传感器的人体保护装置108、成品码垛垛盘109、嵌套加工工作区110、待加工钢筋抓取位置111、嵌套机器人1201、嵌套机器人控制柜1202、钢筋搬运机器人1301、钢筋搬运机器人控制柜1302。
64.如图2所示,主控制系统101为嵌套控制系统s20,主要由钢筋搬运机器人控制系统s201、嵌套机器人控制系统s202、主控制系统s203组成。
65.钢筋搬运机器人控制系统s201完成待加工钢筋的搬运s2011、搬运嵌套后的钢筋完成热熔s2012、成品钢筋的码垛s2013;嵌套机器人控制系统s202完成了热缩管的裁剪s2021、热缩管的嵌套s2022;主控制系统s203完成了待加工钢筋的输送s2031、热缩管的裁剪s2032、扫描热缩管检测装置s2033、扫描码垛托盘检测装置s2034、扫描红外传感器保护装置s2035。
66.参见图3,钢筋的嵌套布局点分布:工作点a、工作点b、工作点c、工作点d。工作点a与工作点d之间的距离为m。工作点b与工作点c之间的距离为n。
67.参见图4,固定块包括第一固定块401、第二固定块402、第三固定块403、第四固定块404与待加工产品输送皮带连接,固定块作为一组,保障钢筋在皮带输送过程中与皮带的相对位置不会出现偏移,优选的,固定块相对于同步带位置,具有调整空间,可以匹配不同形状的钢筋。l1、l2代表皮带运动位移。
68.参见图5、图6,高压气体辅助的热缩管输送裁剪装置示意图,主要包含高压气源501、从动滚轮、待裁剪热缩管505、待加工钢筋506。所用的从动滚轮包括第一从动滚轮502、第二从动滚轮503、第三从动滚轮504辅助嵌套机器人完成绝缘热缩管输送。所用的高压气源501通过喷嘴输出气流,高压气源能够驱动裁剪装置工作,嵌套过程中,高压气体装置的出气口与绝缘热缩管505、待加工钢筋506处于同一轴线上,使得裁剪前、后的绝缘热缩管恢复并保持圆形形态。
69.参见图7,嵌套机器人抓取热缩管示意图,主要包括热缩管701、嵌套夹具704、固定夹爪702,移动夹爪703。嵌套机器人对热缩管进行抓取、牵引的过程如下,首先,所用的嵌套机器人嵌套夹具的固定夹爪702进入热缩管内部,进入完成后,嵌套机器人控制移动夹爪703进行移动,将两个夹爪逐渐合拢,完成对热缩管的抓取。
70.参见图8,嵌套机器人夹爪装置示意图,主要包括嵌套夹具本体、固定夹爪702、移动夹爪703。固定夹爪702和移动夹爪703均为适应热缩管的结构,在本实施例中,采用与热缩管有相同曲率弧度的薄板,起到在抓取牵引过程中保持热缩管形态的作用。
71.参见表1、2、3,嵌套机器人nest_r、钢筋搬运机器人transport_r和主控制系统main_c之间的profibus
‑
dp协议内容如表所示。
72.表1主控制系统(main_c)profibus
‑
dp协议的定义
73.[0074][0075]
表2钢筋搬运机器人(transport_r)profibus
‑
dp协议的定义
[0076][0077]
表3嵌套机器人(nest_r)profibus
‑
dp协议的定义
[0078]
[0079][0080]
一种绝缘热缩管嵌套系统,包括高压气体辅助的热缩管输送裁剪装置103、主控制系统101、热缩管裁剪嵌套机器人系统、钢筋搬运机器人系统、待加工钢筋输送机102、红外线温度传感装置107。
[0081]
