一种塑料滑轮自动注塑成型设备的制作方法
1.本发明涉及一种注塑成型设备,尤其涉及一种塑料滑轮自动注塑成型设备。
背景技术:
2.塑料滑轮在很多设备中都有用到,而生产塑料滑轮,一般是使用注塑机进行制作的,目前现有的注塑机需要人工控制注塑机进行注塑,注塑后需要暂停注塑机,然后人工手动进行打开取模,然后重复控制注塑机进行注塑成型,因此对塑料滑轮注塑成型时,需要耗费较多的人力,且注塑成型的效率低。
3.因此需要设计一种能够自动注塑成型并脱模的塑料滑轮自动注塑成型设备。
技术实现要素:
4.为了克服现有的注塑机对塑料滑轮注塑成型时,需要耗费较多的人力,且注塑成型的效率低的缺点,本发明的技术问题:提供一种能够自动注塑成型并脱模的塑料滑轮自动注塑成型设备。
5.本发明的技术方案是:一种塑料滑轮自动注塑成型设备,包括有底板、安装架、加热管、第一安装板、驱动机构、加热模组、加料机构和注塑机构,底板的两侧均连接有安装架,安装架的之间设有加热管,一侧安装架上连接有第一安装板,第一安装板与加热管之间设有驱动机构,加热管上设有至少两个加热模组,加热管上设有加入注塑材料的加料机构,底板一侧设有对塑料滑轮注塑成型的注塑机构。
6.可选地,驱动机构包括有伺服电机、盖板、输送槽、皮带轮组件、第二安装板、第一转杆和第一转板,第一安装板上设有伺服电机,加热管的一侧设有盖板,加热管内转动式连接有输送槽,输送槽的一侧与伺服电机输出轴相连接,安装架上均连接有第二安装板,第二安装板之间转动式连接有第一转杆,第一转杆的一侧与伺服电机的输出轴之间连接有皮带轮组件,第一转杆的另一侧连接有第一转板。
7.可选地,加料机构包括有连接块、加料管、放置板和收纳盒,加热管的两侧均设有连接块,连接块上均设有加料管,加料管之间连接有放置板,放置板上设有收纳盒。
8.可选地,注塑机构包括有第三安装板、第一注塑块、第二转杆和第二注塑块,底板上连接有第三安装板,第三安装板上连接有第一注塑块,第一注塑块上设有进料限制口,进料限制口与加热管的左侧相连接,第一注塑块上转动式连接有第二转杆,第二转杆上设有第二注塑块,第二注塑块与第一注塑块配合。
9.可选地,还包括有脱模机构,脱模机构包括有第一连接板、第二连接板、滑板、导杆、推杆、第一弹簧、推板和异形杆,底板上的两侧均连接有第一连接板,第一连接板上均连接有第二连接板,第二连接板上之间设有滑板,滑板的两侧均设有导杆,导杆上均滑动式连接有推杆,推杆与同侧导杆之间均连接有第一弹簧,第一弹簧均套接在导杆上,推杆之间连接有推板,一侧推杆上连接有异形杆。
10.可选地,还包括有限位机构,限位机构包括有限位导套、限位块和第二弹簧,滑板
的两侧均设有限位导套,限位导套上均滑动式连接有限位块,限位块与同侧限位导套之间均连接有第二弹簧。
11.可选地,还包括有控量机构,控量机构包括有控量架、滑杆、控量板、第三弹簧和楔形杆,第一注塑块上连接有控量架,控量架上连接有滑杆,滑杆上滑动式连接有控量板,控量板与滑杆之间连接有第三弹簧,控量板上连接有楔形杆。
12.可选地,还包括有震落机构,震落机构包括有震落架、震落板、第四弹簧、顶杆、固定杆、第三转杆、第五弹簧、第一转动板和第二转动杆,第三安装板上连接有震落架,震落架上连接有震落板,震落板与震落架之间连接有第四弹簧,第四弹簧套接在震落板上,震落板上连接有顶杆,第一注塑块上连接有固定杆,固定杆上转动式连接有第三转杆,第三转杆上设有第一转动板,第一转动板与固定杆之间连接有第五弹簧,第一转动板上转动式连接有第二转动杆。
13.本发明具有以下优点:1、设备正在进行注塑时,会自动使得第二注塑块旋转与第一注塑块合并,并使得控量板向上移动不再挡住加热管左侧,注塑完成后,第二注塑块便会自动反向旋转打开,同时控量板向下移动再次挡住加热管左侧,从而能够做到自动进行注塑下料。
