用于形成层压结构的自动化系统和方法与流程
1.本公开大体上涉及形成由纤维增强聚合物制成的层压结构,并且更具体地涉及从由纤维增强聚合物制成的面板移除背衬层。
背景技术:
2.层压结构能够由纤维增强聚合物的堆叠板层制成。通常,堆叠板层中的每一个板层都由未固化的预浸渍纤维增强聚合物制成。使用未固化的预浸渍纤维增强聚合物是因为它们能够在固化之前成形为各种形状中的任何一种。未固化的预浸渍纤维增强聚合物的堆叠板层可具有附着到板层的背纸,以帮助防止在板层的运输、储存或处理期间损坏或污染未固化的预浸渍纤维增强聚合物。在固化板层之前,移除背纸。然而,由于未固化的预浸渍纤维增强聚合物的黏着性和背纸的薄,以高效自动化方式移除背纸而不损坏未固化的预浸渍纤维增强聚合物可能是困难的。
技术实现要素:
3.本技术的主题是响应于现有技术的现状、特别是响应于从未固化的预浸渍纤维增强聚合物的板层移除背纸的方法的缺点而开发的,目前可用的技术尚未完全解决上述缺点。因此,已经开发本技术的主题以提供一种用于从未固化的预浸渍纤维增强聚合物的板层中自动化地移除背纸的自动化系统和相关方法,它们克服了现有技术的上述缺点中的至少一些。
4.以下是本文公开的主题的示例的非详尽列表,这些示例可以被要求保护,也可以不被要求保护。
5.本文公开了一种从由未固化的预浸渍纤维增强聚合物制成的面板移除背衬层的方法。背衬层经由背衬层与未固化的预浸渍纤维增强聚合物之间的黏着力被固定到面板的宽阔表面,并与该表面齐平。该方法包括将面板相对于边缘接合工具定向于背衬分离取向的步骤。该方法还包括将面板相对于边缘接合工具定位于背衬分离位置的步骤。该方法进一步包括以下步骤:相对于面板并且当面板处于背衬分离取向和背衬分离位置时移动边缘接合工具,使得边缘接合工具的背衬接合特征件仅在背衬层的边缘部分处接合背衬层,并且只有背衬层的边缘部分与面板分离。在边缘部分与面板分离之后,该方法附加地包括以下步骤:夹住背衬层的边缘部分,并且当背衬层被夹住时使背衬层相对于面板移动,使得整个背衬层与面板分离。本段落的前述主题表征了本公开的示例1。
6.边缘接合工具包括板,并且背衬接合特征件包括从板突出的多个突出物。移动边缘接合工具的步骤包括:当面板定向于背衬分离取向并定位于背衬分离位置时,使板沿着相对于面板以板角成角度且与边缘部分的前缘平行的平面往复运动,使得当板沿着平面移动时,仅板的多个突出物仅接合背衬层的边缘部分。本段落的前述主题表征了本公开的示例2,其中示例2还包括上述的根据示例1的主题。
7.板沿着平面沿向前方向和向后方向往复运动。向前方向与向后方向相反。多个突
出物与背衬层的边缘部分之间的每次接合导致背衬层与面板的至少部分分离。当板沿向前方向移动时,多个突出物接合边缘部分。当板沿向后方向移动时,多个突出物基本上不接合边缘部分,从而在板沿向后方向移动时,保持背衬层与面板的至少部分分离。本段落的前述主题表征了本公开的示例3,其中示例3还包括上述的根据示例2的主题。
8.多个突出物中的每一个都包括面向向前方向的锐边和面向向后方向的钝边。多个突出物与背衬层的边缘部分的接合包括多个突出物的锐边至少部分地穿透背衬层的边缘部分。本段落的前述主题表征了本公开的示例4,其中示例4还包括上述的根据示例3的主题。
9.板角是斜角。本段落的前述主题表征了本公开的示例5,其中示例5还包括上述的根据示例2-4中的任一个的主题。
10.板角是锐角。本段落的前述主题表征了本公开的示例6,其中示例6还包括上述的根据示例5的主题。
11.使板往复运动包括使板往复运动至少两次,使得板的多个突出物仅与背衬层的边缘部分接合至少两次。本段落的前述主题表征了本公开的示例7,其中示例7还包括上述的根据示例2-6中的任一个的主题。
12.边缘接合工具包括轮,并且背衬接合特征件包括围绕轮周向间隔开的齿。移动边缘接合工具的步骤包括:当面板定向于背衬分离取向并定位于背衬分离位置时,围绕与背衬层的边缘部分的前缘平行的轴线旋转轮,并且当旋转轮时,沿与面板的宽阔表面平行的轮方向平移轮,使得仅轮的齿重复接合背衬层的边缘部分。本段落的前述主题表征了本公开的示例8,其中示例8还包括上述的根据示例1的主题。
13.背衬层进一步包括在面板的相对于边缘部分的相反端部处的第二边缘部分。边缘接合工具进一步包括第二轮,并且背衬接合特征件进一步包括围绕第二轮周向间隔开的第二齿。移动边缘接合工具的步骤进一步包括:围绕与背衬层的第二边缘部分的后缘平行的第二轴线沿与轮的旋转方向相反的旋转方向旋转第二轮,并且当旋转第二轮时,沿与面板的宽阔表面平行且与轮方向相反的第二轮方向平移轮,使得仅第二轮的第二齿重复接合背衬层的第二边缘部分,并且只有背衬层的第二边缘部分与面板分离。本段落的前述主题表征了本公开的示例9,其中示例9还包括上述的根据示例8的主题。
14.该方法进一步包括:当夹具正夹住背衬层的边缘部分时并且在第二边缘部分与面板分离之后,用第二夹具夹住背衬层的第二边缘部分。该方法附加地包括:当被第二夹具夹住时并且当相对于面板移动夹具时,相对于面板移动第二夹具,使得整个背衬层与面板分离。本段落的前述主题表征了本公开的示例10,其中示例10还包括上述的根据示例9的主题。
15.面板包括与宽阔表面相反的第二宽阔表面。第二背衬层经由第二背衬层与未固化的预浸渍纤维增强聚合物之间的第二黏着力被固定到面板的第二宽阔表面,并与该表面齐平。在将整个背衬层与面板分离之后,该方法进一步包括以下步骤:将面板相对于第二边缘接合工具定向于第二背衬分离取向以及将面板相对于第二边缘接合工具定位于第二背衬分离位置中的至少一者。在将整个背衬层与面板分离之后,该方法还包括以下步骤:相对于面板并且当面板处于第二背衬分离取向和第二背衬分离位置中的至少一者时移动第二边缘接合工具,使得第二边缘接合工具的第二工具背衬接合特征件仅接合第二背衬层的第二
背衬层边缘部分并且只有第二背衬层的第二背衬层边缘部分与面板分离中的至少一者。在将整个背衬层与面板分离之后,该方法附加地包括以下步骤:在第二背衬层边缘部分与面板分离之后夹住第二背衬层的第二背衬层边缘部分,以及当第二背衬层边缘部分被夹住时使第二背衬层边缘部分相对于面板移动,使得整个第二背衬层与面板分离中的至少一者。本段落的前述主题表征了本公开的示例11,其中示例11还包括上述的根据示例1-10中的任一个的主题。
16.夹住背衬层的边缘部分的步骤包括用夹具夹住背衬层的边缘部分。夹住第二背衬层的第二背衬层边缘部分的步骤包括用第二夹具夹住第二背衬层边缘部分。本段落的前述主题表征了本公开的示例12,其中示例12还包括上述的根据示例11的主题。
17.将面板相对于第二边缘接合工具定向于第二背衬分离取向的步骤包括翻转面板。本段落的前述主题表征了本公开的示例13,其中示例13还包括上述的根据示例11-12中的任一个的主题。
18.第二边缘接合工具包括第二工具板,并且第二工具背衬接合特征件包括从第二工具板突出的多个第二工具突出物。移动第二边缘接合工具的步骤包括:当面板定向于第二背衬分离取向并定位于第二背衬分离位置时,使第二工具板沿着相对于面板以第二板角成角度且与第二背衬层边缘部分的第二背衬层前缘平行的第二平面往复运动,使得仅第二工具板的多个第二工具突出物仅接合第二背衬层的第二背衬层边缘部分。本段落的前述主题表征了本公开的示例14,其中示例14还包括上述的根据示例11-13中的任一个的主题。
19.往复运动时的第二工具板与往复运动时的板共面或平行。本段落的前述主题表征了本公开的示例15,其中示例15还包括上述的根据示例14的主题。
20.往复运动时的第二工具板相对于往复运动时的板成角度。本段落的前述主题表征了本公开的示例16,其中示例16还包括上述的根据示例14的主题。
21.往复运动时的第二工具板与往复运动时的板之间的角度不大于90
°
。本段落的前述主题表征了本公开的示例17,其中示例17还包括上述的根据示例16的主题。
22.定向面板、定位面板、移动边缘接合工具和夹住边缘部分的步骤是自动化的。本段落的前述主题表征了本公开的示例18,其中示例18还包括上述的根据示例1-17中的任一个的主题。
23.该方法进一步包括在将面板定向于背衬分离取向之后、在将面板定位于背衬分离位置之后并且在移动边缘接合工具之前,将背衬层压靠在面板的宽阔表面上。本段落的前述主题表征了本公开的示例19,其中示例19还包括上述的根据示例1-18中的任一个的主题。
24.将背衬层压靠在宽阔表面上包括使滚轮沿着背衬层滚动。本段落的前述主题表征了本公开的示例20,其中示例20还包括上述的根据示例19的主题。
25.面板包括呈堆叠布置的多个板层。多个板层中的每一个包括单向纤维。多个板层中的至少一个的单向纤维沿与多个板层中的至少另一个的单向纤维不同的方向定向。本段落的前述主题表征了本公开的示例21,其中示例21还包括上述的根据示例1-20中的任一个的主题。
26.该方法进一步包括在移动边缘接合工具的步骤期间将面板的温度保持在72
°
或以下的步骤。本段落的前述主题表征了本公开的示例22,其中示例22还包括上述的根据示例
1-21中的任一个的主题。
27.将面板的温度保持在72
°
或以下的步骤包括将温度在72
°
或以下的空气吹到面板上。本段落的前述主题表征了本公开的示例23,其中示例23还包括上述的根据示例22的主题。
28.本文中进一步公开了一种用于从由未固化的预浸渍纤维增强聚合物制成的面板移除背衬层的自动化系统。背衬层经由背衬层与未固化的预浸渍纤维增强聚合物之间的黏着力被固定到面板的宽阔表面上,并与该表面齐平。该自动化系统包括边缘接合工具,该边缘接合工具包括背衬接合特征件并且可相对于面板移动,使得边缘接合工具的背衬接合特征件仅接合背衬层的边缘部分并且只有背衬层的边缘部分与面板分离。该自动化系统还包括夹具,该夹具被配置为当边缘部分与面板分离时夹住边缘部分,并且当边缘部分被夹具夹住时可相对于面板移动,使得整个背衬层与面板分离。本段落的前述主题表征了本公开的示例24。
29.边缘接合工具包括板。背衬接合特征件包括从板突出的多个突出物。板相对于面板以板角固定。板可选择性地操作以沿着相对于面板以板角成角度且与边缘部分的前缘平行的平面往复运动。本段落的前述主题表征了本公开的示例25,其中示例25还包括上述的根据示例24的主题。
30.板沿着平面沿朝向面板的向前方向和远离面板的向后方向往复运动。多个突出物中的每一个都包括面向向前方向的锐边和面向向后方向的钝边。本段落的前述主题表征了本公开的示例26,其中示例26还包括上述的根据示例25的主题。
31.板角是斜角。本段落的前述主题表征了本公开的示例27,其中示例27还包括上述的根据示例25-26中的任一个的主题。
32.板角是锐角。本段落的前述主题表征了本公开的示例28,其中示例28还包括上述的根据示例27的主题。
33.该自动化系统进一步包括第二边缘接合工具,该第二边缘接合工具包括第二工具背衬接合特征件。面板包括与宽阔表面相反的第二宽阔表面。第二背衬层经由第二背衬层与未固化的预浸渍纤维增强聚合物之间的黏着力被固定到面板的第二宽阔表面,并与该表面齐平。本段落的前述主题表征了本公开的示例29,其中示例29还包括上述的根据示例25-28中的任一个的主题。
34.往复运动时的第二工具板与往复运动时的板共面或平行。本段落的前述主题表征了本公开的示例30,其中示例30还包括上述的根据示例29的主题。
35.往复运动时的第二工具板相对于往复运动时的板成角度。本段落的前述主题表征了本公开的示例31,其中示例31还包括上述的根据示例29的主题。
36.边缘接合工具包括轮。背衬接合特征件包括围绕轮周向间隔开的齿。轮可选择性地操作以围绕与背衬层的边缘部分的前缘平行的轴线旋转,并且在轮正在旋转的同时平行于面板的宽阔表面平移。本段落的前述主题表征了本公开的示例32,其中示例32还包括上述的根据示例24的主题。
37.背衬层进一步包括在面板的相对于边缘部分的相反端部处的第二边缘部分。边缘接合工具进一步包括第二轮。背衬接合特征件进一步包括围绕第二轮周向间隔开的第二齿。第二轮可选择性地操作以围绕与背衬层的第二边缘部分的后缘平行的轴线沿与轮的旋
转方向相反的旋转方向旋转,并且在第二轮正在旋转的同时平行于面板的宽阔表面平移。本段落的前述主题表征了本公开的示例33,其中示例33还包括上述的根据示例32的主题。
38.该自动化系统还包括滚轮,该滚轮可选择性地操作以当背衬层被粘合地固定到面板的宽阔表面时沿着背衬层滚动。本段落的前述主题表征了本公开的示例34,其中示例34还包括上述的根据示例24-33中的任一个的主题。