绝缘热缩管是一种盘型的软管,在准备阶段,把绝缘热缩管固定装在所述的热缩管输送裁剪装置103上,绝缘套管的末端连接高压气体501。完成热缩管的准备工作之后,所述的主控制系统101控制待加工钢筋输送机102,把待加工钢筋输送至钢筋搬运机器人的抓取位置111。所述的钢筋搬运机器人1301将待加工钢筋搬运至嵌套加工工作区域110。所述的嵌套机器人1201扯动绝缘热缩管,使得热缩管进入待嵌套钢筋的一侧,由于绝缘热缩管连接有高压气体,可以保持绝缘热缩管的圆形状态,从而保障嵌套机器人1201能够稳定高效的完成热缩管的扯动。
[0082]
进一步的,所述的主控制系统101控制热缩管输送裁剪装置103上的裁剪气缸,完成绝缘热缩管的裁剪。裁剪后,绝缘热缩管接口处会形成一个椭圆的截面,由于绝缘热缩管连接有高压气源501,输出高压气流使得椭圆的截面立刻恢复成圆形状态。嵌套机器人1201把裁剪下来的套管牵引到钢筋上的套管放置位置工作点a、工作点b、工作点c、工作点d。嵌套机器人1201依次完成钢筋的热缩管嵌套之后,钢筋搬运机器人1301将嵌套完成的钢筋搬运至热熔炉104,进行加热固化。进一步的,所述的钢筋搬运机器人1301系统进行成品钢筋码垛109。
[0083]
高压气体辅助的热缩管输送裁剪装置103包含由气缸控制的裁剪装置、辅助绝缘热缩管输送的从动滚轮、高压气体装置501,所用的高压气体装置501与裁剪装置共用于一个管路中,使得裁剪前、后的绝缘热缩管恢复并保持圆形形态。
[0084]
主控制系统101包括显示模块,控制模块,数字量输入输出模块,模拟量输入输出模块,dp通讯模块。数字量输入模块分别与待加工钢筋到位检测传感器105、热缩管到位检测传感器106、码垛托盘到位检测传感器107连接,数字量输出模块与热缩管裁剪气缸连接,模拟量输入模块与红外线温度检测传感器108连接,模拟量输出模块与未加工钢筋的皮带电机变频器连接。
[0085]
主控制系统101用于系统的逻辑控制,所述的显示模块用于高压气体辅助的热缩
管输送裁剪装置103、待加工钢筋输送机111的手动控制,嵌套机器人1201、钢筋搬运机器人1301的工作状态显示,报警信息的显示等。所述的数字量输入模块用于采集未加工钢筋到位信号、热缩管到位信号、码垛托盘到位信号,模拟量输入信号用于采集区域内移动物体温度信息,数字量输出模块用于裁剪气缸的动作信号的给定,模拟量输出模块用于皮带电机运行频率的给定,控制待加工钢筋输送机。所述的dp通讯模块,用于与嵌套机器人系统、钢筋搬运机器人系统完成数据传输。
[0086]
主控制系统控制待加工产品上料皮带电机,实现步进式上料;辅助嵌套机器人1201完成热缩管的裁剪工作;扫描待加工钢筋到位检测传感器,保证未加工钢筋到达抓取位置111;扫描热缩管检测传感器,确保热缩管准备到位;扫描码垛托盘检测传感器,确保码垛托盘准备到位;扫描红外线温度传感器,通过控制机器人启停,实现对人员的保护;控制热熔区域的启动停止,完成热缩的工作步骤。
[0087]
钢筋搬运机器人系统包括机器人控制模块、数字量输入输出模块、dp通讯模块、夹具。其特征在于,其中夹具包括夹取钢筋的气缸、气缸带动的执行机构、控制气缸的电磁阀、检测夹取钢筋的气缸位置的磁性检测传感器、钢筋抓取到位传感器,数字量输入模块与所述夹具的夹取气缸磁性检测传感器和所述夹具的钢筋到位传感器连接,数字量输出模块与所述夹具电磁阀连接。优选的,为了应对不同形状钢筋嵌套绝缘热缩管的需求,钢筋搬运机器人配备多种夹具。对应每种夹具,嵌套机器人和钢筋搬运机器人为其建立不同的工具坐标系,根据不同形状钢筋的嵌套需求,选择不同的运行程序。系统可以实现多种产品的生产需求。钢筋搬运机器人301工作载荷:80
