紧固件与航空器结构的协调的末端执行器附接的制作方法
7.因此,将期望有至少考虑以上所讨论问题中的至少一些以及其他可能问题的方法和系统。
技术实现要素:
8.本文中描述的实施方式提供了布置固定轨道上的末端执行器,所述固定轨道遵循将接纳紧固件的结构的内模线(iml)和外模线(oml)。固定轨道未附接到结构本身。因为固定轨道与结构的轮廓对应,所以当安装紧固件时,末端执行器与结构保持强制对准。即使在末端执行器沿着固定轨道移动以便将紧固件安装在沿着结构的不同径向位置处时,这种关系仍然正确。上述布置还允许结构相对于末端执行器移动任何期望的量,使得紧固件可以安装在沿着结构长度的各种位置处。
9.一个实施方式是一种用于将紧固件施加到结构的方法。该方法:将第一组的末端执行器沿着固定内轨道设置,所述固定内轨道遵循结构的内模线(iml)表面;将第二组的末端执行器沿着固定外轨道设置,所述固定外轨道遵循所述结构的外模线(oml)表面;将所述固定内轨道处的第一末端执行器与所述固定外轨道处的第二末端执行器对准;通过将所述第一末端执行器和所述第二末端执行器压入所述结构中,将所述结构夹持在所述第一末端执行器和所述第二末端执行器之间;并且将紧固件施加到所述结构。
10.其他实施方式是一种包含程序指令的非暂态计算机可读介质,所述程序指令在由处理器执行时能进行操作以执行用于将紧固件施加到结构的方法。该方法:将第一组的末端执行器沿着固定内轨道设置,所述固定内轨道遵循结构的内模线(iml)表面;将第二组的末端执行器沿着固定外轨道设置,所述固定外轨道遵循所述结构的外模线(oml)表面;使所述固定内轨道处的第一末端执行器与所述固定外轨道处的第二末端执行器对准;通过将所述第一末端执行器和所述第二末端执行器压入所述结构中,将所述结构夹持在所述第一末端执行器和所述第二末端执行器之间;并且将紧固件施加到所述结构。
11.另一实施方式是一种用于将紧固件施加到结构的系统。该系统包括沿着内模线(iml)侧的固定内轨道、沿着固定内轨道设置以面对结构的iml表面的iml末端执行器。所述固定内轨道被成形为使得所述iml末端执行器能够遵循所述结构的所述iml表面。所述系统还包括沿着外模线(oml)侧的固定外轨道以及沿着所述固定外轨道设置以面对所述结构的oml表面的oml末端执行器。所述固定外轨道被成形为使得所述末端执行器能够遵循所述结构的所述oml表面。所述第一组的末端执行器被配置为与所述第二组的末端执行器协同操作,以夹持所述结构并安装所述紧固件。
12.注意的是,在本技术中,末端执行器是延伸件和/或平台和/或多轴机器,自动化工具可以安装到延伸件和/或平台和/或多轴机器。末端执行器可以例如包括四轴或五轴机器,该四轴或五轴机器包括用于紧固件安装的自动化工具(例如,钻头、夹具、抽吸元件、模锻工具等)或者这样的工具可连接到该四轴或五轴机器。
13.下面,可描述其他例示性实施方式(例如,与前述实施方式相关的方法和计算机可读介质)。已讨论的特征、功能和优点可在各种实施方式中独立地实现或者可在其他实施方式组合,可参照以下描述和附图发现这些方面的其他细节。
附图说明
14.现在,只以举例方式参考附图来描述本公开的一些实施方式。在所有附图上,相同的附图标记表示相同的元件或相同类型的元件。
15.图1是例示性实施方式中的紧固件安装系统的示意性框图;
16.图2是例示了例示性实施方式中的使用图1和图3至图6中示出的紧固件安装系统执行紧固件安装的方法的流程图;
17.图3是作为图1中示出的示意性紧固件安装系统的特定示例的紧固件安装系统的立体图;
18.图4是例示性实施方式中的在接纳结构之前图3的紧固件安装系统的端视图;
19.图5是例示性实施方式中的在接纳结构之后图3的紧固件安装系统的端视图;
20.图6是例示性实施方式中的图3的紧固件安装系统的其他立体图;
21.图7至图10例示了例示性实施方式中的使用图1和图3至图6中示出的紧固件安装系统执行紧固件安装的其他方法;
22.图11是例示性实施方式中的其中可以采用图1和图7至图10中示出的方法的航空器生产和检修方法的流程图;
23.图12是例示性实施方式中的可以使用图1和图3至图6中示出的紧固件安装系统和/或图1和图7至图10中示出的方法制造的航空器的框图;以及
24.图13是可以用于图12的航空器并使用图1和图3至图6中示出的紧固件安装系统和/或图1和图7至图10中示出的方法制造的机体的剖视图。
25.附图和以下描述提供了本公开的特定例示性实施方式。因此,将理解,本领域的技术人员将能够设计出尽管未在本文中明确描述或示出但实施本公开的原理并且被包括在本公开的范围内的各种布置。此外,本文中描述的任何示例旨在帮助理解本公开的原理,并且将被解释为不限于这种具体阐述的示例和条件。结果,本公开不限于下述的特定实施方式或示例,而是受权利要求书限制。
具体实施方式
26.图1是例示性实施方式中的紧固件安装系统100的示意性框图。紧固件安装系统100可以具有沿着脉动制造流水线10的一系列工作工位中的一个或更多个工作工位,其中,部件和/或部件的组件经由脉动移动而移动通过该一系列工作工位。紧固件安装系统100可以是沿着脉动制造流水线10的特定脉动流水线系统,脉动制造流水线10可以包括一系列制造和/或组装系统,部件和/或组件经过该一系列制造和/或组装系统来制造最终组件。紧固件安装系统100的特定示例是紧固件安装系统300(图3至图6中示出)。紧固件安装系统100包括至少一个安装工位。安装工位101包括固定内轨道130、固定外轨道150、与固定内轨道130关联的一个或更多个iml末端执行器以及与固定外轨道150关联的一个或更多个oml末端执行器。当紧固件安装系统100包括不止一个安装工位时,在第一安装工位处的一对155的末端执行器140、160可以与在第二安装工位处的另一对155的末端执行器140、160同时操作。例如,当环绕件119固定到结构110时,至少一对末端执行器140、160对环绕件119的前部作业以安装紧固件102并且至少一个另一对末端执行器140、160对环绕件119的后部作业,其中,所述对末端执行器同时对前部和后部作业。
27.紧固件安装系统100(也称为脉动制造流水线10的“紧固件安装工位”)包括可进行操作以利用移动的内模线(iml)末端执行器和移动的外模线(oml)末端执行器在结构110处执行紧固件102的安装的任何系统、装置或部件。更具体地,iml末端执行器被配置为在结构110的诸如iml表面316(图3中示出)这样的内模线表面处执行紧固件安装。类似地,oml末端执行器被配置为在结构110的诸如oml表面318(图3中示出)这样的外模线表面处执行紧固件安装。iml末端执行器的示例是图3至图6中示出的末端执行器342、344、346,并且oml末端执行器的示例是图3至图6中示出的末端执行器362、364、366。紧固件102可以是诸如锁紧螺栓、螺母、铆钉和/或过盈配合紧固件这样的任何合适类型的紧固件。
28.紧固件安装系统100已被增强为在内外固定轨道处设置末端执行器140、160,结构110在内外固定轨道之间经过。固定内轨道130的示例是图3至图6中示出的固定内轨道330,并且固定外轨道的示例是图3至图6中示出的固定外轨道350。末端执行器140、160在结构110相对于固定轨道的脉动移动之间的暂停期间以协调的方式操作,以将紧固件102安装在孔104中。脉动移动包括结构110前进小于结构110的长度l的运动。每个脉动可以将紧固件安装位置116从紧固件安装系统100中的前一工作工位移动到下一工作工位。在每个暂停期间,紧固件102被安装在固定轨道上安装的iml末端执行器和oml末端执行器的安装轨内。
29.在该实施方式中,结构110包括机身的半筒段(即,机身的具有敞口的半圆形横截面的机身部分308(图3中示出)),该半筒段沿着固定内轨道130和固定外轨道150之间的导轨120或类似结构移动。结构110包括弯曲段122。弯曲段122具有半径r;然而,弯曲段122的半径不需要沿着结构110的整个iml表面316是恒定的。结构110还包括纵向部分124,纵向部分124是结构的大体沿着结构110的纵向轴线a延伸的区域。纵向部分124接纳紧固件102,如以下更详细描述的。
30.导轨120是脉动制造流水线10的部分,并有助于运输结构110以便经由脉动流水线组装技术进行制造。在结构110沿着固定轨道的脉动运动之间,结构110可以被转位,并且可以通过沿着固定外轨道150行进的oml末端执行器和沿着固定内轨道130行进的iml末端执行器的协调动作来安装紧固件102。