14.2、通过限位块与推杆配合,从而使得限位块对推杆和推板进行限位,进而能够有效防止在注塑过程第二注塑块产生晃动。
15.3、设备注塑完成后,因第五弹簧蓄力作用,使得第一转动板反向旋转时会敲击顶杆,从而使得顶杆和震落板向上移动,第四弹簧被压缩,随后便会因第四弹簧的回弹力使得震落板向下移动,进而拍打第一注塑块,从而使得第一注塑块进行震动,从而能够防止成型的塑料滑轮粘连在第一注塑块内不进行掉落。
附图说明
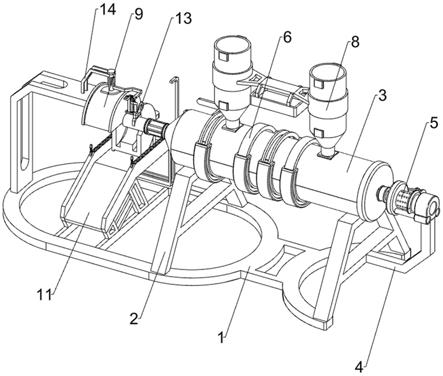
16.图1为本发明的立体结构示意图。
17.图2为本发明的第一种部分立体结构示意图。
18.图3为本发明的第二种部分立体结构示意图。
19.图4为本发明加料机构的立体结构示意图。
20.图5为本发明注塑机构的第一种立体结构示意图。
21.图6为本发明注塑机构的第二种立体结构示意图。
22.图7为本发明脱模机构的第一种立体结构示意图。
23.图8为本发明脱模机构的第二种立体结构示意图。
24.图9为本发明限位机构的立体结构示意图。
25.图10为本发明a部分的立体结构示意图。
26.图11为本发明控量机构的第一种立体结构示意图。
27.图12为本发明控量机构的第二种立体结构示意图。
28.图13为本发明震落机构的第一种立体结构示意图。
29.图14为本发明震落机构的第二种立体结构示意图。
30.图15为本发明震落机构的第三种立体结构示意图。
31.附图中的标记:1
‑
底板,2
‑
安装架,3
‑
加热管,4
‑
第一安装板,5
‑
驱动机构,51
‑
伺服
电机,52
‑
盖板,53
‑
输送槽,54
‑
皮带轮组件,55
‑
第二安装板,56
‑
第一转杆,57
‑
第一转板,6
‑
加热模组,8
‑
加料机构,81
‑
连接块,82
‑
加料管,83
‑
放置板,84
‑
收纳盒,9
‑
注塑机构,91
‑
第三安装板,92
‑
第一注塑块,93
‑
进料限制口,94
‑
第二转杆,95
‑
第二注塑块,11
‑
脱模机构,111
‑
第一连接板,112
‑
第二连接板,113
‑
滑板,114
‑
导杆,115
‑
推杆,116
‑
第一弹簧,117
‑
推板,118
‑
异形杆,12
‑
限位机构,121
‑
限位导套,122
‑
限位块,123
‑
第二弹簧,13
‑
控量机构,131
‑
控量架,132
‑
滑杆,133
‑
控量板,134
‑
第三弹簧,135
‑
楔形杆,14
‑
震落机构,141
‑
震落架,142
‑
震落板,143
‑
第四弹簧,144
‑
顶杆,145
‑
固定杆,146
‑
第三转杆,147
‑
第五弹簧,148
‑
第一转动板,149
‑
第二转动杆。
具体实施方式
32.下面结合具体实施例对本发明作进一步描述,在此发明的示意性实施例以及说明用来解释本发明,但并不作为对本发明的限定。
33.实施例1
34.一种塑料滑轮自动注塑成型设备,如图1
‑
6所示,包括有底板1、安装架2、加热管3、第一安装板4、驱动机构5、加热模组6、加料机构8和注塑机构9,底板1的右上部左右两侧均连接有安装架2,安装架2的上侧之间设有加热管3,右侧安装架2的右侧连接有第一安装板4,第一安装板4与加热管3之间设有驱动机构5,加热管3上设有四个加热模组6,加热管3的上侧设有加料机构8,底板1的左部上侧设有注塑机构9。
35.当需要进行塑料滑轮注塑成型时,将注塑材料可放置在加料机构8中,随后便可通过加料机构8将注塑材料注入加热管3内,此时可控制加热模组6进行运作,使得加热管3内部温度升高,从而使得加热管3内注塑材料进行熔化,随后便可启动驱动机构5,驱动机构5便会将熔化的注塑材料注入注塑机构9内,待注塑材料注满注塑机构9并成型后,控制注塑机构9将成型的塑料滑轮取出,随后重复上述过程进行塑料滑轮注塑成型即可,当塑料滑轮全部注塑成型后,控制驱动机构5和加热模组6停止运作。
