一种注塑粘胶组装设备及其组装方法与流程
1.本发明涉及工件粘胶组装技术领域,具体来说是一种注塑粘胶组装设备及其组装方法。
背景技术:
2.对于一些小型产品的粘胶组装,精度要求高,通常都是手动人工组装的方式进行。但是此种方式生产效率很低,对于高精度的镶嵌粘胶组装,一般难以通过简单的机械结构进行硬性组装,同时粘胶容易在组装过程中,粘连在工件上造成安装失败或是不贴合的情况发生。
技术实现要素:
3.本发明的目的在于解决现有技术的不足,提供一种注塑粘胶组装设备,其特征在于,包括上料取料装置、剥膜组装装置和吸塑下料装置,其中所述剥膜组装装置包括一夹具圆盘,所述夹具圆盘上设有若干粘胶组装工位、至少一个取料放料工位和至少一个保压工位;剥膜机构,包括一夹紧气缸,和呈一定夹角相对设置的平拉模组与斜拉模组,所述夹紧气缸设于所述斜拉模组上,在所述平拉模组末端设有接料板,所述接料板表面设有硅胶层;两组视觉引导系统,包括对应设于所述粘胶组装工位上方的第一ccd定位镜头组和对应于所述剥膜机构设置的第二ccd定位镜头组,两组视觉引导系统进行双向引导组装;移料组装机构,包括四轴机械手,用于从所述接料板上取粘胶料移至第二ccd定位镜头组上方定位,并根据第一ccd定位镜头组获取的夹具位置将粘胶料组装至夹具上,所述机械手上设有硅胶层。
4.本发明所述的注塑粘胶组装设备还具有如下优选的技术方案:1.视觉引导系统的第一ccd定位镜头组的定位镜头设于所述粘胶组装工位下方,所述第二ccd定位镜头组的定位镜头设于所述移料组装机构下方。
5.2.包括至少两件剥膜机构,所述第二ccd定位镜头组的定位镜头分别对应两件剥膜机构设置,所述移料组装机构包括至少两件四轴机械手,所述保压工位上方设有保压机构,用于对组装好粘胶料的夹具保压。
6.3.上料取料装置包括上料翻转机构、移栽变距机构和取料机械手,所述移栽变距机构位于所述上料翻转机构下方,所述移栽变距机构包括滑轨,所述滑轨上设有接料部,所述取料机械手从所述接料部上取料放置在所述第一夹具工位上。
7.4.接料部上设有第一接料夹具和第二接料夹具,第一接料夹具和第二接料夹具之间的间距通过气缸调整。
8.5.上料翻转机构包括升降部和翻转部,所述翻转部固定在所述升降部上,所述翻转部与所述接料部对应设置。
9.6.吸塑下料装置包括吸塑盘下料机,用于放置所述取料机械手从所述第一夹具工位取出的组装好粘胶料的夹具。
10.7.两组视觉引导系统进行双向引导组装具体方法如下:第一产品在待组装位时,其中一组视觉引导系统拍摄第一产品,算出它的位置坐标;四轴机械手吸取移载第二产品至另一组视觉引导系统上方拍摄,算出第二产品的位置坐标,两组视觉引导系统将两坐标数据发送到四轴控制系统,截取两组数据相对偏差的角度、距离,通过反三角等函数的计算,在完成相机像素坐标与四轴系统坐标的映射标定的前提下,将其转化为四轴机器人的绝对位置坐标,然后通过四轴机械手调整位置、角度将第二产品的位置拟合至第一产品的位置,最终进行组装。
11.8.映射标定方法具体如下:四轴机械手上夹持标定夹具,运动到视觉引导系统视野内,记录当前四轴坐标,再使用视觉引导系统拍照,获取记录标定夹具的像素坐标,移动至下一位置,如此重复多次,分析计算两者的坐标数据,得出映射关系。
12.进一步地,上述注塑粘胶组装设备的组装方法具体如下:s1. 模具内的第一产品通过机械手放入上料翻转机构上的翻转机构上,旋转气缸分别控制多个第一产品翻转180
°