31.如图3至图6中所示,iml末端执行器和oml末端执行器中的众多末端执行器可以作为末端执行器的第一组340和第二组360沿着其相应的固定轨道130、150的不同径向部分设置。每个oml末端执行器与iml末端执行器中的对应末端执行器以成对关系进行协调和工作。控制器174操作至少一对iml末端执行器和oml末端执行器。可以利用任意数量的成对的末端执行器140、160来执行该工作,并且每对155末端执行器140、160可以在半圆形的预分割部分内执行工作。成对末端执行器的示例在图4中示出为各自具有iml末端执行器342、344、346和oml末端执行器362、364、366的对354、356、358。预分割部分的大小取决于成对末端执行器的组数。在其他实施方式中,每对末端执行器具有一对分立的轨道。因此,在成对末端执行器组中的每组中的iml末端执行器和oml末端执行器在彼此不同的轨道130、150上工作,因为它们在曲线上执行工作。
32.结构110通过支架112保持其当前的横截面形状,尽管其他实施方式可以没有这些支架112,并可以通过其他装置保持结构110的形状。支架112的示例在图3中被示出为支架370。在其他实施方式中,结构110包括制造剩余部分/牺牲材料的段114,该段可以用于促成结构110在组装操作期间的转位和/或输送。结构110还包括沿着其长度l的位置(例如,紧固
件安装位置),期望的是将一个或更多个紧固件102安装在该位置处。紧固件102安装在环向部分126中。例如,环向部分126可以限定在每个紧固件安装位置116处,并至少部分地跨弯曲段122延伸。在一些实施方式中,结构110还包括切口(未示出,但由后续访问的工作工位制成),可以将环绕件119安装在切口中或者安装于切口。环绕件119可以在环绕件119的前部、后部和/或周缘处固定到结构110。这可以取决于工作工位和/或脉动流水线系统。例如,一些工作工位可以将诸如框架1140(图13中示出)这样的框架安装于包括诸如蒙皮1142(图13中示出)这样的蒙皮的结构110,而其他工作工位可以将环绕件119围绕将安装结构110内的开口的位置安装。
33.结构110具有半径r。固定内轨道130(包括iml末端执行器140)的半径(r_内)小于r。此外,固定外轨道150(包括oml末端执行器160)的半径(r_外)大于r。然而,固定内轨道130和固定外轨道150不必沿着其整个长度具有固定半径,只要存在供结构110穿过的间隙g即可。这是因为,末端执行器140、160可以补偿特定轨道位置与结构110的iml表面(例如,图3中的iml表面316)或oml表面(例如,图3中的oml表面318)之间的任何距离变化。这意味着,结构110可以在没有阻碍的情况下移动通过iml末端执行器140和oml末端执行器160之间的间隙g。因此,固定外轨道150设置在系统100和/或结构110的oml侧106,并被成形为使得oml末端执行器160能够遵循结构110的oml表面。类似地,固定内轨道130沿着紧固件安装系统100和/或结构110的iml侧108设置,并被成形为使得iml末端执行器140能够遵循结构110的iml表面。
34.iml末端执行器140和oml末端执行器160可以包括例如包括用于紧固件安装的自动化工具(例如,钻头、夹持件、抽吸元件、模锻工具等)的四轴或五轴机器。在其他实施方式中,本文中讨论的末端执行器140、160能够延伸、缩回或以其他方式重新定位,以便考虑它们的轨道130、150与结构110的iml表面(例如,图3中示出的iml表面316)或oml表面(例如,图3中示出的oml表面318)之间的间隔。不管间隔量是否沿着轨道130、150变化,末端执行器140、160可以能够执行该动作。
35.在其他实施方式中,固定内轨道130和固定外轨道150的半径变化,并且随着工作进行,关联的末端执行器140、160动态地移动,以便考虑从轨道130、150到结构110的距离变化。在其他实施方式中,为了帮助避免末端执行器碰撞,不同半径的固定轨道占据结构110的不同侧。例如,右侧的固定外轨道150可以呈现3.05m(10英尺)半径,而左侧的固定外轨道150可以呈现3.35m(11英尺)半径并且在中心的固定外轨道150可以呈现3.20m(10英尺半)半径。
36.iml末端执行器140和oml末端执行器160的操作经由服务器170协调。在一个实施方式中,服务器170的控制器174访问存储在存储器176中的数控(nc)程序中的指令以引导末端执行器140、160的动作,并经由接口(即,i/f172)发送指令。控制器174可以被实现为例如定制电路,实现为执行程序指令的硬件处理器,或者其某种组合。
37.将针对图2讨论紧固件安装系统100的操作的例示性细节。在一个实施方式中,结构110经由无损成像(ndi)技术完成了检查,并准备好在固定内轨道130和固定外轨道150之间经过,以便开始紧固件安装。此外,在该实施方式中,固定内轨道130与结构110的内表面(例如,iml)的轮廓互补(例如,匹配),并且固定外轨道150与结构110的外表面(例如,oml)的轮廓互补。
38.图2是例示了例示性实施方式中的操作紧固件安装系统的方法200的流程图。参考图1的紧固件安装系统100描述了方法200中的步骤,但本领域的技术人员将理解,可以在其他系统中执行方法200。本文中描述的流程图中的步骤并没有都被包括在内,可以包括未示出的其他步骤。也可以按替代顺序执行本文中描述的步骤。
39.参照图1和图2,在步骤202中,沿着固定内轨道130设置一个或更多个iml末端执行器的第一组(例如,图3中示出的第一组340)。固定内轨道130促成iml末端执行器遵循结构110的弯曲iml的操作。例如,iml末端执行器在不接触结构110的iml表面(例如,图3中示出的iml表面316)的情况下移动,但保持靠近得足以在沿着结构110的iml表面的选定位置处接触结构110的iml表面,以安装紧固件102。第一组iml末端执行器可以包括末端执行器140,末端执行器140均占据固定内轨道130的不同径向部分(因此均遵循与结构110的弯曲iml互补的不同弧)。在图3至图6中示出其示例。可以设置任何数量(n个)的iml末端执行器,以与下面针对步骤204讨论的oml末端执行器配对。将iml末端执行器沿着固定内轨道130设置202的步骤可以包括将iml末端执行器安装在固定内轨道130处,使得iml末端执行器能够调整它们沿着结构110的位置(例如,通过沿着轨道130行进)。
40.在步骤204中,沿着固定外轨道150设置一个或更多个oml末端执行器的第二组(例如,图3中示出的第二组360)。固定外轨道150促成oml末端执行器遵循结构110的弯曲oml的操作。例如,oml末端执行器在不接触结构110的oml表面(例如,图3中示出的oml表面318)的情况下移动,但保持靠近得足以在沿着结构110的oml表面的选定位置处接触结构110的oml表面,以安装紧固件102。第二组oml末端执行器可以包括均沿着固定外轨道150占据不同径向位置的末端执行器,如图3至图6中所示。将oml末端执行器沿着固定外轨道150设置的步骤可以包括将oml末端执行器安装在固定外轨道150处,使得末端执行器能够调整它们沿着结构110的位置(例如,通过沿着固定外轨道150行进)。
41.设置202第一组340和设置204第二组360的步骤的一方面包括分派末端执行器140、160。更具体地,参照图1、图2和图4,方法200还可以包括将第一组340中的末端执行器140、342、344、346分配给结构110、310处的不同径向区域410、420、430,并将第二组360中的末端执行器160、362、364、366分派给结构110、310处的不同径向区域410、420、430。第一组340中的各末端执行器140、342、344、346和第二组360中的各末端执行器160、362、364、366排他性地在被分派末端执行器140、342、344、346和160、362、364、366的径向区域410、420、430内操作。
42.在步骤206中,将沿着固定内轨道的第一末端执行器(例如,沿着固定内轨道130的iml末端执行器140)与沿着固定外轨道的第二末端执行器(例如,沿着固定外轨道150的oml末端执行器160)对准。该对准可以包括将第一末端执行器和第二末端执行器二者放置在沿着结构110的曲线的相同位置/地方。期望被附连到结构110的结构部件也可以与末端执行器140、160对准。例如,在结构110是机身(例如,图12和图13中示出的机身1119)的机身部分308的实施方式中,用于机身的弯曲框架(诸如框架1140(图13中示出))可以与末端执行器140、160对准,使得紧固件102的安装将框架1140固定到机身1119的蒙皮(例如,图13中示出的蒙皮1142)。根据需要,框架1140本身可以使用设置在固定内轨道130处的凹口或保持器来转位。以这种方式,固定内轨道130相对于结构110的位置用于定位和保持框架1140,以便安装在结构110的iml表面处。在其他实施方式中,通过诸如与本文中讨论的部件分立的引
导件或导轨这样的其他部件保持框架1140。