39.本文中附加地公开了一种形成层压结构的方法。该方法包括将第一面板和固定到第一面板的背衬层相对于边缘接合工具定向于背衬分离取向的步骤。第一面板由未固化的预浸渍纤维增强聚合物制成,并且背衬层经由背衬层与第一面板的未固化的预浸渍纤维增强聚合物之间的背衬到面板的黏着力被固定到第一面板的第一面板宽阔表面。该方法还包括将第一面板相对于边缘接合工具定位于背衬分离位置的步骤。该方法进一步包括以下步骤:相对于第一面板并且当第一面板处于背衬分离取向和背衬分离位置时移动边缘接合工具,使得边缘接合工具的背衬接合特征件仅在背衬层的边缘部分处接合背衬层,并且只有背衬层的边缘部分与第一面板分离。该方法附加地包括以下步骤:将第一面板堆叠到由未固化的预浸渍纤维增强聚合物制成的第二面板上,使得第一面板经由第一面板的预浸渍纤维增强聚合物与第二面板的未固化的预浸渍纤维增强聚合物之间的面板到面板的黏着力被直接固定到第二面板,并且第一面板与第二面板形成层压结构。本段落的前述主题表征了本公开的示例35。
40.将第一面板堆叠到第二面板上的步骤包括将第一面板堆叠到第二面板上,使得第一面板宽阔表面经由面板到面板的黏着力被直接固定到第二面板宽阔表面。本段落的前述主题表征了本公开的示例36,其中示例36还包括上述的根据示例35的主题。
41.第一面板包括与第一面板宽阔表面相反的第二第一面板宽阔表面。第二背衬层经由第二背衬层与未固化的预浸渍纤维增强聚合物之间的第二黏着力被固定到面板的第二第一面板宽阔表面,并与该表面齐平。将第一面板堆叠到第二面板上的步骤包括将第一面板相对于第二边缘接合工具定位于第二背衬分离位置。该方法进一步包括以下步骤:相对于第一面板并且当第一面板处于第二背衬分离位置时移动第二边缘接合工具,使得第二边缘接合工具的第二工具背衬接合特征件仅接合第二背衬层的第二背衬层边缘部分,并且只有第二背衬层的第二背衬层边缘部分与面板分离。该方法还包括在第二背衬层边缘部分与第一面板分离之后夹住第二背衬层的第二背衬层边缘部分,并且当第二背衬层边缘部分被夹住时,相对于第一面板移动第二背衬层边缘部分,使得整个第二背衬层与第一面板分离。本段落的前述主题表征了本公开的示例37,其中示例37还包括上述的根据示例36的主题。
42.在将第一面板堆叠到第二面板上的步骤之后执行移动边缘接合工具和夹住背衬层的边缘部分的步骤。本段落的前述主题表征了本公开的示例38,其中示例38还包括上述的根据示例35-37中的任一个的主题。
43.第一面板和第二面板中的每一个都包括呈堆叠布置的多个板层。第一面板和第二面板的多个板层中的每一个都包括单向纤维。本段落的前述主题表征了本公开的示例39,其中示例39还包括上述的根据示例35-38中的任一个的主题。
44.第一面板的多个板层中的至少一个的单向纤维沿与第一面板的多个板层中的至少另一个的单向纤维不同的方向定向。第二面板的多个板层中的至少一个的单向纤维沿与第二面板的多个板层中的至少另一个的单向纤维不同的方向定向。本段落的前述主题表征
了本公开的示例40,其中示例40还包括上述的根据示例39的主题。
45.第一面板和第二面板中的至少一者的多个板层由四个板层组成,包括:第一板层,其中单向纤维以0
°
定向;第二板层,其中单向纤维以+45
°
定向;第三板层,其中单向纤维以90
°
定向;以及第四板层,其中单向纤维以-45
°
定向。本段落的前述主题表征了本公开的示例41,其中示例41还包括上述的根据示例40的主题。
46.第一面板和第二面板二者的多个板层由四个板层组成,包括:第一板层,其中单向纤维以0
°
定向;第二板层,其中单向纤维以+45
°
定向;第三板层,其中单向纤维以90
°
定向;以及第四板层,其中单向纤维以-45
°
定向。本段落的前述主题表征了本公开的示例42,其中示例42还包括上述的根据示例40的主题。
47.第一面板和第二面板中的至少一者的多个板层由四个板层组成,每个板层具有以0
°
定向的单向纤维。本段落的前述主题表征了本公开的示例43,其中示例43还包括上述的根据示例39的主题。
48.第一面板的多个板层被布置成第一堆叠和第二堆叠。第二堆叠被堆叠到第一堆叠上。第一堆叠的板层对齐。第二堆叠的板层未对齐。第二堆叠的板层中的每一个板层都包括细长条带。第二堆叠的细长条带形成簇(cluster)。第一面板宽阔表面包括第一堆叠和簇的部分,使得背衬层被固定到第一堆叠和簇二者的部分。本段落的前述主题表征了本公开的示例44,其中示例44还包括上述的根据示例39-43中的任一个的主题。
49.该方法进一步包括以相对于彼此不同的角度将细长条带自动化地单独施加到第一堆叠上以形成第二堆叠的簇的步骤。本段落的前述主题表征了本公开的示例45,其中示例45还包括上述的根据示例44的主题。
50.将细长条带自动化地单独施加到第一堆叠上的步骤包括:在保持细长条带的取向的同时,相对于细长条带递增地旋转第一堆叠。本段落的前述主题表征了本公开的示例46,其中示例46还包括上述的根据示例45的主题。
51.该方法进一步包括以下步骤:在移动边缘接合工具的步骤之前,当第一面板被堆叠到第二面板上时沿垂直于第一面板宽阔表面的堆叠方向调整边缘接合工具和第二面板之间的距离。本段落的前述主题表征了本公开的示例47,其中示例47还包括上述的根据示例35-46中的任一个的主题。
52.第一面板和第二面板中的每一者都包括呈堆叠布置的多个板层。该方法进一步包括以下步骤:将由未固化的预浸渍纤维增强聚合物制成的片材超声切割成多个板层,堆叠第一组多个板层以形成第一面板,以及堆叠第二组多个板层以形成第二面板。本段落的前述主题表征了本公开的示例48,其中示例48还包括上述的根据示例35-47中的任一个的主题。
53.该方法进一步包括以下步骤:在第一面板被堆叠到第二面板上之后将第一面板和第二面板压缩在一起并加热,使得未固化的预浸渍纤维增强聚合物固化。本段落的前述主题表征了本公开的示例49,其中示例49还包括上述的根据示例48的主题。
54.在对第一面板和第二面板进行压缩和加热的步骤之后,该方法进一步包括以下步骤:使第一面板或第二面板中的一个的外表面粗糙化以形成粗糙外表面,对粗糙外表面进行清洁以形成清洁的粗糙外表面,将底漆层施加到清洁的粗糙外表面上,以及将油墨施加到底漆层上。本段落的前述主题表征了本公开的示例50,其中示例50还包括上述的根据示
例49的主题。
55.该方法进一步包括将聚合物层压缩成型到底漆层上和油墨上方以形成预切割层压结构的步骤。本段落的前述主题表征了本公开的示例51,其中示例51还包括上述的根据示例50的主题。
56.该方法进一步包括对预切割层压结构进行切割以形成具有预定义形状的切割的层压结构的步骤。本段落的前述主题表征了本公开的示例52,其中示例52还包括上述的根据示例51的主题。
57.切割的层压结构包括高尔夫球杆头的击球板。本段落的前述主题表征了本公开的示例53,其中示例53还包括上述的根据示例52的主题。
58.本公开的主题的所描述的特征、结构、优点和/或特性可以在一个或多个示例和/或实施方式中以任何合适的方式组合。在以下描述中,提供了许多具体细节以给予对本公开的主题的示例的透彻理解。相关领域的技术人员将认识到,可以在没有特定示例或实施方式的具体特征、细节、部件、材料和/或方法中的一个或多个的情况下实践本公开的主题。在其他情况下,可以在某些示例和/或实施方式中认识到可能不存在于所有示例或实施方式中的附加特征和优点。此外,在一些情况下,未详细示出或描述众所周知的结构、材料或操作以避免混淆本公开的主题的各方面。本公开的主题的特征和优点将从以下描述和随附权利要求中变得更加明显,或者可以通过如下文阐述的主题的实践而获悉。
附图说明
59.为了可以更容易地理解主题的优点,将通过参考在附图中图示的具体示例来呈现对以上简要描述的主题的更具体的描述。理解了这些不一定按比例绘制的附图仅描绘了主题的某些示例并因此不应被视为对其范围的限制这一点,将通过使用附图以额外的特异性和细节来描述和解释主题,其中:
60.图1是根据本公开的一个或多个示例的用于从面板移除背衬层的自动化系统的边缘接合工具的示意侧视图,示出了边缘接合工具处于第一运动阶段;
61.图2a是根据本公开的一个或多个示例的图1的边缘接合工具的示意侧视图,示出了边缘接合工具处于第二运动阶段;
62.图2b是根据本公开的一个或多个示例的图2a的边缘接合工具的一部分的示意侧视放大图;
63.图3a是根据本公开的一个或多个示例的图1的边缘接合工具的示意侧视图,示出了边缘接合工具处于第三运动阶段;
64.图3b是根据本公开的一个或多个示例的图3a的边缘接合工具的一部分的示意侧视放大图;
65.图4a是根据本公开的一个或多个示例的图1的边缘接合工具的示意侧视图,示出了边缘接合工具处于第四运动阶段;
66.图4b是根据本公开的一个或多个示例的图4a的边缘接合工具的一部分的示意侧视放大图;
67.图5是根据本公开的一个或多个示例的图1的边缘接合工具的示意侧视图,示出了边缘接合工具处于第五运动阶段;
68.图6是根据本公开的一个或多个示例的图1的边缘接合工具的示意侧视图,示出了边缘接合工具处于第六运动阶段;
69.图7是根据本公开的一个或多个示例的图1的边缘接合工具的示意侧视图,示出了边缘接合工具处于第七运动阶段;
70.图8是根据本公开的一个或多个示例的图1的边缘接合工具的示意侧视图,示出了边缘接合工具处于第八运动阶段;
71.图9是根据本公开的一个或多个示例的用于从面板移除背衬层的自动化系统的夹具的示意侧视图;
72.图10是根据本公开的一个或多个示例的图9的夹具的示意侧视图,示出了夹具夹住背衬层的边缘部分;
73.图11是根据本公开的一个或多个示例的图9的夹具的示意侧视图,示出了夹具夹住并拉动背衬层的边缘部分;
74.图12是根据本公开的一个或多个示例的图9的夹具的示意侧视图,示出了夹具夹住背衬层并从面板移除背衬层;
75.图13是根据本公开的一个或多个示例的用于从面板移除背衬层的自动化系统的示意侧视图;
76.图14是根据本公开的一个或多个示例的用于从面板移除背衬层的自动化系统的示意侧视图;
77.图15是根据本公开的一个或多个示例的用于从面板移除背衬层的自动化系统的边缘接合工具的示意侧视图,示出了边缘接合工具处于第一运动阶段;
78.图16是根据本公开的一个或多个示例的图15的边缘接合工具的示意侧视图,示出了边缘接合工具处于第二运动阶段;
79.图17是根据本公开的一个或多个示例的图15的边缘接合工具的示意侧视图,示出了边缘接合工具处于第三运动阶段;
80.图18是根据本公开的一个或多个示例的图15的边缘接合工具的示意侧视图,示出了边缘接合工具处于第四运动阶段;
81.图19是根据本公开的一个或多个示例的用于从面板移除背衬层的自动化系统的夹具的示意侧视图;
82.图20是根据本公开的一个或多个示例的图19的夹具的示意侧视图,示出了夹具夹住背衬层的边缘部分;
83.图21是根据本公开的一个或多个示例的图19的夹具的示意侧视图,示出了夹具夹住背衬层并从面板移除背衬层;
84.图22是根据本公开的一个或多个示例的用于从面板移除背衬层的自动化系统的滚轮的示意侧视图;
85.图23是根据本公开的一个或多个示例的面板的示意各向同性视图;
86.图24是根据本公开的一个或多个示例的面板的示意各向同性分解图;
87.图25是根据本公开的一个或多个示例的用于形成面板的自动化系统的机械臂和可旋转平台的示意各向同性视图;
88.图26是根据本公开的一个或多个示例的面板的示意各向同性视图;
89.图27是根据本公开的一个或多个示例的图26的面板的示意各向同性视图;
90.图28是根据本公开的一个或多个示例的高尔夫球杆头的示意各向同性视图;
91.图29是根据本公开的一个或多个示例的形成层压结构的方法的示意流程图;
92.图30a是根据本公开的一个或多个示例的第一面板被堆叠到第二面板上的示意各向同性视图;
93.图30b是根据本公开的一个或多个示例的层压结构的示意各向同性分解图;
94.图30c是根据本公开的一个或多个示例的面板的示意俯视图;
95.图31是根据本公开的一个或多个示例的预浸渍增强聚合物片材以及板层从其移除的示意各向同性视图;
96.图32是根据本公开的一个或多个示例的数个板层被堆叠以形成第一面板并且数个板层被堆叠以形成第二面板的示意各向同性视图;
97.图33是根据本公开的一个或多个示例的第一面板和第二面板被压缩在一起并被加热的示意各向同性视图;
98.图34是根据本公开的一个或多个示例的对图33的第一面板进行表面粗糙化的示意各向同性视图;