,升降机构向下移栽将第一产品搬运至移栽变距机构上的接料机构上,第一接料夹具和第二接料夹具通过接料机构上的气缸进行变距以适配转盘上第一产品之间的间距,变距后,接料机构通过移栽变距机构上的气缸进行移栽至下一位置;s2. 第一四轴机械手将第一产品搬运至转盘的第一工位上,转盘将第一工位的第一产品转至第二工位,此前第一剥膜机构将第二产品从膜纸上剥离出来,第二产品的来料为片膜来料,剥离时夹紧气缸将膜纸首端夹住,斜拉模组和平拉模组拉动膜纸向前,在45
°
刃口处第二产品从膜纸上剥离到接料板上,第二四轴机械手将剥离出来的第二产品搬运至第一视觉引导系统上方拍照抓取位置,同时第二视觉引导系统对移至转盘的第二工位上的第一产品拍照抓取位置,系统对两个位置进行运算然后通过第二四轴机械手将第二产品调整至合适的位置角度,再组装至第一产品。
13.本发明与现有技术相比,其优点在于:1.由机械粘胶组装代替人工粘胶组装,提高了生产效率;2.由于产品一面有胶,有很强的黏性,在剥膜时产品很容易粘在与它接触的工件上,造成产品剥膜上料不稳定通过在接料板上贴一层硅胶皮,解决了带胶产品剥膜时,产品易粘胶的问题;3.由于微小产品之间两个产品组装精度高,组装间隙在0.02mm以内,并且产品很小且一个产品要完全镶嵌在另一个产品内,靠纯机械方式很难在能保证产品品质的同时把产品组装好,通过视觉引导系统,对每个产品工位配一件ccd镜头,在组装前每个产品通过视觉系统进行拍照抓取其相对应位置,然后两个位置在系统内进行计算并调整至组装所对应的位置,在保证位置正确的情况下进行组装;4.两个产品的组装精度在0.02mm以内,普通的视觉引导组装难以达到这个精度,因此运用两组视觉进行双向引导组装,计算出产品的位置坐标,视觉系统将两坐标数据通过ethernet发送到四轴控制系统,截取两组数据相对偏差的角度、距离,通过反三角等函数的计算,在完成相机像素坐标与四轴系统坐标的映射标定的前提下,将其转化为四轴机器人的绝对位置坐标,最终进行组装,保证组装的精度达到0.02mm以内。
附图说明
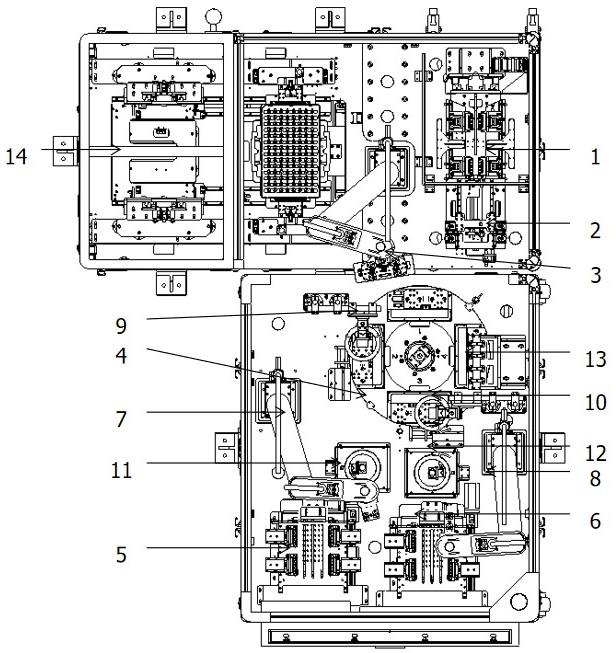
14.图1示例性示出了本发明的一种注塑粘胶组装设备整体结构示意图;图2示例性示出了本发明的剥膜机构的结构示意图;图3示例性示出了本发明的保压机构的结构示意图;图4示例性示出了本发明的上料取料装置的结构示意图;图中:1.上料翻转机构
ꢀꢀ
2.移栽变距机构
ꢀꢀ
3.取料机械手
ꢀꢀ
4.圆形转盘
ꢀꢀ
5.第一剥膜机构
ꢀꢀ
6. 第二剥膜机构
ꢀꢀ
7. 第一四轴机械手
ꢀꢀ
8.第二四轴机械手
ꢀꢀ
9.第一ccd定位镜头
ꢀꢀ
10.第二ccd定位镜头
ꢀꢀ
11.第三ccd定位镜头
ꢀꢀ
12.第四ccd定位镜头
ꢀꢀ
13.保压机构
ꢀꢀ
14.吸塑下料装置
ꢀꢀ
101.升降部
ꢀꢀ
102.翻转部 201.接料部
ꢀꢀ
202.滑轨
ꢀꢀ
401.第一夹具工位
ꢀꢀ
402.第二夹具工位
ꢀꢀ
403.第三夹具工位
ꢀꢀ
404.第四夹具工位
ꢀꢀ
501.平拉模组
ꢀꢀ
502.斜拉模组
ꢀꢀ
503.夹紧气缸
ꢀꢀ
504.接料板
ꢀꢀ
1301.保压气缸。
具体实施方式
15.下面结合附图和实施例对本发明提供的一种注塑粘胶组装设备做进一步的说明,以帮助本领域技术人员更好的了解本发明。