43.直接紧固到结构110(例如,如图13中所示的机身1119的蒙皮1142)的任何结构都可以经由本文中讨论的末端执行器140、160的操作来安装。这些结构包括诸如环绕件119这样的门环绕件或窗环绕件。在机体结构的脉动之间的一次暂停期间,可以安装造一对155末端执行器140、160的触及范围内的用于门或窗环绕件的紧固件102,并且可以通过相同末端执行器安装在脉动之间的下一次暂停期间在触及范围内的紧固件102。以这种方式,安装围绕结构110中的开口的周缘的紧固件102。在其他示例中,结构部件可以包括机身的另一段,该另一段将与机身的当前段纵向拼接以便形成机身的更长段。在其他实施方式中,均包括机身的半径的一部分的机身面板可以在对接或搭接的纵向接头中接合,以沿圆周形成更完整的机身段。
44.在其他实施方式中,iml末端执行器和oml末端执行器能够相对于结构110纵向移动,以便安装在该一系列工作工位中的工作工位的一定触及范围内的纵向接头紧固件,如相对于图3更详细描述的。这些末端执行器140、160可以在短长度内水平移动,从而安装接头紧固件,以便用均包括筒的六分之一的个体筒段组装半筒段。在进行永久紧固件安装之前,用临时紧固件将这些较小的筒段钉在一起。该紧固件安装系统100能够用于形成用于复合材料或金属航空器生产的半筒段。以这种方式,金属航空器可以在脉动流水线中组装。
45.在步骤208中,通过将诸如iml末端执行器140这样的第一末端执行器和诸如oml末端执行器160这样的第二末端执行器压入结构110中来夹持结构110。例如,可以经由将末端执行器140、160中的一个中的抽吸元件施加到结构110来执行“领先(one-up)”夹持,或者可以通过将固定内轨道130处的末端执行器140压贴结构110并对固定外轨道150处的末端执行器160施压来执行夹持,由此将结构110夹在末端执行器140、160之间的位置。这使得密封、钻孔和紧固件安装的操作能够在一个单一过程中执行,这样可以不再需要匹配地在面板组件中钻出所有孔104并在添加密封剂、重新组装和安装紧固件之前将结构分开以便进行清洁和去毛刺。钻出紧固件孔是可以包括钻出埋头孔。
46.在步骤210中,将紧固件102施加到结构110。将紧固件102施加到结构110可以包括使用末端执行器140、160中的至少一个钻出穿过结构110的孔104。例如,在紧固件102是锁紧螺栓的实施方式中,第二末端执行器可以在结构110中钻出孔104,并驱动锁紧螺栓穿过孔104,并且第一末端执行器可以将套圈设置在锁紧螺栓上方并将套圈模锻到位。在一个实施方式中,施加紧固件102包括将紧固件102插入紧固件孔104中。在一个实施方式中,结构110包括航空器机身的机身部分308(图3中示出),并且施加紧固件102包括驱动紧固件穿过设置在结构110(例如,图3中示出的机身部分308)的iml表面(例如,图3中示出的iml表面316)处的框架(例如,图13中示出的框架1140)以及结构110本身。在步骤208和步骤210期间,在夹持和紧固件安装期间施加的力通过末端执行器140、160传递到固定轨道130、150中。在步骤212中,通过从结构110分离第一末端执行器和第二末端执行器来释放结构110。在步骤212之后,末端执行器140、160可以移动到结构110上的不同紧固件安装位置116和/或结构110可以移动到脉动制造流水线10中的后续工作工位和/或脉动流水线系统。
47.每当结构110在同一工作工位或不同工作工位处暂停时,可以将步骤206-212迭代多次,以便沿着不同的径向位置安装大量的紧固件102。该迭代可以包括将第一末端执行器和第二末端执行器沿着结构110的曲线移动到新位置(参见例如步骤206),通过将第一末端
执行器和第二末端执行器压入结构110中来夹持208结构110以及将另一紧固件102施加到结构110。
48.方法200可以提供优于现有解决方案的显著技术益处,因为方法200可以确保可以利用诸如末端执行器140、160这样的移动末端执行器将紧固件102安装在沿着波形结构110的各种位置处。此外,由于末端执行器140、160沿着诸如轨道这样的固定轨道设置,所以末端执行器140、160可以可靠地将紧固件102安装在沿着结构110的轮廓的相同位置,不管结构110沿着导轨120行进的距离量如何。因此,与可能需要在机身本身内安装和去除轨道的柔性轨道系统不同(例如,针对沿着机体长度的多个部分中的每个),本文中描述的具有固定轨道的紧固件安装系统100可以通过将结构110纵向移动、使结构110暂停、施加紧固件102,然后再次将结构110纵向移动来进行快速操作。纵向移动使结构110在纵向方向103上移动。
49.此外,柔性轨道系统可以依赖于已经组装的结构以便为轨道提供结构支撑,而方法200利用结构上独立于结构110的轨道。另外,柔性轨道系统可以要求将轨道和末端执行器移动到结构110处的特定位置。在本系统中,结构110移动到轨道上,并且紧固件102在结构110沿着脉动制造流水线10移动的间隙脉动地安装。因此,在结构110的每个移动脉动之后,结构110可以在工作开始之前快速地被转位到轨道。然后,执行紧固件安装,停止工作,并将结构110的下一个部分带入固定轨道上的末端执行器140、160的范围内,以进行附加的紧固件组装。
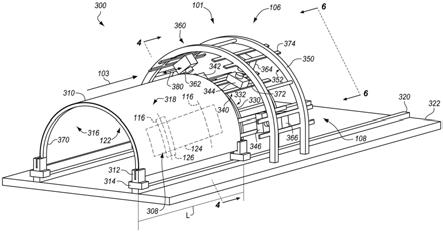
50.图3至图6例示了特定实施方式中的紧固件安装,其中,结构110(图1中示出)是包括机身部分308(诸如机身的半筒段)的结构310,机身部分308具有沿着其长度的恒定横截面。相对于图3至图6描述的机身部分308可以是图12中示出的机身1119的一部分。
51.图3是例示性实施方式中的紧固件安装系统300的立体图。紧固件安装系统300是图1中示意性示出的紧固件安装系统100的特定示例。在该实施方式中,紧固件安装系统300包括安装在工厂地板322处的导轨320。导轨320是图1中示出的导轨120的示例。导轨320使结构310在纵向方向103上朝向紧固件安装系统300移动和/或移动通过紧固件安装系统300。移动推车314沿着导轨320行进并包括夹持件312,夹持件312保持结构310,结构310为航空器机身(例如,图12和图13中示出的机身1119)的半筒段,该半筒段具有iml表面316和oml表面318。设置在结构310的端部处的支架370有助于在输送期间保持结构310的弓形形状。然而,在其他实施方式中,省略了支架370。支架370是图1中示出的支架112的示例。
52.在组装操作期间,结构310在固定内轨道330和固定外轨道350之间的间隙g内前进。固定内轨道330是图1中示出的固定内轨道130的示例,并且固定外轨道350是图1中示出的固定外轨道150的示例。固定内轨道330设置在紧固件安装系统300和/或结构310的iml侧108,并且固定外轨道350设置在紧固件安装系统300和/或结构310的oml侧106。固定内轨道330具有沿第一半圆332设置的末端执行器342、344和346的第一组340。末端执行器342、344和346均是图1中示出的iml末端执行器140的示例。固定外轨道350具有沿着第二半圆352设置的末端执行器362、364和366的第二组360。末端执行器362、364和366均是图1中示出的oml末端执行器160的示例。参照图4,各iml末端执行器342、344和346与相应的oml末端执行器362、364和366配对,以形成末端执行器的对354、356、358。每对354、344和346均是如图1中所示的对155的示例。尽管在图4至图6中示出了末端执行器的三对354、356、358,但在紧
固件安装系统300中可以包括任何数量的对354、356、358。
53.如图3中所示,第二半圆352比第一半圆大(即,具有更大的直径)并与第一半圆332同心。当结构310放置在第一半圆332和第二半圆352之间时,iml表面316和oml表面318也与第一半圆332同心。结构310在箭头所指示的方向上的运动周期性暂停,从而致使在结构310在固定轨道330、350之间前进时结构310脉动地移动。在每个暂停期间,轨道330、350的末端执行器342、344、346和362、364、366沿着结构310的轮廓将紧固件102(图5中示出)安装到孔104(图5中示出)中。然后,结构310再次移动,从而呈现沿着结构310的长度l的结构310的另一环向(或半筒状)部分,以接纳紧固件102。
54.在其他实施方式中,结构310在纵向方向103上脉动与紧固件安装位置(诸如紧固件安装位置(图1中示出))之间的间隔相等的距离,并且安装了纵向多行的紧固件,诸如用于搭接或对接接头以接合机身面板。在其他实施方式中,多个末端执行器对安装用于纵向拼接的紧固件102,然后切换到以环向方式安装紧固件以安装框架,诸如将框架1140固定到蒙皮1142,如图13中所示。