99.图35是根据本公开的一个或多个示例的对图34的第一面板进行清洁的示意各向同性视图;
100.图36是根据本公开的一个或多个示例的图35的第一面板以及施加到第一面板上的底漆层的示意各向同性视图;
101.图37是根据本公开的一个或多个示例的图36的第一面板和底漆层以及施加到底漆层上的油墨的示意各向同性视图;
102.图38是根据本公开的一个或多个示例的图37的第一面板、底漆层和油墨以及施加到油墨上以形成预切割层压结构的聚合物层的示意各向同性视图;
103.图39是根据本公开的一个或多个示例的从图38的预切割层压结构切割下来的切割层压结构的示意各向同性视图;和
104.图40是根据本公开的一个或多个示例的用于从面板移除背衬层的自动化系统的边缘接合工具的示意侧视图。
具体实施方式
105.在整个说明书中对“一个示例”、“示例”或类似语言的提及意味着结合该示例描述的特定特征、结构或特性包括在本公开的至少一个示例中。在整个说明书中出现的短语“在一个示例中”、“在示例中”及类似语言可能但不一定都指同一个示例。类似地,术语“实施方式”的使用是指具有结合本公开的一个或多个示例描述的特定特征、结构或特性的实施方式,然而,如果缺乏明确的相关性来另外指示,则实施方式可以与一个或多个示例相关联。
106.由未固化的预浸渍纤维增强聚合物层制成的层压结构可能难以制造。有时,制造这种层压结构的困难源于未固化的预浸渍纤维增强聚合物层的制备、处理和组装。本文公开了一种系统和制造方法,其克服了与层压结构的制造相关联的许多困难。例如,本文公开的系统和制造方法可以是自动化系统和制造方法,其提供从由未固化的预浸渍纤维增强聚合物制成的面板自动化地移除背衬层的高效方式。背衬层的高效移除使得能够以高效且精
确的方式自动化地堆叠数个面板。作为附加示例,自动化系统和制造方法促进了以不同角度高效且精确地自动化堆叠未固化的预浸渍纤维增强聚合物的数个条带以形成面板。此外,在一些示例中,本文公开的自动化系统和制造方法提供了一种高效且精确的方式来自动化地制造高尔夫球杆头的击球板。
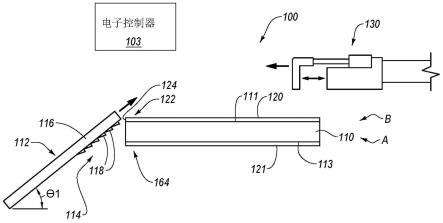
107.根据一些示例,本公开的自动化系统100包括边缘接合工具112和夹具130。参考图1-图8和图15-图18,在某些示例中,边缘接合工具112被配置为促进从面板110(例如,第一面板)部分地移除背衬层120,例如以自动化方式。如图9-图12和图19-图21所示,夹具130被配置为促进从面板110完全移除背衬层120。
108.面板110由未固化的预浸渍纤维增强聚合物制成。如本文所使用的,未固化的预浸渍纤维增强聚合物是包括嵌入聚合物基体中的纤维的材料,其中聚合物基体是可固化的,并且可以部分固化,但未完全固化,例如用所谓的b阶段预浸料。换句话说,未固化的预浸渍纤维增强聚合物的聚合物基体能够部分固化或在某种化学反应已经开始的情况下,与液态或可流动状态的聚合物基体相比,有助于提供一些刚性,但是在该化学反应已经完成的情况下,聚合物基体还没有完全固化。因此,如本文所使用的,当用于描述预浸渍纤维增强聚合物的固化状态时,未固化是指未完全固化或至多部分固化。因此,部分固化的聚合物基体处于未进行任何固化的状态(例如,a阶段)(其中聚合物基体呈液体或可流动形式且未经历任何化学反应)和完全固化(其中聚合物基体呈刚性形式且已经历完整的化学反应)之间的固化状态。部分固化的聚合物基体是柔韧的、易变形的、发黏的和可处理的,使得纤维能够被聚合物基体保持在适当的位置,并且预浸渍的纤维增强聚合物在聚合物基体的最终固化之前能够被成型为期望的形状。在某些示例中,在聚合物基体(其可以是热固性环氧树脂或树脂)固化或硬化之后,纤维增强聚合物变得僵硬、不柔韧且不发黏。在一些示例中,环氧树脂可以是各种类型的环氧树脂中的任何一种,并且纤维可以是各种纤维中的任何一种,例如碳纤维、玻璃纤维等。在某些实施例中,未固化的预浸渍纤维增强聚合物的纤维的体积分数为50%,并且未固化的预浸渍纤维增强聚合物的环氧树脂的重量分数为45%。
109.参考图23,示出了面板110的一个示例。面板110由预浸渍的纤维增强聚合物制成。更具体地,面板110包括嵌入聚合物基体172中的单向纤维170。
110.尽管在某些示例中面板110包括不超过一个板层,但在另一些示例中,面板110包括多个板层129。板层129中的每一个由预浸渍纤维增强聚合物制成。因此,板层129中的每一个的单向纤维170是连续的且彼此平行。面板110的板层129被堆叠在一起呈堆叠布置(例如,形成板层的堆叠)。因为板层129的聚合物基体仅部分固化,所以面板110的板层129经由聚合物基体的黏着性被联接在一起或保持在堆叠布置中。如本文所使用的,由聚合物基体的黏着性产生的将面板110的板层129联接在一起、将数个面板联接在一起以及将背衬层120联接到板层129的粘合力被称为黏着力。更具体地,将板层或面板粘合地结合在一起的黏着力被认为是面板到面板的黏着力,而将背衬层粘合地结合到板层或面板的黏着力被认为是背衬到面板的黏着力。
111.给定面板110的板层129能够相对于彼此布置,使得给定板层129的单向纤维170平行于相邻的一个板层129的单向纤维170或相对于其成角度。在一个示例中,面板110的板层129相对于彼此布置,使得面板110的所有板层129的单向纤维170是单向的、彼此平行或沿相同方向延伸。然而,在另一些示例中,面板110的板层129相对于彼此布置,使得板层129中
的任何一个板层的单向纤维170相对于板层129中的任何其他一个板层成角度。
112.在图23和图32所示的示例中,面板110包括四个板层129。图23和图32的面板110的四个板层129包括第一板层129a、第二板层129b、第三板层129c和第四板层129d。第一板层129a的单向纤维170以0
°
定向,第二板层129b的单向纤维170相对于第一板层129a的单向纤维170以+45
°
定向,第三板层129c的单向纤维170相对于第一板层129a的单向纤维170以90
°
定向,而第四板层129d的单向纤维170相对于第一板层129a的单向纤维170以-45
°
定向。
113.如本文所使用的,具有图23中所示的板层布置的面板110是准各向同性面板的一个示例。此外,图23的面板110相对于与板层的宽阔表面平行并将面板110分成两半的中平面是非对称的。尽管图23和图32中所示的面板110的板层129具有[0
°
、+45
°
、90
°
、-45
°
]铺设配置,但在另一些示例中,铺设配置可以不同,例如[0
°
、90
°
、+45
°
、-45
°
]。可以认识到,图23和图32中面板110的特定铺设确保相邻板层的纤维相对于彼此的角度不超过45
°
,这有助于提高面板的强度和性能。根据一些示例,面板110的板层129还可以具有不同的铺设配置,例如包括相对于具有以0
°
定向的单向纤维170的板层的具有以+60
°
定向的单向纤维170的板层和具有以-60
°
定向的单向纤维170的板层。换句话说,鉴于前述,本公开的面板110可具有一个板层或任意数量的堆叠板层,其中纤维相对于彼此处于各种取向中的任一取向。板层的纤维的相对取向对应于期望的方向性刚度(例如,x轴刚度或y轴刚度)和在面板110的这些方向上的期望刚度水平。
[0114]
尽管从板层到板层的单向纤维170可能不平行,但图23所示示例的面板110的板层129是对齐的。板层129是对齐的是因为板层129的外周边边缘是对齐或齐平的。如本文所使用的,关于板层129的对齐,当板层的相应边缘基本上共面时,板层129的周边边缘是齐平的。因为板层129是对齐的,所以面板110的厚度t在面板110上的任何位置处都是恒定的或相同的。
[0115]
参考图24、图26和图27,在一些示例中,面板110被认为是簇面板,因为面板110包括细长条带145的簇165。簇165被堆叠在对齐的板层上,就像图23中所示,从而形成面板110。簇165限定了面板110的第二堆叠163,而对齐的板层限定了面板110的第一堆叠161。因此,第二堆叠163的板层129是细长条带145。细长条带145由未固化的预浸渍纤维增强聚合物制成。此外,如图24所示,细长条带145中的每一个沿着细长条带145的长度l2被拉长,该长度l2可以等于或小于第一堆叠161的长度l1(即,面板110的长度l1)。因此,细长条带145中的每一个具有大于细长条带145的宽度w2的长度l2。细长条带145中的每一个的单向纤维170平行于细长条带145的长度l2延伸。细长条带145被认为是条带,因为条带145中的每一个的宽度w2小于面板110的第一堆叠161的宽度w1(即,面板110的宽度w1),细长条带145被堆叠在面板110的第一堆叠161上以形成面板110。根据一些示例,细长条带145中的每一个的宽度w2相同。然而,在另一些示例中,细长条带145中的至少一个的宽度w2可以不同于细长条带145中的至少另一个的宽度w2。
[0116]
在某些示例中,细长条带145被堆叠到第一堆叠161上,使得细长条带145中的每一个的中心(或中点)在第一堆叠161上居中。因此,在一些示例中,簇165或第二堆叠163在第一堆叠161上居中。然而,尽管簇165的细长条带145在第一堆叠161上居中,但是细长条带145相对于彼此成角度,使得细长条带145被认为是未对齐的。更具体地,细长条带145未对齐是因为板层129的外周边边缘未对齐或不齐平。细长条带145中的每一个相对于细长条带
145中的第一相邻条带以簇角θ3成角度,并且相对于细长条带145中的第二相邻条带以簇角θ4成角度。在一些示例中,簇角θ3不同于簇角θ4。根据一个示例,簇角θ3为35
°
,而簇角θ4为55
°
。然而,在另一些示例中,簇角θ3与簇角θ4相同。根据一个示例(其中簇165具有四个细长条带145),簇角θ3和簇角θ4二者均为45
°
。在替代示例中,例如当簇165具有八个细长条带145时,簇角θ3和簇角θ4二者均为22.5
°
。因此,在一些示例中,簇165形成在第一堆叠161上居中的对称星形。
[0117]
尽管图26和图27的簇165包括四个细长条带145,但在另一些示例中,例如图30b中所示,簇165包括多于四个细长条带145。在一个特定示例中,簇165包括七个细长条带145。
[0118]
可替代地,在一些示例中,细长条带145虽然彼此部分重叠,但并不都在第一堆叠161上居中。在这样的示例中,簇165可能不是对称的,而是可以具有由细长条带145相对于彼此的角度和定位决定的各种非对称形状中的任何一种。可替代地,尽管细长条带145不在第一堆叠162上居中,但是簇165仍然可以关于第一堆叠的中心对称。例如,参考图30c,细长条带145在偏离第一堆叠161的中心的位置处被施加到面板110的第一堆叠161的宽阔表面111上。以这种方式,形成第二堆叠163的簇165能够帮助增加沿击球板243的周边(实际上由面板110上的轮廓指示)的击球板的厚度。
[0119]
对于每个簇165,仅细长条带145的部分彼此重叠。因为细长条带145在第一堆叠161上未对齐,所以在跨过簇面板的不同位置处簇面板的厚度t不同。换句话说,诸如图26和图27所示的簇面板具有可变的厚度。对于一些簇165,例如对称簇,簇165的厚度随着离开簇165的对称轴线或中心而变化,但在距簇165的中心相同距离的数个位置处是相同的,例如在圆锥或圆锥截头体的情况下。然而,对于另一些簇165,例如非对称簇,簇165的厚度能够变化,使得距簇165的中心相同距离的不同位置具有不同的厚度。
[0120]
在一些示例中,细长条带145经由自动化工艺被铺设在第一堆叠161上。例如,如图25所示,自动化系统100能够进一步包括机械臂147和可旋转平台149。机械臂147被配置为抓住细长条带145并保持其取向。在细长条带145被保持在给定取向的情况下,当第一堆叠161支撑在可旋转平台149上时,机械臂147可相对于可旋转平台149平移地移动以将细长条带145施加到第一堆叠161上。在细长条带145中的一个被施加到第一堆叠161上之后,可旋转平台149旋转预定量(对应于细长条带145之间的期望角度差)并且机械臂147将另一细长条带145施加到先前施加的细长条带145和第一堆叠161上。可旋转平台149的旋转是由计算机控制的,这有助于确保被施加到彼此和第一堆叠161上的细长条带145的相对取向或它们之间的角度差在细长条带145之间的期望角度差的预定最小公差内。