16.参见图1,为本发明所一共的一种注塑粘胶组装设备的优选实施例,在本实施例中,包括上料取料装置、剥膜组装装置和吸塑下料装置,其中上料取料装置包括上料翻转机构、移栽变距机构和取料机械手,所述上料翻转机构包括升降部和翻转部,所述翻转部固定在所述升降部上,所述翻转部的下方设有移栽变距机构。
17.所述移栽变距机构包括滑轨,所述滑轨上设有接料部,所述取料机械手从所述接料部上取料放置在所述剥膜组装装置的圆形转盘上。
18.所述圆形转盘设有若干粘胶组装工位、至少一个取料放料工位和至少一个保压工位。
19.所述粘胶组装工位对应设有剥膜机构,包括一夹紧气缸,和呈一定夹角相对设置的平拉模组与斜拉模组,所述夹紧气缸设于所述斜拉模组上,在所述平拉模组末端设有接料板,所述接料板表面设有硅胶层;两组视觉引导系统,包括对应设于所述粘胶组装工位上方的第一ccd定位镜头组和对应于所述剥膜机构设置的第二ccd定位镜头组,两组视觉引导系统进行双向引导组装;移料组装机构,包括四轴机械手,用于从所述接料板上取粘胶料移至第二ccd定位镜头组上方定位,并根据第一ccd定位镜头组获取的夹具位置将粘胶料组装至夹具上,所述机械手上设有硅胶层。
20.所述视觉引导系统的第一ccd定位镜头组的定位镜头设于所述粘胶组装工位下方,所述第二ccd定位镜头组的定位镜头设于所述移料组装机构下方。
21.所述保压工位上方设有保压机构,用于对组装好粘胶料的夹具保压。
22.所述吸塑下料装置包括吸塑盘下料机,用于放置所述取料机械手从所述第一夹具工位取出的组装好粘胶料的夹具。
23.下面通过对本发明优选实施例及实施方式进行说明,以便更好的说明本发明所采用的技术方案。
24.产品主要分为两个部分,产品基件及粘胶件,参见图1,产品基件从所述上料翻转
机构处1进料,翻转至移栽变距机构2处调整间距后由取料机械手3取出放置到所述剥膜组装装置中。
25.所述剥膜组装装置包括一圆形转盘4,所述圆形转盘4上设有若干粘胶组装工位、至少一个取料放料工位和至少一个保压工位,在本实施例中,如图中所示401为取料放料工位,404为保压工位,402和403为粘胶组装工位。在具体的实施过程中,取料机械手3在取料放料工位401放置产品基件后,圆盘自动旋转,带动所述产品基件到空闲的粘胶组装工位402上,继续在取料放料工位401放置产品基件,进一步旋转后,此时粘胶组装工位402和403上都放有产品基件。
26.在所述圆形转盘4的一侧设有剥膜机构,在本实施例中由于粘胶组装工位有两个,因此剥膜机构也相应分为第一剥膜机构5和第二剥膜机构6,所述剥膜机构用于将组装在所述产品基件上的粘胶件上的贴膜撕去,以便组装在所述产品基件上,其中所述第一剥膜机构5如图2所示,包括一平拉模组501和斜拉模组502,所述平拉模组501与所述斜拉模组502夹角为45
°
,连接处设有夹紧气缸503,夹紧气缸上方设有接料板504,用于承接剥膜后的粘胶件,为了避免所述粘胶件黏连在所述接料板上,所述接料板表面设有一层硅胶层。
27.参见图1,由于包括两件上述的剥膜机构,与每件剥膜机构相对应的,设置有移料组装机构,用于将剥膜机构剥膜后的粘胶件组装在产品基件上,因此,在本实施例中,所述移料组装机构包括与每件剥膜机构对应的第一四轴机械手6和第二四轴机械手7,所述四轴机械手的夹爪部分也设有硅胶层,避免粘胶件在机械手上被粘住。