55.在一个实施方式中,固定内轨道330上的末端执行器342、344、346和固定外轨道350上的末端执行器362、364、366也能够在箭头所指示的纵向方向380上进行有限的纵向运动。oml末端执行器362、364、366与iml末端执行器342、344、346在纵向方向380上同步移动。在这样的实施方式中,iml末端执行器342、344、346经由内纵向导轨372联接到固定内轨道330。类似地,oml末端执行器362、364、366经由外纵向导轨374联接到固定外轨道350。iml末端执行器342、344、346沿着内纵向导轨372在纵向方向380上相对于固定内轨道330移动。oml末端执行器362、364、366沿着外纵向导轨374在纵向方向380上相对于固定外轨道350移动。这可以有助于某些组装操作,诸如与执行纵向拼接相关的操作。
56.图4是在接收结构310之前的紧固件安装系统300的端视图,并与图3的视图箭头4对应。在图4中,诸如图1中示出的控制器174这样的控制器已将iml末端执行器342-346分派给结构310处的不同径向区域410、420、430,并还将oml末端执行器362-366分配给结构310处的不同径向区域410、420、430。虽然示出了三对354、356、358的末端执行器和三个径向区域410、420、430,但在其他实施方式中,可以利用任何合适数量的对和径向区域。
57.第一组340中的各iml末端执行器342、344、346和第二组360中的各oml末端执行器362、364、366排他性地在它被分派到的径向区域410、420或430内操作。具体地,末端执行器342、344、346和362、364、366被分组为对354、356、358(一个内末端执行器和一个外末端执行器),每对均以协调的方式操作,以将紧固件102安装在结构310的单独的径向区域/部分410、420、430中。例如,末端执行器342和末端执行器362作为对354在设置在边界402和边界412之间的径向区域410中一起操作,末端执行器344和末端执行器364作为对356在设置在边界412和边界422之间的径向区域420中一起操作,并且末端执行器346和末端执行器366作为对358在设置在边界422和边界432之间的径向区域430中一起操作。
58.在其他实施方式中,径向区域410、420、430不是排他性的,因此部分重叠,这促成了末端执行器342、344、346和362、364、366在径向区域之间的边界区域中执行紧固件安装的能力。例如,径向区域410、430中的至少两个与另一径向区域420部分重叠。由末端执行器的对354、356、358执行的动作被协调,以防止不同对中的末端执行器342、344、346和362、364、366之间的碰撞。例如,控制器174可以操作末端执行器的对354、356、358,使得末端执
行器342、344、346和362、364、366在第一圆周方向(例如,顺时针)上一起跨其相应的径向部分前进,然后在第二圆周方向(例如,逆时针)上一起跨其相应的径向部分前进。这确保了末端执行器的对354、356、358保持间隔达期望量的空空间,以便防止碰撞。
59.在一个实施方式中,末端执行器342、344、346和362、364、366的运动被预编程到保存在存储器176(图1中示出)中的用于末端执行器342、344、346和362、364、366的nc程序中,以帮助确保避免碰撞。在其他实施方式中,nc程序由接近传感器(例如,激光传感器、照相机、超声波传感器等)补充,该接近传感器提供由控制器174使用的输入,以自动暂停或改变末端执行器342、344、346和362、364、366的操作,以便执行避免碰撞。以这种方式,紧固件安装可以包括将第一组340的末端执行器和第二组360的末端执行器沿着诸如顺时针方向450这样的第一圆周方向移动,以施加多个紧固件102,并将第一组340的末端执行器和第二组360的末端执行器沿着诸如逆时针方向450这样的与第一圆周方向相对的第二圆周方向移动,以施加附加的紧固件(例如,在结构310脉动之后)。
60.图5是在接纳结构310之后紧固件安装系统300的端视图。也就是说,结构310已经沿着导轨320脉动到如下位置,在该位置,结构310的准备用于紧固件安装的部分设置在固定内轨道330和固定外轨道350之间。在图5中,结构310被例示为设置在固定内轨道330和固定外轨道350之间。对于该描绘,假定结构310的移动已经暂停。另外,在该端视图中,示出了结构310的弯曲段122。
61.在末端执行器342、344、346和362、364、366在紧固件安装期间在顺时针或逆时针方向(或这二者)上执行协调的扫掠时,末端执行器的对354、356、358继续在其对应区域410、420、430内在环向方向上将紧固件102安装到孔104中。在一个实施方式中,末端执行器342、344、346和362、364、366在图5中描绘的位置处开始并在逆时针方向452上工作,直到在逆时针弧的远端处停止。然后,末端执行器342、344、346和362、364、366一直等待,直到结构310的下一个脉动/移动,并朝向图5中示出的起始点在顺时针方向450上工作。即,在结构310每次脉动地移动通过紧固件安装系统300之后,末端执行器342、344、346和362、364、366将它们的操作方向从逆时针方向452切换到顺时针方向450。因此,所有末端执行器342、344、346和362、364、366在逆时针方向452上工作,然后等待脉动移动,然后在顺时针方向450上工作,然后等待脉动移动,以此类推。在末端执行器342、344、346和362、364、366与结构310之间的这种迭代的协调移动可以在没有任何类型的“托架回位”类型的操作的情况下执行。
62.在另一实施方式中,末端执行器的对354、356、358在顺时针方向450上安装紧固件102,直到到达其径向区域410、420或430的终点,然后在逆时针方向452上以类似于操作打字机的托架回位的方式重置回到其径向区域410、420、430的起点。因此,末端执行器的对354、356、358在脉动移动之后都在顺时针方向450上工作,然后返回到它们的起始位置,并在下一个脉动移动之后再次在顺时针方向450上工作。当然,类似的操作可以用于逆时针操作而非顺时针操作。
63.在其他实施方式中,在结构310脉动之后,末端执行器342、344、346和362、364、366在一个方向(例如,顺时针、逆时针)上逐步地移动,并且在每个末端执行器342、344、346和362、364、366跨其径向区域410、420、430前进时,在脉动移动的间隙,将紧固件102安装在孔104中。然后,末端执行器342、344、346和362、364、366在相反方向上移动回到起始点,以便
在结构310再次脉动之后准备安装紧固件102。然后,结构310可以脉动到结构310上的下一个紧固件安装位置(图1中示出),并且在末端执行器的对354、356、359在逆时针方向452上移动时,对354、356、358继续将紧固件安装在孔104中。
64.在其他实施方式中,固定轨道330、350更靠近结构310的相应iml表面316或oml表面318定位,使得iml末端执行器362、364、366位于固定内轨道330的结构部分之间(或甚至在固定内轨道330的内侧),并且固定内轨道330刚好位于将被执行工作的iml表面316之外。以类似的方式,oml末端执行器362、364、366位于固定外轨道350的结构部件之间(或者甚至位于固定外轨道350的外侧),并且固定外轨道刚好位于将被执行工作的oml表面318之外。
65.在其他实施方式中,每个导轨320设置一个纵向移动的末端执行器。参照图1和3,紧固件安装系统300还可以具有相邻的框架安装工位101,其中,每个工位101中的末端执行器342、344、346和362、364、366在诸如顺时针方向450或逆时针方向452(例如,安装半筒段之间的接头或安装窗或门环绕件)这样的不同圆周方向或相同圆周方向上操作。紧固件安装系统300的每个框架安装工位包括固定内轨道330、固定外轨道350、与固定内轨道330关联的一个或更多个iml末端执行器342、344、346以及与固定外轨道350关联的一个或更多个oml末端执行器362、364、366。
66.图6是与图3的视图箭头对应的紧固件安装系统300的其他立体图。如图6中所示,沿着固定内轨道330的iml末端执行器342、344、346与沿着固定外轨道350的oml末端执行器362、364、366之间的间隙c大于支架370的厚度t。该间隔确保了结构310可以在固定轨道330、350之间前进,而没有遭遇物理干扰。
67.图7至图10例示了使用紧固件安装系统100、300(图1和图3中示出)执行紧固件安装的其他方法。方法700、800、900和1000包括使结构110、310朝向紧固件安装系统100、300脉动和/或脉动通过紧固件安装系统100、300。脉动使得方法700、800、900、1000能够通过沿着结构110、310的纵向部分124附接紧固件102(即,沿着结构110、310的纵向轴线a附接紧固件102)来安装紧固件102。紧固件102的安装可以将诸如框架1140(图13中示出)或环绕件119(图1和图13中示出)这样的部件固定到结构110、310(例如,具有蒙皮1142的机身部分308)。