[0121]
根据某些示例,自动化系统100例如从卷筒中向机械臂147供应连续长度的未固化的预浸渍纤维增强材料。在一个示例中,机械臂147抓住该连续长度的材料的端部部分,并且在材料的端部被抓住时,自动化系统100的切割器将该材料切割成与细长条带145对应的长度,从而形成细长条带145。可替代地,在另一示例中,在机械臂147抓住细长条带145之前,该连续长度的材料被自动化系统100的切割器切割成与细长条带145对应的长度。在任一示例中,自动化系统100实现在机械臂147抓住连续长度的未固化的预浸渍纤维增强材料的情况下将该材料同时或几乎同时切割成细长条带145。以这种方式,细长条带145能够从连续长度的材料切割下来并在连续自动化工艺中被施加到面板110上。
[0122]
鉴于前述,在一些示例中,本公开的面板110能够与2012年8月9日公布的美国专利
申请公开第2012/0199282号中公开的面板相同或相似,该专利申请公开通过引用并入本文。在一些示例中,本公开的面板110是平坦的并且具有大致矩形的外周形状。然而,在另一些示例中,面板110可以是波状外形的和/或具有除矩形之外的外周形状,例如正方形、三角形、多边形等。
[0123]
无论是准各向同性面板还是簇面板,本公开的面板110包括第一宽阔表面111(例如,第一面板宽阔表面)和与第一宽阔表面111相反的第二宽阔表面113(例如,第二第一面板宽阔表面)。第一宽阔表面111是面板110的一个或多个板层129的一个或多个第一面向外的表面,其不与面板110的另一板层129黏着性结合。第二宽阔表面113是面板的一个或多个板层129的一个或多个第二面向外的表面,其不与面板110的另一板层129黏着性结合并且面向与所述一个或多个第一面向外的表面的方向相反的方向。第一宽阔表面111和第二宽阔表面113被认为是宽阔表面是因为它们平行于面板的宽度和长度并且垂直于面板的厚度,其中面板的厚度小于面板的宽度或长度。第一宽阔表面111或第二宽阔表面113可以包括单个板层129的面向外的表面,例如在图23的准各向同性面板的情况下。可替代地,第一宽阔表面111或第二宽阔表面113可以包括数个板层129的面向外的表面,例如图26和图27的簇面板的第一堆叠161的外板层129的面向外的表面和第二堆叠163的细长条带145的数个面向外的表面。因此,面板110的宽阔表面不必是单个表面。
[0124]
参考图23、图26和图27,背衬层120被固定到面板110的第一宽阔表面111和第二宽阔表面113中的一者或二者并与其基本齐平。如本文所使用的,对于背衬层120与面板110的宽阔表面之间的联接,齐平意味着直接邻接或紧邻。此外,当背衬层120与宽阔表面基本上齐平或基本上平坦时,背衬层120与宽阔表面齐平。因此,即使背衬层120的一些小部分没有直接联接到宽阔表面,例如经由小气穴,背衬层120仍然可以被认为与宽阔表面齐平。在图23、图26和图27所示的示例中,一个背衬层120(即第一背衬层)被固定到面板110的第一宽阔表面111,而另一个背衬层121(即第二背衬层)被固定到面板110的第二宽阔表面113。背衬层120经由面板110的未固化的预浸渍纤维增强聚合物的黏着性产生的黏着力被固定到第一宽阔表面111,并且用于将背衬层120粘合地结合到第一宽阔表面111。类似地,背衬层121经由面板110的黏着性产生的黏着力被固定到第二宽阔表面113,这将背衬层121粘合地结合到第二宽阔表面113。由预浸渍纤维增强聚合物的黏着性提供的黏着力足以将背衬层固持在宽阔表面上,但被大于黏着力的分离力(pull-off force)所克服。尽管分离力相对较小,使得手动移除背衬层是可能的,但手动地将这种分离力施加到背衬层上可能很困难,因为要夹住足够多的背衬层以将它们从面板110分离由于背衬层的薄或低轮廓(low profile)而很难做到。
[0125]
另外,黏着力与预浸渍的纤维增强聚合物的温度成比例。换句话说,温度越高,黏着力越大。如果黏着力太大,预浸渍纤维增强聚合物的结构完整性可能会受到负面影响,因为移除背衬层所需的分离力可能足以将一些浸渍纤维增强聚合物与背衬层一起拉走。因此,预浸渍纤维增强聚合物的温度可保持在预定范围内以促进背衬层牢固固持在面板上,以及促进从面板110移除背衬层而不损坏面板。
[0126]
根据一些示例,背衬层120和背衬层121(例如,第二背衬层)由纤维材料(诸如纸)、聚合物材料(例如,塑料)或各种其他离型膜或保护膜中的任何一种制成。因此,如本文中使用的,背衬层可以是各种离型膜中的任何一种。背衬层被固定到面板110以保护面板110在
面板110的运输、储存和处理期间不受撞击损坏和污染物(例如,灰尘和碎屑)之害。在一些示例中,面板110的板层129中的每一个板层从预浸渍纤维增强聚合物的片材切割。能够以预浸渍纤维增强聚合物的连续卷的形式出现的预浸渍纤维增强聚合物的片材包括在片材两侧上的保护膜。在从片材切割下板层129之后或之前,将保护膜从片材上移除。包括细长条带145(如果适用)并且在移除了保护膜的情况下的板层129然后如上所述堆叠在一起以形成面板110。在板层129堆叠在一起之后,背衬层120和背衬层121分别被固定到第一宽阔表面111和第二宽阔表面113,使得背衬层基本上与宽阔表面齐平。在背衬层被固定到面板110的情况下,面板110然后准备好使用自动化系统100被组装成层压结构180。
[0127]
参考图1-图8和图15-图18,示出了边缘接合工具112相对于面板110的各个运动阶段。边缘接合工具112相对于面板110的运动有助于仅将背衬层120的边缘部分122与面板110分离。在一些示例中,虽然边缘接合工具112被移动,但是边缘接合工具112的位置和取向相对于面板110是固定的。因此,相对于边缘接合工具112,面板110被定向于背衬分离取向a并且定位于背衬分离位置b,这使得边缘接合工具112能够仅接合背衬层120的边缘部分122。尽管未示出,但自动化系统100包括一个或多个自动化工具(例如,机械臂或机器人致动器),所述一个或多个自动化工具固定面板110并将其移入并保持在背衬分离取向a和背衬分离位置b。
[0128]
在面板110处于背衬分离取向a和背衬分离位置b的情况下,自动化系统100使边缘接合工具112相对于面板110移动,使得边缘接合工具112的背衬接合特征件114仅在背衬层120的边缘部分122处接合背衬层120,并且使得只有背衬层120的边缘部分122与面板110分离。背衬层120的边缘部分122为背衬层120的包括背衬层120的前缘124的部分。前缘124沿着面板的整个宽度w1延伸并平行于面板的整个宽度w1。另外,边缘部分122包括背衬层120的沿与面板的长度l1平行的方向远离前缘124延伸距离d的部分,距离d小于面板110的整个长度l1(参见例如图8)。在一些示例中,距离d不超过面板110的整个长度ll的一半。根据另一些示例,距离d不超过面板110的整个长度ll的四分之一。
[0129]
如图1-图8所示,在一些示例中,边缘接合工具112包括板116,并且背衬接合特征件114包括多个突出物118。在一些示例中,板116是平坦且薄的。此外,板116限定接合表面117。突出物118从板116的接合表面117突出或延伸。在一些示例中,突出物118具有锐边126(其包括至少一个锐利边缘)和钝边128(参见例如图2b、图3b和图4b)。锐边126被认为是锐边是因为它比钝边128更锐利,而钝边128被认为是钝边是因为它比锐边126更钝或更不锐利。突出物118布置在板116上使得所有突出物118的锐边126面向第一方向并且使得所有突出物118的钝边128面向与第一方向相反的第二方向。锐边126被配置为抓取、刺穿或穿透背衬层120,而钝边128被配置为避免刺穿或穿透背衬层120。
[0130]
当面板110处于背衬分离取向a并定位于背衬分离位置b时,板116相对于面板110以板角θ1固定。板角θ1是被限定在接合表面117与面板110的第一宽阔表面111之间的角度。此外,由于背衬层120与第一宽阔表面111齐平,因此板角θ1也被限定为接合表面117与背衬层120之间的角度。选择板角θ1以使得背衬接合特征件114能够接合背衬层120并且将背衬层120的边缘部分122的至少一部分抬离面板110而不接合面板110。板角θ1为斜角,并且更具体地,如图1所示,板角θ1为锐角。
[0131]
边缘接合工具112的板116与致动器(未示出)可操作地联接,致动器在致动时使板
116沿着平面移动(例如,往复运动)。该平面以板角θ1成角度并且与边缘部分122的前缘124平行。板116沿着该平面朝向面板110沿向前方向171移动,并远离面板110沿与向前方向171相反的向后方向173移动。突出物118布置在板116上,使得所有突出物118的锐边126面向向前方向171并且所有突出物118的钝边128面向向后方向173。
[0132]
参考图1,板116被示为朝向面板110以板角θ1沿向前方向171移动。随着板116沿向前方向171移动,背衬接合特征件114最终接合背衬层120的前缘124,如图2a和图3a所示。最初,背衬接合特征件114中的第一个或第一多个接合背衬层120的前缘124,如图2a所示,并且在板116沿向前方向171进一步移动时,背衬接合特征件114中的附加一个或多个接合前缘124并可能接合边缘部分122的下侧。在图2b所示的示例中,随着板116沿向前方向171移动,突出物118中的至少第一突出物的锐边126至少部分地穿透背衬层120的前缘124(例如,使其变形)。锐边126穿透前缘124或使前缘124变形给予前缘124向上指向的力,这导致前缘124与面板110部分地分离。板116在向前方向171上的进一步移动导致突出物118中的第一个或第一多个突出物与背衬层120脱离,并且突出物118中的第二个或第二多个突出物的锐边126穿透前缘124或使前缘124变形(参见例如图3b)。突出物118中的第二个或第二多个突出物的锐边126穿透前缘124或使前缘124变形给予前缘124向上指向的力,这导致前缘124进一步与面板110分离。板116在向前方向171上的进一步移动导致突出物118中的第二个或第二多个突出物与背衬层120脱离,并且突出物118中的另一个或其他多个突出物的锐边126以类似方式穿透前缘124或使前缘124变形、提升和脱离。
[0133]
在板116已经沿向前方向171移动使得期望数量的背衬接合特征件114接合背衬层120的前缘124之后,板116的运动被反向。换句话说,沿向后方向173移动板116,如图8所示。随着板116沿向后方向173移动,背衬接合特征件114沿着背衬层120的与面板110分离的端部部分122移动而不穿透背衬层120。更具体地,突出物118的钝边128可以接触但不穿透背衬层120(如图4b所示)。以此方式,随着板116沿向后方向173移动,背衬层120的分离部分不被向下压靠在第一宽阔表面111上,而是保持分离。如图5所示,板116继续沿向后方向173移动,直到背衬接合特征件114摆脱背衬层120的分离部分。
[0134]
在板116单次通过(即,板116沿向前方向171和向后方向173移动)后,背衬层120的边缘部分122的至少一些保持与面板110分离。换句话说,边缘部分122与前缘124分开距离d'。然而,如果需要将边缘部分122与面板110进一步分离,可以执行板116的一次或多次额外通过。例如,如图6-图8所示,执行板116沿向前方向171和向后方向173上的第二次通过以将更多的边缘部分122与面板110分离。换句话说,边缘部分122分开图8中的距离d,该距离大于图5中的距离d'。执行板116的这种往复运动或板116的数次通过(即,至少两次通过),直到实现边缘部分122的期望的分离。边缘部分122的期望的分离对应于边缘部分122的足够分离,该足够分离使得夹具130能够如下所述地夹住背衬层120的分离部分并移除背衬层120的剩余未分离部分。
[0135]
尽管在所示示例中板116的背衬接合特征件114是具有特定形状的突出物,但在另一些示例中,背衬接合特征件114可以是具有不同形状的突出物,例如是形成在板116上或附接到板116的有纹理的或粗糙的表面。可替代地,背衬接合特征件114不是突出物,而可以是随着板116沿向前方向171移动而摩擦接合面板110的边缘部分122的黏着性膜或其他涂层。
[0136]