‑
100公斤;工作范围:2500
‑
3300mm;重复定位精度≤0.1mm。
[0088]
所述的钢筋搬运机器人系统控制模块用于钢筋搬运机器人的逻辑控制,所述的数字量输入模块用于采集夹取气缸到位信号、夹取钢筋到位信号,数字量输出模块用于夹取气缸的动作信号的给定。
[0089]
嵌套机器人系统包括机器人控制模块、数字量输入输出模块、dp通讯模块、夹具。其特征在于,其中夹具包括夹取热缩管的气缸、气缸带动的执行机构、控制气缸的电磁阀、检测夹取热缩管的气缸位置的磁性检测传感器、热缩管抓取到位传感器,数字量输入模块与所述夹具的夹取气缸磁性检测传感器和所述夹具的热缩管到位传感器连接,数字量输出模块与所述夹具电磁阀连接。嵌套机器人201工作载荷:20
‑
40公斤;工作范围:2000
‑
2200mm;重复定位精度≤0.1mm。
[0090]
所述的嵌套机器人系统控制模块用于嵌套机器人的逻辑控制,所述的数字量输入模块用于采集夹取气缸到位信号、夹取热缩管到位信号,数字量输出模块用于夹取气缸的动作信号的给定。
[0091]
基于一种绝缘热缩管机器人嵌套系统,包括以下步骤:
[0092]
系统启动后,主控制系统启动嵌套机器人和钢筋搬运机器人。系统运行期间,主控制系统循环扫描嵌套机器人自动运行信号main_c_di_dbx1.0、嵌套机器人报警信号main_c_di_dbx1.1、钢筋搬运机器人自动运行信号main_c_di_dbx0.3、钢筋搬运机器人报警信号main_c_di_dbx0.4。若扫描到异常状态,立刻停止或暂停系统的运行。
[0093]
进一步的,根据待加工的钢筋输送装置皮带电机配备的编码器的反馈值,主控制系统控制皮带电机,把待加工的钢筋输送到钢筋抓取位置p0,其中抓取点位置p0为提前示教
保存的待加工钢筋的抓取点。同时,钢筋抓取位置p0处装有钢筋到位检测传感器,检测信号接入主控制系统,可以确认钢筋是否准确到达指定位置p0、钢筋是否被抓取。
[0094]
钢筋搬运机器人完成对待加工钢筋的抓取。抓取后,根据夹爪上装配的钢筋到位传感器的状态,可以确认钢筋是否被夹住。在夹爪夹住钢筋的情况下,钢筋到位传感器被触发并一直保持触发状态,此时,判定抓取完成,并发出待加工钢筋抓取完成信号transport_r_do_dbx0.0。否则,持续时间t秒,仍然无法完成抓取,则机器人发出报警,并显示在主控制系统的显示模块上。
[0095]
进一步的,主控制系统得到待加工钢筋抓取完成main_c_di_dbx0.0信号,同时,根据钢筋到位检测传感器的状态,来确认钢筋是否抓取完成。
[0096]
进一步的,主控制系统控制皮带电机运动,继续把待加工的钢筋输送到待加工钢筋的抓取位置p0,为下一次的抓取做好准备。当系统第一次启动时,调动寻零程序,皮带运动一个位移l1,使得钢筋到达示教好的钢筋抓取点p0。之后,每一次得到机器人的抓取完成信号main_c_di_dbx0.0并且根据到位检测传感器来确认钢筋抓取完成的情况下,皮带运动一个位移长度l2,使得待加工的钢筋步进至抓取位置p0。优选的,l1和l2的数值可以更改,用来匹配不同形状的钢筋。
[0097]