68.方法700提供了利用在例示性实施方式中本文中讨论的末端执行器和跟踪系统的替代技术。根据图7的方法700,步骤702包括使包括紧固件安装位置116的结构110、310(图1和图3中示出)朝向紧固件安装系统100、300脉动。例如,结构110、310在图3中示出的纵向方向103上移动。在脉动期间,结构110、310沿着作为脉动制造流水线10的部分的导轨120、320移动。在一个实施方式中,脉动包括使结构110朝向紧固件安装系统100、300纵向移动(例如,2.44米(八英尺))和/或纵向移动(例如,2.44米(八英尺))通过紧固件安装系统100、300。例如,在脉动期间,结构110、310在纵向方向103上移动预定距离。然后,结构110、310的运动可以暂停,以便由紧固件安装系统100、300执行工作。
69.在步骤704中,至少一个紧固件102经由由独立于结构110、310的轨道130、330和150、350(图1和图3中示出)支撑的末端执行器140、342、344、346和160、362、364、366(图1和图3中示出)安装在紧固件安装位置116处。步骤704可以经由以上针对图2的方法200讨论的协调的末端执行器操作来执行。该安装可以包括沿着结构110、310的弯曲段122(图5中示出)附接紧固件102。另外,该安装可以包括沿着结构110、310的纵向部分124附接紧固件
102。纵向操作还可以支持用于门环绕件、桁条拼接或其他部件的紧固件102的安装。
70.方法800提供了利用在例示性实施方式中本文中讨论的末端执行器和跟踪系统的其他替代技术。根据图8的方法800,步骤802包括使包括紧固件安装位置116的结构110、310朝向紧固件安装系统100、300(图1和图3中示出)脉动。在一个实施方式中,使结构110、310脉动的步骤802包括使结构110、310朝向紧固件安装系统100、300纵向移动(例如,1.22米(四英尺)、2.44米(八英尺)等)和/或纵向移动(例如,1.22米(四英尺)、2.44米(八英尺))通过紧固件安装系统100、300。然后,结构110、310的运动可以暂停,以便由紧固件安装系统100、300执行工作。这类似于图7中的方法700中的步骤702。
71.在步骤804中,将结构110夹持在紧固件安装系统100、300处的iml末端执行器140、342、344、346和oml末端执行器160、362、364、366之间。可以通过在末端执行器140、342、344、346和160、362、364、366设置在紧固件安装位置116上方时使末端执行器140、342、344、346和160、362、364、366朝向彼此压制来执行夹持804,如相对于图2中的步骤206和208描述的。在结构110、310的移动暂停时,执行步骤804。
72.在步骤806中,紧固件102经由iml末端执行器140、342、344、346和oml末端执行器160、362、364、366安装在结构110、310处。安装步骤可以包括:末端执行器140、342、344、346和160、362、364、366执行钻出孔104;清洁孔104;并且将紧固件102安装到在期望位置处的孔104中。这可以经由以上针对图2的方法200(并更具体地,经由步骤210)讨论的协调的末端执行器操作来执行。该安装可以包括沿着结构110、310的弯曲段122(图5中示出)附接紧固件102。另外,该安装可以包括沿着结构110、310的纵向部分124附接紧固件102。
73.在其他实施方式中,可以通过本文中讨论的末端执行器140、342、344、346和160、362、364、366作为方法800执行领先组装,其中,在钻孔和紧固件安装期间由末端执行器140、160施加的力由将结构110、310保持到位的一个或更多个转位元件来抵抗。另外,在夹持步骤804和紧固件安装期间施加的力通过末端执行器140、160传递到轨道130、150中。
74.方法900提供了利用相对于结构纵向/纵长地移动以促成紧固件安装的末端执行器的技术。当紧固件安装系统100、300在固定内轨道330和固定外轨道350上具有能够在图3中示出的纵向方向380上进行有限的纵向运动的末端执行器342、344、346和362、364、366时,可以使用方法900。
75.根据方法900,步骤902包括使包括紧固件安装位置116的结构110、310朝向紧固件安装系统100、300纵向脉动和/或纵向脉动通过紧固件安装系统100、300,类似于相对于图7和图8描述的步骤702和802。在步骤904中,至少一个紧固件102经由设置在结构110、310的iml表面316和oml表面318处的末端执行器140、342、344、346和160、362、364、366安装在紧固件安装位置116处。安装步骤904类似于步骤806(图8中示出)、步骤704(图7中示出)和步骤210(图2中示出)。
76.在步骤906中,使末端执行器140、342、344、346和160、362、364、366相对于结构110、310在纵向方向380上移动。例如,使末端执行器140、342、344、346和160、362、364、366通过分别沿着内纵向导轨372和外纵向导轨374相对于固定内轨道130、330和固定外轨道150、350在纵向方向380上独立地行进而移动。
77.在步骤908中,在末端执行器140、342、344、346和160、362、364、366移动之后,经由末端执行器140、342、344、346和160、362、364、366安装附加的紧固件。该安装类似于步骤
904,并且步骤904和908可以如相对于方法200(图2中示出)描述地执行。该安装可以包括沿着结构110、310的弯曲段122(图5中示出)附接紧固件102。另外,安装步骤904、908可以包括沿着结构110、310的纵向部分124附接紧固件102。以这种方式,末端执行器140、342、344、346和160、362、364、366沿着新暴露的结构110、310的纵向部分124安装紧固件102。在其他实施方式中,在紧固件安装期间,末端执行器140、342、344、346和160、362、364、366还相对于结构110、310在诸如顺时针方向450和/或逆时针方向452这样的弧向方向上移动,如图5中所示。以方法900的方式,末端执行器140、342、344、346和160、362、364、366可以执行有限量的纵向运动,以便增强执行纵向拼接、桁条拼接或者在安装肋间、环绕件、夹具/支撑件等时的容易性,即使结构110、310已经在纵向方向上周期性脉动。
78.方法1000例示了例示性实施方式中的用于安装诸如图1和图13中示出的环绕件119这样的环绕件的技术。步骤1002包括使具有紧固件安装位置116的结构110、310朝向紧固件安装系统100、300脉动和/或脉动通过紧固件安装系统100、300。步骤1002类似于如先前描述的步骤902、802和210。步骤1004包括经由由独立于结构110、310的轨道130、330和150、350支撑的末端执行器140、342、344、346和160、362、364、366安装用于环绕件119(例如,门环绕件、窗环绕件等)的第一子集的紧固件102,该环绕件将覆盖结构110、310中的后续布置的切口。第一子集的紧固件102可以包括安装在目前位于末端执行器140、342、344、346和160、362、364、366的触及范围内的位置处的紧固件102。紧固件102的安装步骤1004类似于先前描述的方法200中紧固件102的安装方式(图2中示出)。
79.步骤1006包括使结构110、310进一步脉动通过紧固件安装系统100、300。该操作类似于步骤1002,并使用于安装环绕件119中的紧固件102的其余位置能供末端执行器140、342、344、346和160、362、364、366使用。在每个脉动步骤(可以包括相对于图7至图9描述的脉动步骤)之后,方法1000可以包括使结构110、310转位。例如,可以使用制造剩余部分/牺牲材料的段114,使用设置在固定内轨道130和/或固定外轨道150处的凹口或保持器,和/或使用将结构110、310保持到位的一个或更多个转位元件来使结构110、310转位。
80.在步骤1008中,类似于步骤1004,经由末端执行器140、342、344、346和160、362、364、366安装用于环绕件119的第二子集的紧固件102。在一个实施方式中,安装1008第二子集的紧固件102包括在不同的末端执行器之间分配用于环绕件119的紧固件安装操作。安装步骤将环绕件119固定到结构110、310,使得环绕件将覆盖结构110、310中的切口。安装步骤可以通过以下步骤来执行:至少一对末端执行器140、160在环绕件119的前部操作,并且至少一个另一对末端执行器140、160在环绕件119的后部操作,其中,对115同时在前部和后部操作。