在通过边缘接合工具112实现背衬层120的边缘部分122的期望的分离之后,背衬层120的分离部分可以被夹具130手动地夹住和移除,或自动化地夹住和移除。参考图9-图12,并且根据一些示例,夹具130是包括基部132和指状部134的夹紧设备。指状部134可朝向和远离基部致动以关闭和打开夹具130的容器136。此外,基部132和指状部134可共同相对于面板110移动。如图9和图10所示,夹具130相对于面板110沿如方向箭头所示的取回方向移动,并且定位成当容器打开时在容器内接收背衬层120的分离部分的一部分(例如,前缘124)。指状部134然后可以朝向基部132移动,使得容器136关闭并且背衬层120的分离部分被夹紧在指状部134和基部132之间。当背衬层120的分离部分被夹具130夹紧时,夹具130可以相对于面板110移动,例如沿与取回方向相反的移除方向,如图11中的方向箭头所示。随着夹具130沿移除方向移动,背衬层120被向后剥离并远离面板110。最终,如图12所示,整个背衬层120通过夹具130从面板110移除。夹具130然后可以释放背衬层120并且背衬层120可以被处理掉(例如,回收或再利用)。
[0137]
在一些示例中,自动化系统100被配置为从面板的两侧面移除背衬层。根据一个示例,自动化系统100被配置为在从面板110的第一宽阔表面111移除背衬层120之后翻转面板110(例如180
°
),并且用于从第一宽阔表面111移除背衬层120的同一个板116被用于从第二宽阔表面113移除第二背衬层121。可替代地,不翻转面板110,而是在移除第二背衬层121之前重新定位或重新定向板116。然而,在某些示例中,如图13和图14所示,第二边缘接合工具162用于将第二背衬层121与面板110的第二宽阔表面113分离。第二边缘接合工具162类似于边缘接合工具112。例如,第二边缘接合工具162包括板166(例如,第二工具板)以及可以是突出物119的背衬接合特征件115。面板110可以相对于板166(例如,处于第二背衬分离位置b'和第二背衬分离取向a',如图14所示)定位和定向,并且板166可以以类似于板116的方式相对于面板110移动(例如,往复运动)以将第二背衬层121的边缘部分164与面板110的第二宽阔表面113分离。
[0138]
在一些示例中,如图14所示,当移动板166以将第二背衬层121的边缘部分164与面板110的第二宽阔表面113分离时,板166相对于板116成角度,并且面板110的第二背衬分离取向a'与面板的背衬分离取向a相同。板116和板166之间的角度在一些示例中不超过90
°
,并且在另一些示例中小于90
°
。例如,板116和板166之间的角度可以小于45
°
或小于30
°
。这种角度促进背衬层120和背衬层121与面板110的高效分离。
[0139]
与图14中所示的示例相反,在一些示例中,当移动板166以将背衬层121的边缘部分164与面板110的第二宽阔表面113分离时,板166与板116共面或平行,并且面板110的第二背衬分离取向a'不同于面板110的背衬分离取向a。在这样的示例中,在背衬层120从面板110移除之后且在板166将背衬层121与面板110分离之前,面板110可以被翻转例如180
°
。因此,在一些示例中,面板110的第二背衬分离取向a'与面板110的背衬分离取向a相差180
°
。
[0140]
参考图14,自动化系统100进一步包括与夹具130类似(例如,具有相同特征)的第二夹具133。在第二背衬层121的边缘部分164与面板110的第二宽阔表面113分离之后。第二夹具133可沿如方向箭头所示的取回方向移动,并且可致动以夹住边缘部分164。在夹住边缘部分164后,第二夹具133可沿与取回方向相反的移除方向移动,以将背衬层121向后剥离并远离面板110,直到背衬层121完全从面板110移除。第二夹具133然后可以释放背衬层121并且背衬层121可以被处理掉。
[0141]
如图15-图18所示,在一些示例中,边缘接合工具112包括轮150并且背衬接合特征件114包括多个齿152。齿152围绕轮150周向间隔开,其可以在平行于轮150的轴线154的方向上拉长。在一些示例中,轮150具有至少与面板110的宽度w1一样宽的宽度。另外,在一些示例中,齿152被拉长,使得齿152中的每一个沿着轮150的整个宽度延伸。轮150沿如方向箭头所示的旋转方向围绕轴线154旋转。齿152中的每一个包括面向旋转方向的锐边。齿152中的每一个的锐边被配置为抓取、刺穿或穿透背衬层120。
[0142]
在面板110处于背衬分离取向a且定位于背衬分离位置b的情况下,轮150可围绕轴线154旋转并可朝向面板110平移地移动,如图15所示。轮150相对于面板110定位,使得随着轮150移动到面板110上方的位置时(参见例如图16),轮150的齿152仅接合背衬层120的前缘124和边缘部分122。随着轮旋转,轮150的齿152重复地接合背衬层120的边缘部分122。此外,因为在接合背衬层120之后齿152正在向上并远离面板110旋转,所以边缘部分122被有效地提升并与面板110的第一宽阔表面111分离开。轮150沿着面板110的进一步平移移动导致齿152与边缘部分122的进一步接合以及边缘部分122的附加部分的分离(参见例如图17)直到期望量的边缘部分122与面板110分离(参见例如图18)。在期望量的边缘部分122与面板110分离之后,轮150远离边缘部分122的分离部分缩回,如图18中的方向箭头所示。
[0143]
在轮150远离面板110缩回的情况下,背衬层120的分离部分可以被夹具130手动地夹住和移除,或自动化地夹住和移除。例如,夹具130沿如图19中的方向箭头所示的取回方向移动,该方向可以相对于面板110垂直,并且夹具130经定位以接收背衬层120的分离部分的一部分(例如,前缘124)。指状部134然后可以朝向基部132移动,使得背衬层120被夹紧在指状部134和基部132之间(参见例如图20)。当背衬层120的分离部分被夹具130夹紧时,夹具130可以相对于面板110移动,例如沿如图21中的方向箭头所示的与取回方向相反的移除方向。随着夹具130沿移除方向移动,背衬层120从面板110剥离。最终,如图21所示,整个背衬层120被夹具130从面板110移除。夹具130然后可以释放背衬层120并且背衬层120可以被处理掉(例如,回收或再利用)。
[0144]
返回参考图15-图18,在一些示例中,边缘接合工具112包括第二轮151并且背衬接合特征件114包括多个第二齿153。第二轮151类似于轮150。例如,第二齿153围绕第二轮151周向间隔开,其可以在平行于第二轮151的轴线155的方向上拉长。在一些示例中,第二轮151具有至少与面板110的宽度w1一样宽的宽度。另外,在一些示例中,齿153被拉长,使得第二齿153中的每一个沿着第二轮151的整个宽度延伸。第二轮151围绕轴线155沿如方向箭头所示的第二旋转方向旋转,第二旋转方向与轮150的旋转方向相反。第二齿153中的每一个包括面向第二旋转方向的锐边。齿152中的每一个的锐边被配置为抓取、刺穿或穿透背衬层120。
[0145]
在面板110处于背衬分离取向a且定位于背衬分离位置b的情况下,第二轮151可围绕轴线155旋转并可朝向面板110和轮150平移地移动,如图15所示。第二轮151相对于面板110定位,使得随着第二轮151移动到面板110上方的位置中(参见例如图16),第二轮151的齿153仅接合背衬层120的尾缘125和第二边缘部分123。随着第二轮旋转,第二轮151的齿153重复地接合背衬层120的第二边缘部分123。此外,因为在接合背衬层120之后齿152正在向上并远离面板110旋转,所以第二边缘部分123被有效地提升并与面板110的第一宽阔表面111分离开。第二轮151沿着面板110的进一步平移移动导致第二齿153与第二边缘部分
123的进一步接合以及边缘部分123的附加部分的分离(参见例如图17)直到期望量的第二边缘部分123与面板110分离(参见例如图18)。在期望量的第二边缘部分123与面板110分离之后,第二轮151远离第二边缘部分123的分离部分缩回,如图18中的方向箭头所示。
[0146]
在轮150和第二轮151远离面板110缩回的情况下,背衬层120的分离部分可以被夹具130手动地夹住和移除,或自动化地夹住和移除。例如,夹具130可以具有相对于基部132可致动的第二指状部135。第二指状部135然后可以朝向基部132移动,使得第二边缘部分123的分离部分被夹紧在第二指状部135和基部132之间(参见例如图20)。当背衬层120的两个分离部分都被夹具130夹紧时,夹具130可以相对于面板110移动,例如沿如图21中的方向箭头所示的与取回方向相反的移除方向。
[0147]
类似于图15(其中使用两个轮将背衬层120的边缘部分122和第二边缘部分123分开),根据一些示例,如图40所示,可以使用两个板来分开背衬层120的边缘部分122和第二边缘部分123。更具体地,边缘接合工具112的板116可以相对于面板110移动以将背衬层120的边缘部分122与面板110分离,如上所述,并且第二边缘接合工具162的板166可以相对于面板110移动(在某些示例中与板116同时移动),以分离背衬层120的第二边缘部分123。以这种方式,两个板和相应的背衬接合特征件可以移动(例如,往复运动)以同时分离同一背衬层的相反的边缘部分。
[0148]
在一些示例中,面板110是准各向同性面板,并且在背衬层120被夹具130移除之后,面板110接收细长条带145以将准各向同性面板转变为簇面板。
[0149]
在一些示例中,如图22所示,自动化系统100附加地包括至少一个滚轮140。滚轮140可选择性地自动化地操作以沿着背衬层120滚动,然后背衬层120粘合固定到面板110的宽阔表面111。因此,在背衬层120被边缘接合工具112分离并被夹具130移除之前,滚轮140沿着背衬层120滚动。沿着背衬层120滚动滚轮140将背衬层120压靠在宽阔表面111上,这促进背衬层120和面板110的宽阔表面111之间的齐平接合并有助于消除面板110和背衬层120中的起伏以及减少背衬层120和面板110之间的气穴。尽管示出了一个滚轮140,但是自动化系统100可以包括第二滚轮,在将第二背衬层121与面板110分离并移除之前,第二滚轮沿着固定到面板110的第二宽阔表面113的第二背衬层121滚动。
[0150]
参考图29,根据一些示例,使用自动化系统100形成层压结构180的方法300包括(框310)将第一面板110和固定到第一面板110的背衬层120相对于边缘接合工具112定向于背衬分离取向a。方法300附加地包括(框320)将面板110相对于边缘接合工具112定位于背衬分离位置b。方法300还包括(框330)相对于第一面板110并且当第一面板110处于背衬分离取向a和背衬分离位置b时移动边缘接合工具112,使得边缘接合工具112的背衬接合特征件114仅在背衬层120的边缘部分122处接合背衬层120,并且只有背衬层120的边缘部分122与第一面板110分离。根据一些示例,面板110的温度保持在预定温度(例如室温或在66
°
f和72
°
f之间(例如,68
°
f))以下。将面板110的温度保持在预定温度或预定温度以下是通过例如来自鼓风机169(参见例如图1)的吹送空气168来实现的,吹送空气168的温度处于或低于预定温度。方法300进一步包括(框340)在边缘部分122与第一面板110分离之后夹住背衬层120的边缘部分122,并且当背衬层120被夹住时,使背衬层120相对于面板110移动,使得整个背衬层120与第一面板110的宽阔表面111分离。如图30a所示,方法300附加地包括(框350)将第一面板110堆叠到第二面板184上,使得第一面板110经由第一面板110的预浸渍纤
维增强聚合物和第二面板184的预浸渍纤维增强聚合物之间的面板到面板的黏着力直接固定到第二面板184,并且第一面板110和第二面板184形成层压结构180的至少一部分。
[0151]