28.为了能够将粘胶件准确的安装到位于粘胶组装工位上的产品基件上,本发明还包括了视觉引导系统,在本实施例中,所述视觉引导系统包括4个ccd定位镜头,其中第三、第四ccd定位镜头9、10分别设于所述粘胶组装工位处,为第一定位镜头组,另外第一、第二ccd定位镜头11、12分别与所述剥膜机构5、6对应设置,为第二定位镜头组,当移料组装机构的机械手夹起粘胶件后,将所述粘胶件移动至所述第二镜头组的上方拍照定位,同时第一定位镜头组对粘胶组装工位上的夹具拍照定位,经系统计算分析得出两者之间的相对位置,所述移料组装机构的四轴机械手根据计算出的相对位置,将粘胶件准确安装在产品基件上。
29.经过移料组装机构对粘胶件与产品基件的组装后,所述圆形转盘4将组装完成的产品从所述粘胶组装工位403处移动至保压工位404处,在所述保压工位404的上方设有保压机构13,参见图3,所述保压机构包括若干保压气缸1301,所述保压气缸用于向产品提供一定的压力,并维持一段时间,使得产品基件上的粘胶件能够牢固的粘合。
30.经过保压机构保压后的产品,经所述圆形转盘从所述保压工位重新回到取料放料工位401处,此时取料机械手3将产品取出后之间放入吸塑下料机构,所述吸塑下料机构包括一吸塑盘下料机14。
31.在一个优选的实施方式中,本发明所述的注塑粘胶组装设备能够同时组装两个产品,两个产品组装精度高,组装间隙在0.02mm以内,通过两组视觉引导系统完成,具体方法如下:第一产品在待组装位时,其中一组视觉引导系统拍摄第一产品,算出它的位置坐标;四轴机械手吸取移载第二产品至另一组视觉引导系统上方拍摄,算出第二产品的位置坐标,两组视觉引导系统将两坐标数据发送到四轴控制系统,截取两组数据相对偏差的角度、距离,通过反三角等函数的计算,在完成相机像素坐标与四轴系统坐标的映射标定的前提
下,将其转化为四轴机器人的绝对位置坐标,然后通过四轴机械手调整位置、角度将第二产品的位置拟合至第一产品的位置,最终进行组装。上述映射标定方法具体如下:四轴机械手上夹持标定夹具,运动到视觉引导系统视野内,记录当前四轴坐标,再使用视觉引导系统拍照,获取记录标定夹具的像素坐标,移动至下一位置,如此重复多次,分析计算两者的坐标数据,得出映射关系。
32.本发明所述的注塑粘胶组装设备的组装方法具体如下:s1. 模具内的第一产品通过机械手放入上料翻转机构上的翻转机构上,旋转气缸分别控制多个第一产品翻转180
°
,升降机构向下移栽将第一产品搬运至移栽变距机构上的接料机构上,第一接料夹具和第二接料夹具通过接料机构上的气缸进行变距以适配转盘上第一产品之间的间距,变距后,接料机构通过移栽变距机构上的气缸进行移栽至下一位置;s2. 第一四轴机械手将第一产品搬运至转盘的第一工位上,转盘将第一工位的第一产品转至第二工位,此前第一剥膜机构将第二产品从膜纸上剥离出来,第二产品的来料为片膜来料,剥离时夹紧气缸将膜纸首端夹住,斜拉模组和平拉模组拉动膜纸向前,在45
°
刃口处第二产品从膜纸上剥离到接料板上,第二四轴机械手将剥离出来的第二产品搬运至第一视觉引导系统上方拍照抓取位置,同时第二视觉引导系统对移至转盘的第二工位上的第一产品拍照抓取位置,系统对两个位置进行运算然后通过第二四轴机械手将第二产品调整至合适的位置角度,再组装至第一产品。以上所述,仅为此发明的具体实施方式,但本发明的保护范围不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案和新型的构思加于等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1