36.驱动机构5包括有伺服电机51、盖板52、输送槽53、皮带轮组件54、第二安装板55、第一转杆56和第一转板57,第一安装板4的上侧设有伺服电机51,加热管3的右侧设有盖板52,加热管3内转动式连接有输送槽53,输送槽53的右侧与伺服电机51输出轴相连接,安装架2的后侧均连接有第二安装板55,第二安装板55之间转动式连接有第一转杆56,第一转杆56的右侧与伺服电机51的输出轴之间连接有皮带轮组件54,皮带轮组件54分别由两个皮带轮和平皮带组成,其中一个皮带轮安装在第一转杆56的右侧,另一个皮带轮安装在伺服电机51的输出轴上,平皮带安装在两个皮带轮之间,第一转杆56的左侧连接有第一转板57。
37.加料机构8包括有连接块81、加料管82、放置板83和收纳盒84,加热管3的上部左右两侧均设有连接块81,连接块81的上侧均设有加料管82,加料管82的中部之间连接有放置板83,放置板83的下侧设有收纳盒84。
38.注塑机构9包括有第三安装板91、第一注塑块92、第二转杆94和第二注塑块95,底板1的左部上侧连接有第三安装板91,第三安装板91的上部右侧连接有第一注塑块92,第一注塑块92的下部右侧设有进料限制口93,进料限制口93与加热管3的左侧相连接,第一注塑块92的后部下侧转动式连接有第二转杆94,第二转杆94上设有第二注塑块95,第二注塑块95与第一注塑块92配合。
39.当需要进行塑料滑轮注塑成型时,控制第二注塑块95旋转与第一注塑块92合并,随后可将注塑材料放置在收纳盒84和放置板83中,然后挑选合适的注塑材料放入加料管82内,此时注塑材料便会因重力掉落进入加热管3内,控制加热模组6进行运作,会使得加热管3内部温度升高,从而使得加热管3内注塑材料进行熔化,随后便可启动伺服电机51,伺服电机51便会带动输送槽53进行旋转,从而将熔化的注塑材料向左侧输送,进而会通过进料限制口93注入第一注塑块92与第二注塑块95内,待注塑材料注满第一注塑块92与第二注塑块95中并成型后,不再控制第二注塑块95,第二注塑块95便会因重力向后侧旋转与第一注塑块92分离,此时成型的塑料滑轮便会掉落取出,然后可重复上述操作,从而进行下一个塑料滑轮注塑成型,当塑料滑轮全部注塑成型后,控制伺服电机51和加热模组6停止运作即可。
40.实施例2
41.在实施例1的基础之上,如图1、图2、图7、图8、图9、图10、图11、图12、图13、图14和图15所示,还包括有脱模机构11,脱模机构11包括有第一连接板111、第二连接板112、滑板113、导杆114、推杆115、第一弹簧116、推板117和异形杆118,底板1的左部的左右两侧均连接有第一连接板111,第一连接板111的上侧均连接有第二连接板112,第二连接板112的上侧之间设有滑板113,滑板113的上部左右两侧均设有导杆114,导杆114的后侧均滑动式连接有推杆115,推杆115与同侧导杆114之间均连接有第一弹簧116,第一弹簧116均套接在导杆114上,推杆115之间连接有推板117,右侧推杆115的后侧连接有异形杆118。
42.还包括有限位机构12,限位机构12包括有限位导套121、限位块122和第二弹簧123,滑板113的顶部左右两侧均设有限位导套121,限位导套121的上侧均滑动式连接有限位块122,限位块122上部与同侧限位导套121之间均连接有第二弹簧123。
43.还包括有控量机构13,控量机构13包括有控量架131、滑杆132、控量板133、第三弹簧134和楔形杆135,第一注塑块92的右侧上部连接有控量架131,控量架131的右侧连接有滑杆132,滑杆132上滑动式连接有控量板133,控量板133与滑杆132的上侧之间连接有第三弹簧134,控量板133的右侧连接有楔形杆135。