参考图30b,在一些示例中,层压结构180包括多个面板110,其中一些面板包括多个簇165中的一个,根据方法300的框350,所述多个面板110如图所示堆叠在一起。在一些示例中,在面板被堆叠在一起之前,簇165中的每一个被施加到面板110中的对应一个上,以形成面板的一部分。如图所示,层压结构180可以包括多个面板110,其中一些具有簇165,其中面板中的每一个包括数个板层。因此,在一些示例中,层压结构180可以包括大量板层,例如,在某些示例中为至少10个板层,在另一些示例中为至少60个板层,并且在又一些示例中为介于20和80个板层之间。每个板层的厚度可以使得层压结构180的总厚度在3mm和6.5mm之间。此外,由于一些层压结构由许多面板形成,每个面板在堆叠在一起之前具有粘合附接到其上的至少一个背衬层,因此,对于单个层压结构,可能需要多次执行不会降低面板质量的背衬层移除工艺。本公开的自动化系统100和相应的方法300实现了以干净、受控且高效的方式从数个面板移除数个背衬层,对于组装由数个面板制成的层压结构特别有用。在某些示例中,其他面板(例如,由玻璃纤维材料制成的玻璃纤维板层187、由玻璃纤维以外的纤维增强聚合物制成的单个板层189和由玻璃纤维材料制成的第二玻璃纤维板层191)如图所示可以与面板110和簇165堆叠在一起。
[0152]
在一些示例中,方法300附加地包括以相对于彼此不同的角度将细长条带145自动化地单独施加到第一堆叠161上,以形成第二堆叠163的簇165。自动化地单独施加细长条带145可以包括:在保持细长条带145的取向的同时,使第一堆叠161相对于细长条带145递增地旋转。因此,在一些示例中,将细长条带145自动化地单独施加到第一堆叠161上的步骤包括:在保持细长条带145的取向的同时,使第一堆叠161相对于细长条带145递增地旋转。
[0153]
参考图1,方法300附加地或可替代地包括:在移动边缘接合工具112的步骤之前,在第一面板110被堆叠到第二面板184上时,沿堆叠方向167调整边缘接合工具112和第二面板184之间的距离,堆叠方向167垂直于宽阔表面111。随着面板彼此堆叠,层压结构180的高度改变。为了补偿对层压结构180的高度做出的调整,并确保边缘接合工具112被正确定位以仅接合层压结构顶部处的面板上的背衬层120,边缘接合工具112的位置被调整。边缘接合工具112的位置的每次调整可以等于被添加到形成层压结构180的面板的堆叠的面板的厚度。
[0154]
在一些示例中,方法300进一步包括在堆叠面板之前形成面板中的每一个的步骤。例如,方法300可以包括:使用切割器362将由预浸渍纤维增强聚合物制成的片材360超声切割成多个板层129,切割器362可以是超声切割器362(参见例如图31);堆叠第一组多个板层129(例如,第一板层129a、第二板层129b、第三板层129c和第四板层129d)以形成第一面板110;以及堆叠第二组多个板层129(例如,第一板层129a、第二板层129b、第三板层129c和第四板层129d)以形成第二面板184(参见例如图32)。
[0155]
在堆叠第一面板和第二面板之后,在一些示例中,方法300还包括使用压缩设备366(例如压缩成型设备)压缩第一面板110和第二面板184,并用热量364来加热第一面板110和第二面板184,使得预浸渍纤维增强聚合物固化(参见例如图33)。在一些示例中,压缩成型设备包括将面板成形为期望的最终形状的模具。
[0156]
在固化第一面板110和第二面板184之后,方法300可以包括以下步骤:例如用表面
粗糙化设备368(例如,研磨机)使第一面板110或第二面板184中的一个的外表面(例如,宽阔表面中的一个)粗糙化,以形成粗糙外表面369(参见例如图34);例如用清洁剂372(例如,水或化学品)对粗糙外表面369进行清洁,以形成清洁的粗糙外表面374(参见例如图35);将底漆层376施加到清洁的粗糙外表面374上(参见例如图36);以及将油墨378施加到底漆层376上(参见例如图37)。施加底漆层376和油墨378可以作为单个步骤执行,例如在油墨378能够用作底漆层的情况下。在一些示例中,施加底漆层376和/或施加油墨378的步骤可以以类似于2014年9月18日公布的美国专利申请公开第2014/0274446号中公开的方式来完成,该专利申请公开通过引用整体并入本文。在一个示例中,油墨378包括使用半色调印刷、凸版印刷、热转移印刷、喷墨印刷、移印或其他技术印刷在第一面板110或第二面板184的外表面中的一个外表面上的对齐辅助物或附加颜色对比或图像的标记,在2014年3月13日提交的美国专利申请第14/210,000号中对所述标记进行了更全面的描述,上述专利申请通过引用整体并入本文。附加地或可替代地,油墨378包括使用喷墨印刷、单次扫描喷墨印刷或其他技术印刷在第一面板110或第二面板184的外表面中的一个外表面上的对齐辅助物或附加颜色对比或图像的标记,在2021年1月22日提交的美国专利申请第17/156,205号、2020年1月23日提交的美国专利申请第62/965,129号和2020年8月14日提交的美国专利申请第63/066,033号中对所述标记进行了更全面的描述,上述专利申请通过引用整体并入本文。
[0157]
在将油墨378施加到底漆层376上之后,在一些示例中,方法300附加地包括将聚合物层380压缩成型到底漆层376上和油墨378上方以形成预切割层压结构382(参见例如图38)。在一些示例中,方法300附加地包括对预切割层压结构382进行切割以形成具有预定义形状的切割的层压结构384(参见例如图39)。
[0158]
在一些示例中,切割的层压结构384是高尔夫球杆头的击球板,例如图28的高尔夫球杆头200的击球板243。高尔夫球杆头200包括限定开口237的主体210。击球板243在开口237上方被附接(例如,粘附)到主体210以有效地关闭开口237。击球板243包括击球面245,击球面245被配置为在正确的高尔夫击球期间撞击高尔夫球。在这样的示例中,例如经由压缩成型技术压缩第一面板110和第二面板184的步骤可以包括使击球板243成形以将各种特征(例如,期望的隆起和滚动半径和/或扭曲击球面)并入击球板243中。
[0159]
可以在击球板243压缩成型时并入击球板243中的隆起和滚动半径特征可以类似于2011年9月6日授权的美国专利第8,012,039号中公开的隆起和滚动半径特征,该专利通过引用整体并入本文。
[0160]
可以并入击球板243中的扭曲击球面特征可以类似于2021年1月5日授权的美国专利第10,881,916号中公开的击球面的特征,该专利通过引用整体并入本文。例如,击球板243的击球面245可以被扭曲,使得击球面245的上杆头趾部部分比击球面245的下杆头趾部部分更加敞开,并且使得击球面245的下杆头根部部分比击球面245的上杆头根部部分更加闭合。在某些示例中,高尔夫球杆头200的体积为50立方厘米(cc)至500cc、390cc至490cc、100cc至430cc、100cc至400cc、100cc至350cc、100cc至300cc、100cc至299cc、100cc至250cc、100cc至200cc、140cc至160cc或149cc至154cc。在特定示例中,高尔夫球杆头200具有456.6cc的体积。在特定示例中,击球面245和/或高尔夫球杆头200的隆起曲率或半径为从100毫米(mm)至500mm、190mm至500mm、200mm至450mm、203mm至407mm、250mm至460mm、224mm至355mm、250mm至355、203mm至305mm或230mm至280mm。在特定示例中,高尔夫球杆头
200具有254mm或300mm的隆起半径。在一些示例中,击球面245和/或高尔夫球杆头200的滚动曲率半径为100mm至510mm、120mm至500mm、150mm至500mm、200mm至450mm、203mm至407mm、224mm至355mm、250mm至355、203mm至305mm或230mm至280mm。在特定示例中,高尔夫球杆头200具有254mm或300mm的滚动半径。上述隆起半径和滚动半径数值可以适用于带有由纤维增强聚合物制成的具有“扭曲的”隆起半径和滚动半径或没有扭曲的隆起半径和滚动半径(“非扭曲”)的击球板的高尔夫球杆头。
[0161]
在一些示例中,切割的层压结构384是由纤维增强聚合物制成的冠部插入件、底部插入件或高尔夫球杆头的其他部分中的一者。可替代地,根据某些示例,切割的层压结构384形成高尔夫球杆的杆身的至少一部分。因此,可以遵循用于制造击球板243的相同工艺来制造高尔夫球杆头的冠部插入件或底部插入件,或高尔夫球杆的杆身。
[0162]
尽管在一些示例中本文公开的方法可以手动执行,但在另一些示例中,这些方法是自动化的。如本文所使用的,自动化意味着至少部分地由诸如计算机数字控制(cnc)机器等的自动设备操作。在一些示例中,如图13、图14和图25所示,自动化系统100包括电子控制器103。自动化系统100的自动设备在某些示例中可以包括边缘接合工具、夹具、机械臂、可旋转平台和本文中公开的其他制造工具,该自动设备由电子控制器103控制。此外,本文中公开的自动化系统100的特征件的任何移动或操作可以通过各种移动使能的自动设备来实现,所述自动设备诸如由电气、气动、磁性或液压装置提供动力的致动器(例如,马达、汽缸、齿轮、导轨等)。
[0163]
电子控制器103可以被实现为硬件电路,该硬件电路包括定制的vlsi电路或门阵列、诸如逻辑芯片之类的现成半导体、晶体管或其他分立元器件。电子控制器103也可以在可编程硬件设备(例如,现场可编程门阵列、可编程阵列逻辑、可编程逻辑设备等)中实现。
[0164]
电子控制器103也可以以代码和/或软件实现,以供各种类型的处理器执行。所识别的代码模块可以例如包括可执行代码的一个或多个物理或逻辑块,该可执行代码可以例如被组织为对象、过程或函数。然而,电子控制器103的可执行文件不需要物理地定位在一起,而是可以包括存储在不同位置的迥然不同的指令,当逻辑地结合在一起时,这些指令包括电子控制器103并实现电子控制器的宣称的目的。
[0165]
实际上,电子控制器103的代码可以是单条指令,也可以是多条指令,并且甚至可以分布在几个不同的代码段上、在不同的程序中以及跨几个存储器设备。类似地,操作数据可以被识别并且在本文中被图示为在电子控制器103内,并且可以以任何合适的形式体现并组织在任何合适类型的数据结构内。操作数据可以作为单个数据集收集,或者可以分布在不同的位置上,包括不同的计算机可读存储设备上。在电子控制器103或电子控制器的部分以软件实现的情况下,软件部分被存储在一个或多个计算机可读存储设备上。
[0166]
可以利用一种或多种计算机可读介质的任何组合。计算机可读介质可以是计算机可读存储介质。计算机可读存储介质可以是存储代码的存储设备。存储设备可以是例如但不限于电子、磁、光、电磁、红外、全息、微机械或半导体系统、装置或设备,或前述的任何合适的组合。
[0167]
存储设备的更具体示例(非穷举列表)将包括以下:具有一根或多根电线的电连接、便携式计算机软盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦除可编程只读存储器(eprom或闪存)、便携式光盘只读存储器(cd-rom)、光存储设备、磁存储设备或前述
的任何合适的组合。在本文件的上下文中,计算机可读存储介质可以是可以包含或存储用于由指令执行系统、装置或设备使用或与其结合使用的程序的任何有形介质。
[0168]
用于实施实施例的操作的代码可以用一种或多种编程语言的任意组合编写,所述一种或多种编程语言包括面向对象的编程语言(例如,python、ruby、java、smalltalk、c++等)以及传统的过程编程语言(例如,“c”编程语言等)和/或诸如汇编语言之类的机器语言。代码可以完全在用户的计算机上、部分在用户的计算机上、作为独立软件包、部分在用户的计算机上并部分在远程计算机上或完全在远程计算机或服务器上执行。在后一种情况下,远程计算机可以通过任何类型的网络连接到用户的计算机,所述网络包括局域网(lan)或广域网(wan),或者可以连接到外部计算机(举例来说,通过使用互联网服务提供商的互联网)。
[0169]
上面参考根据示例的方法、装置、系统和程序产品的示意流程图和/或示意框图描述了示例的各方面。可以理解的是,示意流程图和/或示意框图中的每个框以及示意流程图和/或示意框图中各块的组合都可以通过代码实现。这些代码可以提供给电子控制器103(其可以是通用计算机、专用计算机或其他可编程数据处理装置)的处理器以产生机器,使得经由计算机或其他可编程数据处理装置的处理器执行的指令创建用于实现示意流程图和/或示意框图的一个或多个框中指定的功能/动作的装置。