81.另外,紧固件102的安装可以包括沿着结构110、310的弯曲段122(图5中示出)附接紧固件102。另外,安装步骤1004、1008可以包括沿着结构110、310的纵向部分124附接紧固件102。
82.如以上方法200、700、800、900、1000中讨论的安装紧固件可以包括:沿着结构110、310的环向部分126附接紧固件102;沿着结构110、310的长度l附接紧固件102;固定覆盖结构110、310中的切口的环绕件119(例如,通过经由不同的末端执行器将紧固件沿着环绕件119的周缘安装);将框架1140固定到结构110、310(图13中示出)的蒙皮1142,等等。方法700、800、900和1000包括使结构110、310朝向紧固件安装系统100、300迭代地脉动和/或迭
代地脉动通过紧固件安装系统100、300,并将紧固件102安装到结构110、310。
83.在一个实施方式中,以上讨论的方法还包括使外模线(oml)末端执行器和内模线(iml)末端执行器与结构对准以及经由oml末端执行器和iml末端执行器安装紧固件。其他潜在的附加步骤可以包括在结构脉动之后使结构转位。这可以包括将结构放置在相对于轨道的已知位置(例如,通过将结构贴着相对于轨道固定到位的转位元件放置),以便确定结构在供oml末端执行器和iml末端执行器使用的坐标空间中的位置。在其他实施方式中,该安装通过以下步骤执行:至少一对末端执行器在环绕件的前部操作,并且至少一对末端执行器在环绕件的后部操作,其中,所述对同时操作。
84.实例
85.在以下实例中,在紧固件安装系统的背景下描述附加的过程、系统和方法。本文中描述的方法200、700、800、900和1000中的任何或全部可以作为程序指令包含在非暂态计算机可读介质上。
86.更具体地参照图11和图12,可以在如图11中所示的航空器制造和检修方法1100和图12中示意性示出的航空器1102的背景下描述本公开的实施方式。在前期生产过程中,方法1100可包括航空器1102的规格和设计1104和材料采购1106。在生产过程中,进行航空器1102的部件和子组件制造1108以及系统整合1110。可以在部件和子组件制造1108期间执行方法200、700、800、900和1000(图2和图7至图10中示出)。
87.此后,航空器1102可经过检定和交付1112,以便投入服役1114。在由客户投入服役期间,航空器1102被安排进行维护和检修1116的例行工作(也可包括改造、重构、翻新等)。可以在方法1100中描述的生产和检修的任一个或更多个合适阶段(例如,规格和设计1104、材料采购1106、部件和子组件制造1108、系统整合1110、检定和交付1112、服役1114、维护和检修1116)期间和/或航空器1102的任何合适部件(例如,机体1118、系统1120、内部1122、推进系统1124、电气系统1126、液压系统1128、环境系统1130)中采用本文中实施的系统和方法。
88.可以由系统集成商、第三方及/或运营商(例如,客户)进行或执行方法1100的处理中的每个。出于本描述的目的,系统集成商可以包括但不限于任一数量的航空器制造商与主系统分包商;第三方可以包括但不限于任一数量的供应商、转包商以及供货商;并且运营商可以是航空公司、租赁公司、军事实体、服务组织等。
89.如图12中所示,用方法1100生产的航空器1102可包括具有多个高级系统1120的机体1118和内部1122。机体1118包括机身1119,并且机身1119包括使用紧固件安装系统100(图1中示出)和方法200(图2中示出)组装的结构110。系统1120的示例包括推进系统1124、电气系统1126、液压系统1128和环境系统1130中的一个或更多个。可以包括任何数量的其他系统。尽管示出了航空航天的示例,但是本发明的原理可应用于诸如汽车工业这样的其他工业。
90.图13是在图12中示意性示出的航空器1102的剖视图。航空器1102包括具有机身1119的机体1118。图13中示出的机身1119的部分可以是使用紧固件安装系统100、300和方法200、700、800、900、1000组装的结构110、310的机身部分308。机身1119和机身部分308包括框架1140。框架1140具有紧固件102,紧固件102被驱动通过框架1140。紧固件102将框架1140连接到机身1119(和机身部分308)的蒙皮1142。例如,孔104延伸穿过框架1140和蒙皮
1142,并且紧固件102穿过孔104插入,以将框架1140固定到蒙皮1142。机身1119还包括桁条1144。在图13中示出的示例中,机体还包括环绕件119。
91.如以上已经提到的,可以在方法1100中描述的生产和检修的任一个或更多个阶段期间,采用本文中实施的紧固件安装系统100、300和方法200、700、800、900、1000。例如,能以类似于航空器1102在服役时生产部件或子组件的方式,制成或制造与部件和子组件制造1108对应的部件或子组件。另外,可以在子组件制造1108和系统整合1110期间,例如,通过大幅地加快航空器1102的组装或减少航空器1102的成本,利用一个或更多个系统实施方式、方法实施方式或其组合。类似地,可以在航空器1102服役(例如而不限于维护和检修1116期间)时利用系统实施方式、方法实施方式或其组合中的一个或更多个。例如,本文中描述的技术和系统可用于材料采购1106、部件和子组件制造1108、系统整合1110、服役1114和/或维护和检修1116、和/或可以用于机体1118和/或内部1122。这些技术和系统甚至可用于系统1120,系统1120包括例如推进系统1124、电气系统1126、液压系统1128和/或环境系统1130。
92.在一个实施方式中,诸如结构110、310(图1和图3中示出)这样的部分包括机体1118的一部分,并且在部件和子组件制造1108期间使用例如方法200(图2中示出)制造。然后,可在系统整合1110中将零件组装到航空器上,然后在服役1114中利用,直到磨损致使零件无法使用为止。然后,在维护和检修1116中,零件可被丢弃并被新制造的零件替换。为了制造新零件,可在整个部件和子组件制造1108中利用本发明的部件和方法。
93.图中示出或本文中描述的各种控制元件(例如,电气或电子部件)中的任一个都可被实现为硬件、实现软件的处理器、实现固件的处理器或这些的某种组合。例如,元件可被实现为专用硬件。专用硬件元件可被称为“处理器”、“控制器”或一些类似术语。当由处理器提供时,这些功能可由单个专用处理器、单个共享处理器或多个单独的处理器提供,这些处理器中的一些可被共享。此外,术语“处理器”或“控制器”的明确使用不应被解释为排他性地指能够执行软件的硬件,并且可隐含地包括而不限于数字信号处理器(dsp)硬件、网络处理器、专用集成电路(asic)或其他电路、现场可编程门阵列(fpga)、用于存储软件的只读存储器(rom)、随机存取存储器(ram)、非易失性存储器、逻辑器件、或某种其他物理硬件部件或模块。
94.另外,控制元件可被实现为可由处理器或计算机执行以执行该元件的功能的指令。指令的一些示例是软件、程序代码和固件。指令在由处理器执行时是可操作的,以指导处理器执行元件的功能。指令可被存储在处理器可读的存储装置上。存储装置的一些示例是数字或固态存储器、诸如磁盘和磁带这样的磁存储介质、硬驱动器或光学可读数字数据存储介质。
95.本公开还包括以下实例:
96.1.第一实例涉及一种用于将紧固件(102)施加到结构(110,308,310)的方法(200),该方法(200)包括以下步骤:
[0097]-将第一组(340)的末端执行器(140,342,344,346)沿着固定内轨道(130,330)设置(202),所述固定内轨道(130,330)遵循所述结构(110,310)的内模线(iml)表面(316);
[0098]-将第二组(360)的末端执行器(160,362,364,366)沿着固定外轨道(150,350)设置(204),所述固定外轨道(150,350)遵循所述结构(110,310)的外模线(oml)表面(318);
[0099]-使沿着所述固定内轨道(130,330)的第一末端执行器(140,342)与沿着所述固定外轨道(150,350)的第二末端执行器(160,362)对准(206);
[0100]-通过将所述第一末端执行器(140,342)和所述第二末端执行器(160,362)压入所述结构(110,310)中,将所述结构(110,310)夹持(208)在所述第一末端执行器(140,342)和所述第二末端执行器(160,362)之间;并且
[0101]-将紧固件(102)施加(210)到所述结构(110,310)。
[0102]
2.根据实例1所述的方法(200),其中:
[0103]-设置(202)所述第一组(340)的末端执行器(140,342,344,346)的步骤包括将所述第一组(340)的末端执行器(140,342,344,346)设置在比所述结构(110,310)的半径(r)小的半径(r_内)内;并且