电机转速(转/分):n=60f/p
[0098]
式中,f为电源频率(赫兹);p为电机旋转磁场的极对数。
[0099]
皮带运动位移:l=2π
·
n
·
m
·
r
·
t
[0100]
式中,n为电机转速;m为减速比;r为皮带轮半径;t为设定的运动时间。
[0101]
进一步的,钢筋搬运机器人抓取待加工的钢筋后,移动到热缩管包裹工作区域。移动到位后,发出嵌套机器人允许放置信号transport_r_do_dbx1.3。
[0102]
进一步的,在热缩管放置区,嵌套机器人根据示教的热缩管抓取点,拉扯热缩皮管移动距离l3,使得热缩管进入待嵌套钢筋的一侧。移动距离l3后,根据夹爪上装配的热缩管到位传感器的状态,可以确认热缩管是否移动完毕。否则,持续时间t秒,仍然无法确认完成,则嵌套机器人发出报警,并显示在主控制系统的显示模块上。确认移动完毕后,发送热缩管抓取完成信号nest_r_do_dbx0.0。由于绝缘热缩管连接有高压气体,可以保持绝缘热缩管的圆形状态,从而保障嵌套机器人能够稳定高效的完成热缩管的扯动。
[0103]
进一步的,主控制系统得到热缩管抓取完成信号main_c_di_dbx1.0之后,控制气缸,完成对热缩管的裁剪。热缩管拆剪之后,主控制系统发送裁剪完成信号main_c_do_dbx1.4。优选的,裁剪后,绝缘热缩管接口处会形成一个椭圆的截面,由于绝缘热缩管连接有压力≥0.8mpa的高压气体,使得椭圆的截面立刻恢复成圆形状态,为下次抓取做好准备。
[0104]
嵌套机器人扫描到热缩管裁剪完成信号nest_r_di_dbx0.4、允许放置信号nest_r_di_dbx1.3后,会进行一次热缩管的放置。
[0105]
进一步的,作业点d在嵌套机器人工具坐标系t0下示教完成的结果为其中,r
d
为d点在嵌套机器人工具坐标系t0下的姿态信息,为d点在嵌套机器人工具坐标系t0下的位置信息,x
d
、y
d
、z
d
是作业点d在嵌套机器人工具坐标系t0下x、y、z轴坐标
值。作业点c在嵌套机器人工具坐标系t0下示教完成的结果为其中,r
c
为c点在嵌套机器人工具坐标系t0下的姿态信息,为c点在嵌套机器人工具坐标系t0下的位置信息,x
c
、y
c
、z
c
是作业点c在嵌套机器人工具坐标系t0下x、y、z轴坐标值。作业点b在嵌套机器人工具坐标系t0下示教完成的结果为其中,r
b
=r
c
,r
b
为b点在嵌套机器人工具坐标系t0下的姿态信息,p
b
为b点在嵌套机器人工具坐标系t0下的位置信息,x
c
、y
c
‑
、z
c
是作业点b在嵌套机器人工具坐标系t0下x、y、z轴坐标值。作业点a在嵌套机器人工具坐标系t0下示教完成的结果为其中,r
a
=r
d
,r
a
为作业点a点在嵌套机器人工具坐标系t0下的姿态信息,p
a
为作业点c点在嵌套机器人工具坐标系t0下的位置信息,x
d
、y
d
‑
、z
d
是作业点a在嵌套机器人工具坐标系t0下x、y、z轴坐标值。
[0106]
进一步的,嵌套机器人根据规划的路径,移动到示教好的钢筋的作业点d的放置位姿处,控制夹取热缩管的气缸,完成作业点d的热缩管的放置,放置后,嵌套机器人夹爪上装配的热缩管到位传感器的触发状态消失,确认热缩管放置完成。作业点d热缩管放置完成后,嵌套机器人依次完成作业点c、b、a的热缩管放置工作。
[0107]
进一步的,嵌套机器人依次完成作业点a、b、c、d的嵌套操作后,发送嵌套机器人四次放置完成信号nest_r_do_dbx1.4。