[0170]
代码还可以存储在存储设备中,该存储设备可以指导计算机、其他可编程数据处理装置或其他设备以特定方式运行,使得存储在存储设备中的指令产生制品,该制品包括实现在示意流程图和/或示意框图的一个或多个框中指定的功能/动作的指令。
[0171]
代码还可以被加载到计算机、其他可编程数据处理装置或其他设备上,以致使在计算机、其他可编程装置或其他设备上执行一系列操作步骤以产生计算机实现的工艺,使得在计算机或其他可编程装置上执行的代码提供用于实现流程图和/或框图的一个或多个框中指定的功能/动作的工艺。
[0172]
附图中的示意流程图和/或示意框图图示了根据各种实施例的装置、系统、方法和程序产品的可能实施方式的架构、功能和操作。就此而言,示意流程图和/或示意框图中的每个框可以表示模块、段或部分代码,其包括用于实现指定的(一个或多个)逻辑功能的代码的一个或多个可执行指令。
[0173]
此外,本公开包括根据以下条款的实施例:
[0174]
条款1.一种从由未固化的预浸渍纤维增强聚合物制成的面板移除背衬层的方法,其中所述背衬层经由所述背衬层与所述未固化的预浸渍纤维增强聚合物之间的黏着力被固定到所述面板的宽阔表面,并与所述宽阔表面齐平,所述方法包括以下步骤:
[0175]
将所述面板相对于边缘接合工具定向于背衬分离取向;
[0176]
将所述面板相对于所述边缘接合工具定位于背衬分离位置;
[0177]
相对于所述面板并且当所述面板处于所述背衬分离取向和所述背衬分离位置时移动所述边缘接合工具,使得所述边缘接合工具的背衬接合特征件仅在所述背衬层的边缘部分处接合所述背衬层,并且只有所述背衬层的所述边缘部分与所述面板分离;以及
[0178]
在所述边缘部分与所述面板分离之后夹住所述背衬层的所述边缘部分,并且当所述背衬层被夹住时使所述背衬层相对于所述面板移动,使得整个所述背衬层与所述面板分离。
[0179]
条款2.根据条款1所述的方法,其中:
[0180]
所述边缘接合工具包括板,并且所述背衬接合特征件包括从所述板突出的多个突出物;并且
[0181]
移动所述边缘接合工具的步骤包括:当所述面板定向于所述背衬分离取向并定位于所述背衬分离位置时,使所述板沿着相对于所述面板以板角成角度且与所述边缘部分的前缘平行的平面往复运动,使得当所述板沿着所述平面移动时,仅所述板的所述多个突出物仅接合所述背衬层的所述边缘部分。
[0182]
条款3.根据条款2所述的方法,其中:
[0183]
所述板沿着所述平面沿向前方向和向后方向往复运动;
[0184]
所述向前方向与所述向后方向相反;
[0185]
所述多个突出物与所述背衬层的所述边缘部分之间的每次接合导致所述背衬层与所述面板的至少部分分离;
[0186]
当所述板沿所述向前方向移动时,所述多个突出物接合所述边缘部分;并且
[0187]
当所述板沿所述向后方向移动时,所述多个突出物基本上不接合所述边缘部分,使得在所述板沿所述向后方向移动时,保持所述背衬层与所述面板的所述至少部分分离。
[0188]
条款4.根据条款3所述的方法,其中:
[0189]
所述多个突出物中的每一个都包括面向所述向前方向的锐边和面向所述向后方向的钝边;并且
[0190]
所述多个突出物与所述背衬层的所述边缘部分的接合包括所述多个突出物的所述锐边至少部分地穿透所述背衬层的所述边缘部分。
[0191]
条款5.根据条款2所述的方法,其中所述板角是斜角。
[0192]
条款6.根据条款5所述的方法,其中所述板角是锐角。
[0193]
条款7.根据条款2所述的方法,其中使所述板往复运动包括使所述板往复运动至少两次,使得所述板的所述多个突出物仅与所述背衬层的所述边缘部分接合至少两次。
[0194]
条款8.根据条款1所述的方法,其中:
[0195]
所述边缘接合工具包括轮,并且所述背衬接合特征件包括围绕所述轮周向间隔开的齿;并且
[0196]
移动所述边缘接合工具的步骤包括:当所述面板定向于所述背衬分离取向并定位于所述背衬分离位置时,围绕与所述背衬层的所述边缘部分的前缘平行的轴线旋转所述轮,并且当旋转所述轮时,沿与所述面板的所述宽阔表面平行的轮方向平移所述轮,使得仅所述轮的所述齿重复接合所述背衬层的所述边缘部分。
[0197]
条款9.根据条款8所述的方法,其中:
[0198]
所述背衬层进一步包括在所述面板的相对于所述边缘部分的相反端部处的第二边缘部分;
[0199]
所述边缘接合工具进一步包括第二轮,并且所述背衬接合特征件进一步包括围绕所述第二轮周向间隔开的第二齿;并且
[0200]
移动所述边缘接合工具的步骤进一步包括:围绕与所述背衬层的所述第二边缘部分的后缘平行的第二轴线沿与所述轮的旋转方向相反的旋转方向旋转所述第二轮,并且当旋转所述第二轮时,沿与所述面板的所述宽阔表面平行且与所述轮方向相反的第二轮方向
平移所述轮,使得仅所述第二轮的所述第二齿重复接合所述背衬层的所述第二边缘部分,并且只有所述背衬层的所述第二边缘部分与所述面板分离。
[0201]
条款10.根据条款9所述的方法,进一步包括:
[0202]
当所述夹具正夹住所述背衬层的所述边缘部分时并且在所述第二边缘部分与所述面板分离之后,用第二夹具夹住所述背衬层的所述第二边缘部分;以及
[0203]
当被所述第二夹具夹住时并且当相对于所述面板移动所述夹具时,相对于所述面板移动所述第二夹具,使得整个所述背衬层与所述面板分离。
[0204]
条款11.根据条款1所述的方法,其中:
[0205]
所述面板包括与所述宽阔表面相反的第二宽阔表面;
[0206]
第二背衬层经由所述第二背衬层与所述未固化的预浸渍纤维增强聚合物之间的第二黏着力被固定到所述面板的所述第二宽阔表面,并与所述第二宽阔表面齐平;并且
[0207]
在将整个所述背衬层与所述面板分离之后,所述方法进一步包括以下步骤:
[0208]
下述中的至少一个:
[0209]
将所述面板相对于第二边缘接合工具定向于第二背衬分离取向;和
[0210]
将所述面板相对于所述第二边缘接合工具定位于第二背衬分离位置;
[0211]
相对于所述面板并且当所述面板处于所述第二背衬分离取向和所述第二背衬分离位置中的至少一者时移动所述第二边缘接合工具,使得所述第二边缘接合工具的第二工具背衬接合特征件仅接合所述第二背衬层的第二背衬层边缘部分,并且只有所述第二背衬层的所述第二背衬层边缘部分与所述面板分离;以及
[0212]
在所述第二背衬层边缘部分与所述面板分离之后夹住所述第二背衬层的所述第二背衬层边缘部分,并且当所述第二背衬层边缘部分被夹住时,使所述第二背衬层边缘部分相对于所述面板移动,使得整个所述第二背衬层与所述面板分离。
[0213]
条款12.根据条款11所述的方法,其中:
[0214]
夹住所述背衬层的所述边缘部分的步骤包括用夹具夹住所述背衬层的所述边缘部分;并且
[0215]
夹住所述第二背衬层的所述第二背衬层边缘部分的步骤包括用第二夹具夹住所述第二背衬层边缘部分。
[0216]
条款13.根据条款11所述的方法,其中将所述面板相对于所述第二边缘接合工具定向于所述第二背衬分离取向的步骤包括翻转所述面板。
[0217]
条款14.根据条款11所述的方法,其中:
[0218]
所述第二边缘接合工具包括第二工具板,并且所述第二工具背衬接合特征件包括从所述第二工具板突出的多个第二工具突出物;并且
[0219]
移动所述第二边缘接合工具的步骤包括:当所述面板定向于所述第二背衬分离取向并定位于所述第二背衬分离位置时,使所述第二工具板沿着相对于所述面板以第二板角成角度且与所述第二背衬层边缘部分的第二背衬层前缘平行的第二平面往复运动,使得仅所述第二工具板的所述多个第二工具突出物仅接合所述第二背衬层的所述第二背衬层边缘部分。
[0220]
条款15.根据条款14所述的方法,其中往复运动时的所述第二工具板与往复运动时的所述板共面或平行。
[0221]
条款16.根据条款14所述的方法,其中往复运动时的所述第二工具板与往复运动时的所述板成角度。
[0222]
条款17.根据条款16所述的方法,其中往复运动时的所述第二工具板与往复运动时的所述板之间的角度不大于90
°
。
[0223]
条款18.根据条款1所述的方法,其中定向所述面板、定位所述面板、移动所述边缘接合工具和夹住所述边缘部分的步骤是自动化的。
[0224]
条款19.根据条款1所述的方法,进一步包括:在将所述面板定向于所述背衬分离取向之后、在将所述面板定位于所述背衬分离位置之后并且在移动所述边缘接合工具之前,将所述背衬层压靠在所述面板的所述宽阔表面上。
[0225]
条款20.根据条款19所述的方法,其中将所述背衬层压靠在所述宽阔表面上包括使滚轮沿着所述背衬层滚动。
[0226]
条款21.根据条款1所述的方法,其中:
[0227]
所述面板包括呈堆叠布置的多个板层;
[0228]
所述多个板层中的每一个包括单向纤维;并且
[0229]
所述多个板层中的至少一个的所述单向纤维沿与所述多个板层中的至少另一个的所述单向纤维不同的方向定向。
[0230]
条款22.根据条款1所述的方法,进一步包括在移动所述边缘接合工具的所述步骤期间将所述面板的温度保持在72
°
或以下的步骤。
[0231]
条款23.根据条款22所述的方法,其中将所述面板的所述温度保持在72
°
或以下的所述步骤包括将温度在68
°
以下的空气吹到所述面板上。
[0232]
条款24.一种用于从由未固化的预浸渍纤维增强聚合物制成的面板移除背衬层的自动化系统,其中所述背衬层经由所述背衬层与所述未固化的预浸渍纤维增强聚合物之间的黏着力被固定到所述面板的宽阔表面,并与所述宽阔表面齐平,所述自动化系统包括:
[0233]
边缘接合工具,其包括背衬接合特征件并且可相对于所述面板移动,使得所述边缘接合工具的背衬接合特征件仅接合所述背衬层的边缘部分并且只有所述背衬层的所述边缘部分与所述面板分离;和
[0234]
夹具,其被配置为当所述边缘部分与所述面板分离时夹住所述边缘部分,并且当所述边缘部分被所述夹具夹住时可相对于面板移动,使得整个所述背衬层与所述面板分离。
[0235]
条款25.根据条款24所述的自动化系统,其中:
[0236]
所述边缘接合工具包括板;
[0237]
所述背衬接合特征件包括从所述板突出的多个突出物;
[0238]
所述板相对于所述面板以板角固定;并且
[0239]
所述板可选择性地操作以沿着相对于所述面板以所述板角成角度且与所述边缘部分的前缘平行的平面往复运动。
[0240]
条款26.根据条款25所述的自动化系统,其中:
[0241]
所述板沿着所述平面沿朝向所述面板的向前方向和远离所述面板的向后方向往复运动;并且
[0242]
所述多个突出物中的每一个都包括面向所述向前方向的锐边和面向所述向后方
向的钝边。
[0243]
条款27.根据条款25所述的自动化系统,其中所述板角是斜角。
[0244]
条款28.根据条款27所述的自动化系统,其中所述板角是锐角。
[0245]
条款29.根据条款25所述的自动化系统,进一步包括第二边缘接合工具,其包括第二工具背衬接合特征件,其中:
[0246]
所述面板包括与所述宽阔表面相反的第二宽阔表面;
[0247]
第二背衬层经由所述第二背衬层与所述未固化的预浸渍纤维增强聚合物之间的黏着力被固定到所述面板的所述第二宽阔表面,并与所述第二宽阔表面齐平;
[0248]
所述第二边缘接合工具包括第二工具板,并且所述第二工具背衬接合特征件包括从所述第二工具板突出的多个第二工具突出物;
[0249]
所述第二工具板相对于所述面板以第二板角固定;并且
[0250]
所述第二工具板可选择性地操作以沿着相对于所述面板以所述第二板角成角度且与所述第二背衬层的第二背衬层边缘部分的第二背衬层前缘平行的平面往复运动。
[0251]
条款30.根据条款29所述的自动化系统,其中往复运动时的所述第二工具板与往复运动时的所述板共面或平行。
[0252]
条款31.根据条款29所述的自动化系统,其中往复运动时的所述第二工具板与往复运动时的所述板成角度。
[0253]
条款32.根据条款24所述的自动化系统,其中:
[0254]
所述边缘接合工具包括轮;
[0255]
所述背衬接合特征件包括围绕所述轮周向间隔开的齿;并且
[0256]
所述轮可选择性地操作以围绕与所述背衬层的所述边缘部分的前缘平行的轴线旋转,并且在所述轮正在旋转的同时平行于所述面板的所述宽阔表面平移。