[0104]-设置(204)所述第二组(360)的末端执行器(160,362,364,366)的步骤包括将所述第二组(360)的末端执行器(160,362,364,366)设置在比所述结构(110,310)的所述半径(r)大的半径(r_外)内。
[0105]
3.根据实例1或2所述的方法(200),所述方法还包括以下步骤:
[0106]-使所述第一末端执行器(140,342)和所述第二末端执行器(160,362)沿着所述结构(110,310)的曲线移动到新的紧固件安装位置(116);
[0107]-通过将所述第一末端执行器(140,342)和所述第二末端执行器(160,362)压入所述结构(110,310)中来夹持(208)所述结构(110,310);并且
[0108]-将另一紧固件(102)施加(210)到所述结构(110,310)。
[0109]
4.根据实例1至3中任一项所述的方法(200),其中,施加(210)所述紧固件(102)的步骤包括:
[0110]-钻出包括埋头孔的紧固件孔(104);并且
[0111]-将所述紧固件(102)插入所述紧固件孔(104)中。
[0112]
5.根据实例1至4中任一项所述的方法(200),所述方法还包括以下步骤:
[0113]-将所述第一组(340)中的末端执行器(140,342,344,346)分派给所述结构(110,310)处的不同径向区域(410,420,430);
[0114]-将所述第二组(360)中的末端执行器(160,362,364,366)分派给所述结构(110,310)处的所述不同径向区域(410,420,430);并且使所述第一组(340)中的各末端执行器(140,342,344,346)和所述第二组(360)中的各末端执行器(160,362,364,366)排他性地在各末端执行器(140,342,344,346;160,362,364,366)已被分派的所述不同径向区域(410,420,430)内操作。
[0115]
6.根据实例5所述的方法(200),其中:
[0116]-设置(202)所述第一组(340)的末端执行器(140,342,344,346)的步骤以及设置(204)所述第二组(360)的末端执行器(160,362,364,366)的步骤包括:
[0117]-使所述第一组(340)的末端执行器(140,342,344,346)和所述第二组(360)的末端执行器(160,362,364,366)沿着第一圆周方向(450)移动,以施加多个紧固件(102);并且
[0118]-使所述第一组(340)的末端执行器(140,342,344,346)和所述第二组(360)的末端执行器(160,362,364,366)沿着与所述第一圆周方向(450)相对的第二圆周方向(452)移动,以施加附加的紧固件(102)。
[0119]
7.根据实例5或6所述的方法(200),其中,分派所述第一组(340)中的末端执行器(140,342,344,346)的步骤以及分派所述第二组(360)中的末端执行器(160,362,364,366)的步骤包括将所述第一组(340)的各末端执行器(140,342,344,346)和所述第二组(360)的各末端执行器(160,362,364,366)分派给所述不同径向区域(410,420,430),其中,至少两个径向区域(410,430)与另一径向区域(420)部分重叠。
[0120]
8.根据实例1至7中任一项所述的方法(200),其中,将所述紧固件(102)施加(210)到所述结构(110,308,310)的步骤包括驱动所述紧固件(102)通过设置在机身部分(110,308)的iml表面(316)处的框架(1140)并通过所述机身部分(110,308)。
[0121]
9.根据实例1至8中任一项所述的方法(200),其中:
[0122]-将所述第一组(340)的末端执行器(140,342,344,346)沿着所述固定内轨道(130,330)设置(202)的步骤包括将所述第一组(340)沿着包括第一半圆形(332)的所述固定内轨道(130,330)设置(202);并且
[0123]-将所述第二组(360)的末端执行器(160,362,364,366)沿着所述固定外轨道(150,350)设置(204)的步骤包括将所述第二组(360)沿着包括第二半圆形(352)的所述固定外轨道(150,350)设置(204),所述第二半圆形(352)大于所述第一半圆形(332)并与所述第一半圆形(332)同心。
[0124]
10.根据实例1至9中任一项所述的方法(200),其中:
[0125]-将所述第一组(340)的末端执行器(140,342,344,346)沿着所述固定内轨道(130,330)设置(202)的步骤包括将所述第一组(340)设置(202)为遵循弯曲的所述iml表面(316);并且
[0126]-将所述第二组(360)的末端执行器(160,362,364,366)沿着所述固定外轨道(150,350)设置(204)的步骤包括将所述第二组(360)设置(204)为遵循弯曲的所述oml表面(318)。
[0127]
11.一种包含程序指令的非暂态计算机可读介质,所述程序指令在由处理器执行时能进行操作以执行根据实例1至10中任一项所述的方法(200),以将所述紧固件(102)施加到结构(110,308,310)。
[0128]
12.根据实例1至10中任一项所述的方法(200)和/或由存储在实例11的计算机可读介质上的程序指令定义的方法(200)组装的航空器(1102)的一部分。
[0129]
13.一种用于将紧固件(102)施加到结构(110,310)的系统(100,300),所述系统(100,300)包括:
[0130]-沿着内模线(iml)侧(108)的固定内轨道(130,330);
[0131]-iml末端执行器(140,342),其沿着所述固定内轨道(130,330)设置以面对所述结构(110,310)的iml表面(316),所述固定内轨道(130,330)被成形为使得所述iml末端执行器(140,342)能够遵循所述结构(110,310)的所述iml表面(316);
[0132]-沿着外模线(oml)侧(106)的固定外轨道(150,350);
[0133]-oml末端执行器(160,362),其沿着所述固定外轨道(150,350)设置以面对所述结构(110,310)的oml表面(318),所述固定外轨道(150,350)被成形为使得所述oml末端执行器(160,362)能够遵循所述结构(110,310)的所述oml表面(318),
[0134]
其中,所述iml末端执行器(140,342)被配置为与所述oml末端执行器(160,362)协
同操作,以夹持所述结构(110,310)并安装所述紧固件(102)。
[0135]
14.根据实例13所述的系统(100,300),其中:
[0136]-所述iml末端执行器(140,342)安装到所述固定内轨道(130,330)上,并且所述固定内轨道(130,330)具有比所述结构(110,310)的半径(r)小的半径(r_内);并且
[0137]-oml末端执行器(160,362)安装到所述固定外轨道(150,350)上,并且所述固定外轨道(150,350)具有比所述结构(110,310)的所述半径(r)大的半径(r_外)。
[0138]
15.根据实例13或14所述的系统(100,300),所述系统还包括控制器(174),所述控制器(174)操作包括所述iml末端执行器(140,342)和所述oml末端执行器(160,362)的至少一对(155),其中,所述控制器(174)使各对(155)排他性地在不同径向区域(410,420,430)内操作,以在所述不同径向区域(410,420,430)中安装所述紧固件(102)。
[0139]
16.根据实例15所述的系统(100,300),其中:
[0140]-所述控制器(174)指示所述iml末端执行器(140,342)和所述oml末端执行器(160,362)沿着第一圆周方向(450)移动,以施加多个紧固件(102);并且
[0141]-所述控制器(174)指示所述iml末端执行器(140,342)和所述oml末端执行器(160,362)沿着与所述第一圆周方向(450)相对的第二圆周方向(452)移动,以施加附加的紧固件(102)。
[0142]
17.根据实例15或16所述的系统(100,300),其中,所述径向区域(410,430)均与另一径向区域(420)部分重叠。
[0143]
18.根据实例13至17中任一项所述的系统(100,300),其中,所述固定内轨道(130,330)包括第一半圆形(332),并且所述固定内轨道(150,350)包括比所述第一半圆形(332)大并与所述第一半圆形(332)同心的第二半圆形(352)。
[0144]