[0108]
进一步的,钢筋搬运机器人通过扫描到嵌套机器人四次放置完成信号transport_r_di_dbx1.4,钢筋搬运机器人搬运嵌套完成热缩管的钢筋移动至热熔区域。热熔时间t秒后,加工完成。然后,由钢筋搬运机器人把处理好的钢筋放置到成品托盘上。
[0109]
进一步的,当成品托盘上的钢筋达到设定值q之后,由叉车完成对成品托盘的转移,并放置好空托盘。放置完成后,主控制系统通过码垛托盘检测装置,确认托盘放置完成。
[0110]
进一步的,主控制系统发出码垛垛盘准备完成main_c_do_dbx0.5信号,钢筋搬运机器人重新开始放置成品钢筋。
[0111]
优选的,外设基于红外线传感器的保护装置108,对机器人嵌套加工工作区域内移动物体进行检测。根据人体温度设定温度阀值下限为t1摄氏度、温度阀值上限为t2摄氏度。系统开始工作之后,启动测量。当检测装置检测到在嵌套加工工作区域内物体温度t∈(t1,t2)时,主控制系统控制嵌套机器人和钢筋搬运机器人停止并报警。直到人工复位,系统继续运行。
[0112]
实施例3
[0113]
本公开的再一种典型的实施方式中,如图1
‑
图9所示,提供一种绝缘热缩管嵌套方法。
[0114]
利用如实施例1中所述的热缩管嵌套装置,并包括以下步骤:
[0115]
嵌套夹具从收放辊位置夹取热缩管并牵拉设定长度,裁剪热缩管;
[0116]
夹持热缩管端部并接受气嘴输出气流作用,扩充热缩管裁切位置保持圆形;
[0117]
热缩管从夹持机构所夹持工件一端套设在工件后,暂停气流,牵拉热缩管到设定位置,撤回嵌套夹具,完成此位置热缩管嵌套。
[0118]
工件根据其使用场景不同,需要配置不同的绝缘位置,如图3所示,工件上设置有多个热缩管嵌套工作点,工件端部与喷嘴输出端同轴设置,从而使得气流能够正对热缩管一端开口,使得裁剪位置形成的椭圆形开口能够暂时纠正为圆形,在纠正后能够顺利套入工件外部;
[0119]
沿远离喷嘴方向上,进行热缩管的安装,根据工作位置,依次安装多个热缩管。
[0120]
具体的,夹持机构夹持工件远离喷嘴的一端,第一个安装的热缩管从工件另一端逐渐套入工件内,并沿工件移动至接触夹持机构的位置,即到达工作点a的位置;
[0121]
夹持机构夹持工件端部,第二个安装的热缩管从工件一端逐渐套入工件内,并沿工件移动至工作点b的位置,并以此进行工作点c位置热缩管的嵌套过程;由于工作点b和c均与工件另一端非同轴布置,因此,不会受到气流的影响而移动位置;
[0122]
加持机构夹持工件端部,最后一个安装的热缩管从工件一端逐渐套入工件内,在扩张热缩管套入工件后,喷嘴暂停输出气流,并由嵌套机构调整最后一个热缩管的位置至工作点d位置,完成所有工作点上热缩管的嵌套。
[0123]
需要特别指出的是,由于热缩管在气流作用下的扩张开口为暂时扩张,在不受气流影响后,热缩管端部开口恢复扁平状从而固定在工件上。
[0124]
对于嵌套机构的夹爪,其为弧形板件结构,能够适应热缩管内外壁的弧度,从而在抓取牵引过程中能够保持热缩管的形态,方便其沿工件的移动。
[0125]
以上所述仅为本公开的优选实施例而已,并不用于限制本公开,对于本领域的技术人员来说,本公开可以有各种更改和变化。凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1