[0257]
条款33.根据条款32所述的自动化系统,其中:
[0258]
所述背衬层进一步包括在所述面板的相对于所述边缘部分的相反端部处的第二边缘部分;
[0259]
所述边缘接合工具进一步包括第二轮;
[0260]
所述背衬接合特征件进一步包括围绕所述第二轮周向间隔开的第二齿;并且
[0261]
所述第二轮可选择性地操作以围绕与所述背衬层的所述第二边缘部分的后缘平行的轴线沿与所述轮的旋转方向相反的旋转方向旋转,并且在所述第二轮正在旋转的同时平行于所述面板的所述宽阔表面平移。
[0262]
条款34.根据条款24所述的自动化系统,进一步包括滚轮,所述滚轮可选择性地操作以当所述背衬层被粘合地固定到所述面板的所述宽阔表面时沿着所述背衬层滚动。
[0263]
条款35.一种形成层压结构的方法,所述方法包括以下步骤:
[0264]
将第一面板和固定到所述第一面板的背衬层相对于边缘接合工具定向于背衬分离取向,其中所述第一面板由未固化的预浸渍纤维增强聚合物制成,并且所述背衬层经由所述背衬层与所述第一面板的所述未固化的预浸渍纤维增强聚合物之间的背衬到面板的黏着力被固定到所述第一面板的第一面板宽阔表面;
[0265]
将所述第一面板相对于所述边缘接合工具定位于背衬分离位置;
[0266]
相对于所述第一面板并且当所述第一面板处于所述背衬分离取向和所述背衬分
离位置时移动所述边缘接合工具,使得所述边缘接合工具的背衬接合特征件仅在所述背衬层的边缘部分处接合所述背衬层,并且只有所述背衬层的所述边缘部分与所述第一面板分离;
[0267]
在所述边缘部分与所述第一面板分离之后夹住所述背衬层的所述边缘部分,并且当所述背衬层被夹住时,使所述背衬层相对于所述面板移动,使得整个所述背衬层与所述第一面板的所述第一面板宽阔表面分离;以及
[0268]
将所述第一面板堆叠到由所述未固化的预浸渍纤维增强聚合物制成的第二面板上,使得所述第一面板经由所述第一面板的所述预浸渍纤维增强聚合物与所述第二面板的所述未固化的预浸渍纤维增强聚合物之间的面板到面板的黏着力被直接固定到所述第二面板,并且所述第一面板与所述第二面板形成所述层压结构。
[0269]
条款36.根据条款35所述的方法,其中将所述第一面板堆叠到所述第二面板上的步骤包括将所述第一面板堆叠到所述第二面板上,使得所述第一面板宽阔表面经由所述面板到面板的黏着力被直接固定到所述第二面板的第二面板宽阔表面。
[0270]
条款37.根据条款36所述的方法,其中:
[0271]
所述第一面板包括与所述第一面板宽阔表面相反的第二第一面板宽阔表面;
[0272]
第二背衬层经由所述第二背衬层与所述未固化的预浸渍纤维增强聚合物之间的第二黏着力被固定到所述面板的所述第二第一面板宽阔表面,并与所述第二第一面板宽阔表面齐平;
[0273]
将所述第一面板堆叠到所述第二面板上的所述步骤包括将所述第一面板相对于第二边缘接合工具定位于第二背衬分离位置;
[0274]
所述方法进一步包括:
[0275]
相对于所述第一面板并且当所述第一面板处于所述第二背衬分离位置时移动所述第二边缘接合工具,使得所述第二边缘接合工具的第二工具背衬接合特征件仅接合所述第二背衬层的第二背衬层边缘部分,并且
[0276]
只有所述第二背衬层的所述第二背衬层边缘部分与所述面板分离;以及在所述第二背衬层边缘部分与所述第一面板分离之后夹住所述第二背衬层的所述第二背衬层边缘部分,并且当所述第二背衬层边缘部分被夹住时,使所述第二背衬层边缘部分相对于所述第一面板移动,使得整个所述第二背衬层与所述第一面板分离。
[0277]
条款38.根据条款35所述的方法,其中在将所述第一面板堆叠到所述第二面板上的所述步骤之后执行移动所述边缘接合工具和夹住所述背衬层的所述边缘部分的步骤。
[0278]
条款39.根据条款35所述的方法,其中:
[0279]
所述第一面板和所述第二面板中的每一个都包括呈堆叠布置的多个板层;并且
[0280]
所述第一面板和所述第二面板的所述多个板层中的每一个都包括单向纤维。
[0281]
条款40.根据条款39所述的方法,其中:
[0282]
所述第一面板的所述多个板层中的至少一个的所述单向纤维沿与所述第一面板的所述多个板层中的至少另一个的所述单向纤维不同的方向定向;并且
[0283]
所述第二面板的所述多个板层中的至少一个的所述单向纤维沿与所述第二面板的所述多个板层中的至少另一个的所述单向纤维不同的方向定向。
[0284]
条款41.根据条款40所述的方法,其中所述第一面板和所述第二面板中的至少一
者的所述多个板层由四个板层组成,所述四个板层包括:第一板层,其中所述单向纤维以0
°
定向;第二板层,其中所述单向纤维以+45
°
定向;第三板层,其中所述单向纤维以90
°
定向;以及第四板层,其中所述单向纤维以-45
°
定向。
[0285]
条款42.根据条款40所述的方法,其中所述第一面板和所述第二面板二者的所述多个板层由四个板层组成,所述四个板层包括:第一板层,其中所述单向纤维以0
°
定向;第二板层,其中所述单向纤维以+45
°
定向;第三板层,其中所述单向纤维以90
°
定向;以及第四板层,其中所述单向纤维以-45
°
定向。
[0286]
条款43.根据条款39所述的方法,其中所述第一面板和所述第二面板中的至少一者的所述多个板层由四个板层组成,每个板层具有以0
°
定向的单向纤维。
[0287]
条款44.根据条款39所述的方法,其中:
[0288]
所述第一面板的所述多个板层被布置成第一堆叠和第二堆叠;
[0289]
所述第二堆叠被堆叠在所述第一堆叠上;
[0290]
所述第一堆叠的所述板层对齐;
[0291]
所述第二堆叠的所述板层未对齐;
[0292]
所述第二堆叠的所述板层中的每一个都包括细长条带;
[0293]
所述第二堆叠的所述细长条带形成簇;并且
[0294]
所述第一面板宽阔表面包括所述第一堆叠和所述簇的部分,使得所述背衬层被固定到所述第一堆叠和所述簇二者的部分。
[0295]
条款45.根据条款44所述的方法,进一步包括以相对于彼此不同的角度将所述细长条带自动化地单独施加到所述第一堆叠上以形成所述第二堆叠的所述簇的步骤。
[0296]
条款46.根据条款45所述的方法,其中将所述细长条带自动化地单独施加到所述第一堆叠上的所述步骤包括:在保持所述细长条带的取向的同时,相对于所述细长条带递增地旋转所述第一堆叠。
[0297]
条款47.根据条款35所述的方法,进一步包括以下步骤:在移动所述边缘接合工具的所述步骤之前,当所述第一面板被堆叠到所述第二面板上时沿垂直于所述第一面板宽阔表面的堆叠方向调整所述边缘接合工具和所述第二面板之间的距离。
[0298]
条款48.根据条款35所述的方法,其中:
[0299]
所述第一面板和所述第二面板中的每一者都包括呈堆叠布置的多个板层;并且
[0300]
所述方法进一步包括以下步骤:
[0301]
将由所述未固化的预浸渍纤维增强聚合物制成的片材超声切割成所述多个板层;
[0302]
堆叠第一组所述多个板层以形成所述第一面板;以及
[0303]
堆叠第二组所述多个板层以形成所述第二面板。
[0304]
条款49.根据条款48所述的方法,进一步包括以下步骤:在所述第一面板被堆叠到所述第二面板上之后将所述第一面板和所述第二面板压缩在一起并加热,使得所述未固化的预浸渍纤维增强聚合物固化。
[0305]
条款50.根据条款49所述的方法,在对所述第一面板和所述第二面板进行压缩和加热的步骤之后,所述方法进一步包括以下步骤:
[0306]
使所述第一面板或所述第二面板中的一个的外表面粗糙化以形成粗糙外表面;
[0307]
对所述粗糙外表面进行清洁以形成清洁的粗糙外表面;
[0308]
将底漆层施加到所述清洁的粗糙外表面上;以及
[0309]
将油墨施加到所述底漆层上。
[0310]
条款51.根据条款50所述的方法,进一步包括将聚合物层压缩成型到所述底漆层上和所述油墨上方以形成预切割层压结构的步骤。
[0311]
条款52.根据条款51所述的方法,进一步包括对所述预切割层压结构进行切割以形成具有预定义形状的切割的层压结构的步骤。
[0312]
条款53.根据条款52所述的方法,其中所述切割的层压结构包括高尔夫球杆头的击球板。
[0313]
在以上描述中,可以使用某些术语,例如“向上”、“向下”、“上”、“下”、“水平”、“垂直”、“左”、“右”、“上方”、“下方”等等。在适用的情况下,使用这些术语是为了在处理相对关系时提供描述的一些清晰度。但是,这些术语并不旨在暗示绝对的关系、位置和/或取向。例如,对于物体而言,通过简单地将物体翻转过来,“上”表面就可以变成“下”表面。尽管如此,它仍然是同一个物体。此外,除非另有明确规定,否则术语“包括”、“包含”、“具有”及其变体表示“包括但不限于”。除非另有明确规定,否则列举的项目列表并不暗示任何或所有项目是相互排斥和/或相互包含的。除非另有明确规定,否则术语“一”、“一个”和“该”也指“一个或多个”。此外,术语“多个”可以定义为“至少两个”。此外,除非另有说明,否则如本文所定义的,多个特定特征不一定意味着整个特定特征集或类中的每个特定特征。
[0314]
另外,本说明书中一个元件“联接”到另一元件的实例可以包括直接和间接联接。直接联接可以定义为一个元件联接到另一个元件并与另一个元件有某种接触。间接联接可以定义为两个元件之间的联接,它们彼此不直接接触,而是在联接的元件之间具有一个或多个附加元件。此外,如本文所使用的,将一个元件固定到另一元件可包括直接固定和间接固定。另外,如本文所使用的,“相邻”不一定表示接触。例如,一个元件可以与另一个元件相邻而不与该元件接触。
[0315]
如本文所使用的,短语“中的至少一个”在与项目列表一起使用时表示可以使用所列项目中的一个或多个的不同组合并且可能仅需要该列表中的项目中的一个。项目可以是特定的对象、事物或类别。换句话说,“中的至少一个”意味着可以使用列表中的项目的任意组合或任意数量的项目,但可能不是需要列表中的所有项目。例如,“项目a、项目b和项目c中的至少一个”可以指:项目a;项目a和项目b;项目b;项目a、项目b和项目c;或项目b和项目c。在一些情况下,“项目a、项目b和项目c中的至少一个”可以指例如但不限于:项目a中的两个、项目b中的一个和项目c中的十个;项目b中的四个和项目c中的七个;或某种其他合适的组合。
[0316]
除非另有说明,否则术语“第一”、“第二”等在本文中仅用作标签,并不旨在对这些术语所指的项目强加顺序、位置或等级要求。此外,提及例如“第二”项目并不要求或排除存在例如“第一”或编号较低的项目,和/或例如“第三”或编号较高的项目。
[0317]
如本文所使用的,“被配置为”执行指定功能的系统、装置、结构、物品、元件、部件或硬件确实能够在没有任何改动的情况下执行指定功能,而不仅仅是具有在进一步修改后执行指定功能的潜力。换句话说,“被配置为”执行指定功能的系统、装置、结构、物品、元件、部件或硬件被专门选择、创建、实现、利用、编程和/或设计用于执行指定功能的目的。如本文所使用的,“被配置为”表示系统、装置、结构、物品、元件、部件或硬件的使系统、装置、结
构、物品、元件、部件或硬件能够执行指定功能而无需进一步修改的现有特性。出于本公开的目的,被描述为“被配置为”执行特定功能的系统、装置、结构、物品、元件、部件或硬件可以附加地或可替代地被描述为“适于”和/或被描述为“可操作以”执行该功能。
[0318]
本文中包括的示意流程图一般被阐述为逻辑流程图。因此,所描绘的顺序和标记的步骤表示所呈现方法的一个示例。可以设想在功能、逻辑或效果上与所示方法的一个或多个步骤或其部分等效的其他步骤和方法。另外,所采用的格式和符号被提供来解释该方法的逻辑步骤并且被理解为不限制该方法的范围。尽管在流程图中可以采用各种箭头类型和线类型,但是它们被理解为不限制相应方法的范围。实际上,可以使用一些箭头或其他连接符来仅指示该方法的逻辑流程。例如,箭头可以指示在所描绘的方法的枚举步骤之间的未指定持续时间的等待或监视期。另外,特定方法发生的顺序可能严格遵守或不严格遵守所示的相应步骤的顺序。
[0319]
本主题可以在不脱离其精神或本质特性的情况下以其他特定形式体现。所描述的示例在所有方面都应被视为仅仅是说明性的而非限制性的。落入权利要求的等效物的含义和范围内的所有变化都应包含在其范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1