19.根据实例13至18中任一项所述的系统(100,300),其中,所述iml表面(316)是弯曲的,并且所述oml表面(318)是弯曲的。
[0145]
20.使用实例13至19中任一项所述的系统(100,300)制造航空器(1102)的一部分。
[0146]
本公开还包括不与确定保护范围的所附权利要求混淆的以下实例。实例涉及:
[0147]
1a.一种用于将紧固件(102)施加到结构(110,310)的方法(700,800,900,1000),所述方法(700,800,900,1000)包括以下步骤:
[0148]-使包括紧固件安装位置(116)的所述结构(110,310)朝向紧固件安装系统(100,300)脉动(702,802,902,1002);并且
[0149]-通过由独立于所述结构(110,310)的轨道(130,150)支撑的末端执行器(140,160)将至少一个紧固件(102)安装(704,806,904,1004)在所述紧固件安装位置(116)处。
[0150]
2a.根据实例1a所述的方法(700,800,900,1000),其中,脉动(702,802,902,1002)步骤包括使所述结构(110,310)沿着包括脉动制造流水线(10)的一部分的导轨(120)移动。
[0151]
3a.根据实例1a或2a所述的方法(800),所述方法还包括将所述结构(110,310)夹持(804)在由所述轨道(130,150)支撑的所述末端执行器(140,160)之间。
[0152]
4a.根据实例3a所述的方法(800),所述方法还包括将在夹持(804)步骤和安装(806)紧固件的步骤期间的力通过所述末端执行器(140,160)传递进入所述轨道(130,150)中。
[0153]
5a.根据实例1a至4a中任一项所述的方法(700,800,900,1000),其中,安装(704,
806,904,908,1004)步骤包括沿着所述结构(110,310)的弯曲段(122)附接紧固件(102)。
[0154]
6a.根据实例1a至5a中任一项所述的方法(700,800,900,1000),其中,安装(704,806,904,908,1004)步骤包括沿着所述结构(110,310)的纵向部分(124)附接紧固件(102)。
[0155]
7a.根据实例1a至6a中任一项所述的方法(1000),其中,安装(1004,1008)步骤将环绕件(119)固定到所述结构(110,310),使得所述环绕件(119)将覆盖所述结构(110,310)中的切口。
[0156]
8a.根据实例1a至7a中任一项所述的方法(700,800,900),其中,安装(704,806,904,908)步骤将框架(1140)固定到所述结构(110,310)。
[0157]
9a.根据实例1a至8a中任一项所述的方法(700,800,900,1000),所述方法还包括将外模线(oml)末端执行器(160)和内模线(iml)末端执行器(140)与所述结构(110,310)对准(206),其中,安装(704,806,904,1004)步骤经由所述oml末端执行器(160)和所述iml末端执行器(140)执行。
[0158]
10a.根据实例1a至9a中任一项所述的方法(700,800,900,1000),其中,安装(704,806,904,908,1004)步骤将过盈配合紧固件放置在所述紧固件安装位置(116)处。
[0159]
11a.根据实例3a至10a中任一项所述的方法(800),其中,夹持(804)步骤包括将所述结构(110,310)夹持(804)在所述紧固件安装系统(100,300)处的所述iml末端执行器(140)和所述oml末端执行器(160)之间;并且其中,安装(806)步骤包括经由所述iml末端执行器(140)和所述oml末端执行器(160)将所述紧固件(102)安装在所述结构(110,310)处。
[0160]
12a.根据实例1a至11a中任一项所述的方法(800),其中,安装(802)步骤包括沿着所述结构(110,310)的环向部分(126)附接所述紧固件(102)。
[0161]
13a.根据实例1a至12a中任一项所述的方法(800,900),其中,安装(806,904,908)步骤包括沿着所述结构(110,310)的长度附接所述紧固件(102)。
[0162]
14a.根据实例1a至13a中任一项所述的方法(800,900),其中,脉动(802,902,1002,1006)所述结构(110,310)的步骤包括使所述结构(110,310)移动小于其长度(l),之后暂停所述结构(110,310)的移动。
[0163]
15a.根据实例1a至10a中任一项所述的方法(800),所述方法还包括:
[0164]-在所述紧固件安装系统(100,300)处,将所述结构(110)夹持(804)在遵循所述结构(110,310)的iml表面(316)的固定内轨道(130)和遵循所述结构(110,310)的oml表面(318)的固定外轨道(150)之间;并且
[0165]-安装(806)步骤包括经由设置在所述固定内轨道(130)和所述固定外轨道(150)处的所述末端执行器(140,160)将所述紧固件(102)安装在所述结构(110)处。
[0166]
16a.根据实例1a至15a中任一项所述的方法(900),其中,安装(904)步骤包括经由设置在所述结构(110,310)的所述oml表面(318)和所述iml表面(316)处的所述末端执行器(140,160)将至少一个紧固件(102)安装(904)在所述紧固件安装位置(116)处,所述方法还包括以下步骤:
[0167]-使所述末端执行器(140,160)相对于所述结构(110,310)在纵向方向(380)上移动(906);并且
[0168]-在所述末端执行器(140,160)移动(906)之后,经由所述末端执行器(140,160)安装(908)附加的紧固件(102)。
[0169]
17a.根据实例1a至16a中任一项所述的方法(900),其中,所述脉动(902)所述结构(110,310)包括将所述紧固件安装位置(116)从脉动制造流水线(10)中的先前工作工位移动到所述紧固件安装系统(100,300)。
[0170]
18a.根据实例1a至17a中任一项所述的方法(1000),其中,安装(1004)步骤包括经由由独立于所述结构(110,310)的轨道(130,150)支撑的末端执行器(140,160)安装(1004)用于所放置的所述环绕件(119)的第一子集的紧固件(102);所述方法还包括以下步骤:
[0171]-使所述结构(110,310)进一步脉动(1006)通过所述紧固件安装系统(100,300);并且
[0172]-经由所述末端执行器(140,160)安装(1008)用于所述环绕件(119)的第二子集的紧固件(102)。
[0173]
19a.根据实例1a至18a中任一项所述的方法(1000),其中,安装(1004,1008)步骤由协同工作的多对(155)末端执行器(140,160)执行。
[0174]
20a.根据实例1a至19a中任一项所述的方法(1000),其中,安装(1004,1008)步骤通过在所述环绕件(119)的前部操作的至少一对(155)末端执行器(140,160)和在所述环绕件(119)的后部操作的至少一个另一对(155)所述末端执行器(140,160)来执行,其中,所述对(155)同时在所述前部和所述后部操作。
[0175]
21a.根据实例1a至20a中任一项所述的方法(1000),其中,安装(1004,1008)步骤由所述iml末端执行器(140)和所述oml末端执行器(160)执行。
[0176]
22a.根据实例1a至21a中任一项所述的方法(1000),所述方法还包括在使所述结构(110,310)脉动(1002,1006)之后使所述结构(110,310)转位。
[0177]
23a.根据实例1a至22a中任一项所述的方法(1000),其中,所述紧固件(102)是沿着所述环绕件(119)的周缘安装(1004,1008)的。
[0178]
24a.根据实例1a至23a中任一项所述的方法(1000),其中,将用于所述环绕件(119)的紧固件安装(1004,1008)步骤在不同的末端执行器(140,160)之间分配。
[0179]
25a.根据实例1a至24a中任一项所述的方法(1000),其中,安装(1004,1008)所述第一子集的紧固件(102)和所述第二子集的紧固件(102)步骤安装过盈配合紧固件。
[0180]
26a.根据实例1a至25a中任一项所述的方法(700,800,900,1000)组装的航空器(1102)的一部分。
[0181]
尽管本文中描述了特定的实施方式,但本公开的范围不限于那些特定的实施方式。本公开的范围由以下权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1