44.初始时,控量板133会挡住加热管3的左侧,从而使得注塑材料不会进入第一注塑块92和第二注塑块95内,伺服电机51进行运作时,还会通过皮带轮组件54带动第一转杆56进行旋转,进而使得第一转板57进行旋转,当第一转板57旋转至与异形杆118接触时,便会推动异形杆118向前侧移动,从而带动推杆115和推板117向前侧移动,第一弹簧116被压缩,此时推板117便会与第二注塑块95接触,从而使得第二注塑块95旋转与第一注塑块92合并,同时异形杆118向前侧移动还会与楔形杆135接触,从而带动楔形杆135向上移动,从而使得控量板133向上移动不再挡住加热管3左侧,此时熔化的注塑材料便会进入第一注塑块92和第二注塑块95内进行注塑成型;同时推杆115向前侧移动还会与限位块122接触,进而使得限位块122向下移动,第二弹簧123被压缩,当推杆115移动至与限位块122脱离时,第二弹簧123回弹带动限位块122向上移动,从而使得限位块122对推杆115进行限位,进而能够有效防止在注塑过程第二注塑块95产生晃动;随后第一转板57继续旋转,会与异形杆118脱离,此时第一弹簧116回弹带动推杆115、推板117和异形杆118向后侧移动复位,进而使得异形杆118不再与楔形杆135接触,控量板133和楔形杆135便会因重力向下移动复位,进而使得控量板133再次挡住加热管3的左侧,同时推杆115会再次挤压限位块122,进而使得限位块122向下移动,第二弹簧123被压缩,当推杆115移动至与限位块122脱离时,第二弹簧123回
弹带动限位块122向上移动复位,随后推板117向后移动会不再与第二注塑块95接触,此时第二注塑块95会因重力向后侧旋转与第一注塑块92分离,此时成型的塑料滑轮便会掉落取出,然后装置便会重复上述过程,从而自动进行下一个塑料滑轮注塑成型。
45.还包括有震落机构14,震落机构14包括有震落架141、震落板142、第四弹簧143、顶杆144、固定杆145、第三转杆146、第五弹簧147、第一转动板148和第二转动杆149,第三安装板91的右部上侧连接有震落架141,震落架141的右侧连接有震落板142,震落板142与震落架141之间连接有第四弹簧143,第四弹簧143套接在震落板142上,震落板142的右侧连接有顶杆144,第一注塑块92的右侧连接有固定杆145,固定杆145的上部右侧转动式连接有第三转杆146,第三转杆146上设有第一转动板148,第一转动板148左侧与固定杆145右侧之间连接有第五弹簧147,第一转动板148的前侧转动式连接有第二转动杆149。
46.设备正在进行注塑时,控量板133会向上移动,从而会顶动第二转动杆149向上移动,从而会推动第一转动板148进行旋转,第五弹簧147发生形变,进而使得第一转动板148的后侧向下移动与顶杆144脱离;注塑完成后,控量板133会向下移动复位,此时控量板133会与第二转动杆149脱离,第五弹簧147复原,便会带动第一转动板148反向旋转,此时因第五弹簧147蓄力作用,使得第一转动板148反向旋转时会敲击顶杆144,从而使得顶杆144和震落板142向上移动,第四弹簧143被压缩,随后便会因第四弹簧143的回弹力使得震落板142向下移动,进而拍打第一注塑块92,从而使得第一注塑块92进行震动,从而能够防止成型的塑料滑轮粘连在第一注塑块92内不进行掉落。
47.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于上述实施方式,在本领域技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1