一种附有光触媒的光学件的生产工艺及照明灯具的制作方法
1.本技术涉及光学件生产工艺技术领域,尤其涉及一种附有光触媒的光学件的生产工艺及照明灯具。
背景技术:
2.光学件指的是用于照明领域的板体、罩体等;传统的灯具功能单一,故对光学件的要求仅是能够实现透光或扩散光源即可;然而随着人们生活品质的提高,一些附带有杀菌净化功能的灯具也随之出现。
3.目前传统具备净化功能的灯具大多还是采用过滤网的形式,其通过喷涂光触媒材料于滤网上,实现光触媒的附着以实现后续的杀菌净化功能;然而采用该工艺不仅需要添加滤网结构,导致整体结构显得较为庞大,同时采用喷附的方式也导致其整体生产效率低下。
技术实现要素:
4.本技术提供一种附有光触媒的光学件的生活工艺及照明灯具,采用本技术提供的技术方案解决了现有的附带杀菌净化功能的灯具生产效率低,结构庞大的技术问题。
5.为了解决上述技术问题,本技术提供一种附有光触媒的光学件的生产工艺及照明灯具;第一方面,本技术提供一种附有光触媒的光学件的生产工艺,所述光学件的生产依次包括以下步骤:原料调制,原料熔融,产品成型;
6.其中,在所述产品成型过程中,令光学件与光触媒溶液接触。
7.优选的,所述产品成型为滚压成型或挤出成型。
8.优选的,所述挤出成型还包括冷却过程,所述光学件挤出后经冷却液冷却后制成成品;
9.所述光触媒溶液为冷却液。
10.优选的,在挤出成型过程中,光学件的挤出速度为10-15m/min,冷却液温度为5-15℃。
11.优选的,所述滚压成型包括以下步骤:
12.a1、熔融的原料经过模具定型后挤出成板状;
13.a2、挤出的呈板状的光学件经三辊热压滚轮机滚压;
14.在三辊热压滚轮机上的滚压轮上附着有光触媒溶液。
15.优选的,所述滚压工艺还包括以下步骤:
16.将光触媒溶液装于容器中,并通过海绵扩散;
17.所述海绵装设于所述三辊热压滚轮机上的滚压轮一侧并贴附于滚压轮上。
18.优选的,:在所述滚压工艺中,滚压轮的滚压压力为5-8.6mpa;光学件的传输速度为6-7.1m/min。
19.优选的,所述光触媒溶液由光触媒原液以及水组成,且所述光触媒原液与水的比
例为1:(95-120);
20.其中,光触媒原液以下重量份数的成分组成:
21.纳米二氧化钛15-35份,纳米银1-5份,纳米二氧化硅10-14,分散剂2-6份,无水乙醇40-60份,去离子水10-15份。
22.第二方面,本技术提供一种照明灯具,所述照明灯具采用上述任意所述的生产工艺制备而成的光学件
23.与现有技术相比,本技术的有益效果在于:
24.(1)本技术将光触媒附着于光学件上,其可以为扩散板、棱晶板等光学板材,也可为灯罩等光学罩体,从而有效解决了传统具备杀菌净化功能的照明灯具结构复杂,体积庞大的问题;
25.(2)开创性的将光触媒的附着过程放到产品成型这一步中,其中滚压工艺以产品定膜成型后滚压这一步进行附着,其完美借助光学件杆熔融定型后具备一定的温度,同时滚压轮具备的温度及压力,令光触媒的附着效果得到进一步提升;而在挤出成型工艺中,本技术将光触媒的附着过程放置于冷却步骤中,将光学件的冷却与光触媒的附着形成巧妙的结合;而无论是采用滚压工艺还是挤出工艺,本技术均是将光触媒的附着过程在光学件的产品成型中进行实现,极大的简化了生产工艺,提升生产效率,降低生产成本,具备极大的商业应用价值。
具体实施方式
26.为使本发明的目的、特征和优点能够更加明显易懂,下面结合实施例对本发明的具体实施方式做详细的说明。以下给出了本发明的若干实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面:
27.目前传统具备净化功能的灯具大多还是采用过滤网的形式,其通过喷涂光触媒材料于滤网上,实现光触媒的附着以实现后续的杀菌净化功能;然而采用该工艺不仅需要添加滤网结构,导致整体结构显得较为庞大,同时采用喷附的方式也导致其整体生产效率低下;
28.为了解决上述技术问题,本实施例提供一种富有光触媒的光学件的生产工艺,其依次包括以下步骤:原料调制,原料熔融,产品成型;
29.其中,在所述产品成型过程中,令光学件与光触媒溶液接触;
30.具体的,产品成型为滚压成型或挤出成型;
31.在其中一些实施方式中,产品成型还可以为注塑成型。
32.进一步的,在挤出成型中,其还包括冷却过程,光学件挤出后经冷却液冷却后制成成品;其中光触媒溶液为冷却液。
33.进一步的,在挤出成型过程中,光学件的挤出速度为10-15m/min,冷却液温度为5-15℃。
34.在滚压成型中,滚压成型包括以下步骤:
35.a1、熔融的原料经过模具定型后挤出成板状;
36.a2、挤出的呈板状的光学件经三辊热压滚轮机滚压;
37.其中,三辊热压滚轮机上的滚压轮上附着有光触媒溶液。
38.进一步的,滚压成型还包括以下步骤:
39.将光触媒溶液装于容器中,并通过海绵扩散;海绵装设于三辊热压滚轮机上的滚压轮一侧并贴附于滚压轮上;
40.在上述方案中,容器的出液口处设置有网格可有效控制容器内光触媒溶液的出液速度,故可持续的令海绵中充斥有光触媒溶液。
41.进一步的,在所述滚压工艺中,滚压轮的滚压压力为5-8.6mpa;光学件的传输速度为6-7.1m/min。
42.具体的,光触媒溶液由光触媒原液以及水组成,且所述光触媒原液与水的比例为1:(95-120);
43.其中,光触媒原液以下重量份数的成分组成:
44.纳米二氧化钛15-35份,纳米银1-5份,纳米二氧化硅10-14,分散剂2-6份,无水乙醇40-60份,去离子水10-15份。
45.其中,本技术还进一步在产品生产的其他环节进行了进一步实验,如在原料调制环节,本技术将光触媒一部分原料投入至生产光学件的原料中,后续形成的光学件产品易发黄,且异味较为严重;而采用本技术提供的生产工艺,在产品成型步骤中令光学件附着上光触媒,在提升生产效率的同时,也保证了产品具备良好的出品以及优秀的杀菌净化功能;因此,进一步体现了本技术选择在产品成型中添附光触媒工艺的开创性。
46.本实施例还提供一种照明灯具,其采用上述所述的生产工艺制备而成的光学件。
47.为了找出最合适的生产工艺参数,分别对光触媒原液配比,滚压成型工艺以及挤出成型工艺做出以下对比实验;
48.实施例1
49.将新料颗粒以及辅助材料加入料斗中,在旋转的螺杆作用下塑料沿螺旋槽向前输送,料筒内的塑料在筒传热以及塑料与料筒之间、塑料与螺杆之间的剪切与摩擦热的作用下,逐渐熔融呈粘流态,然后在挤压系统的作用下,塑料熔体通过扩散板口模定型,再经过三辊热压滚轮机,其中滚压压力7.0mpa,物料传输速度6.8m/min;
50.在滚压轮上方,有配好的光触媒液体容器(其中光触媒原液与水的比例为:1:100,容器下方有海绵,容器下开网状小孔,配好的光触媒通过网状孔浸入到海绵中,海绵接触滚轮,三辊热压滚轮机在转动时,滚轮表面自然附带光触媒涂层,在扩散板经过三辊热压滚轮机,滚压纹路时,光触媒跟着滚附着在扩散板上,从而实现扩散板表面,光学纹路和光触媒一体成型。
51.其中,光触媒原液由以下重量份数的成分组成:纳米二氧化钛25份,纳米银3份,纳米二氧化硅12,分散剂4份,无水乙醇50份,去离子水12份;
52.进一步,参照实施例1的生产方法,进一步做对比实验,具体如表1所示:
53.表1
54.实施例滚压压力(mpa)传输速度(m/min)17.06.8256.838.66.8
47.0657.07.1
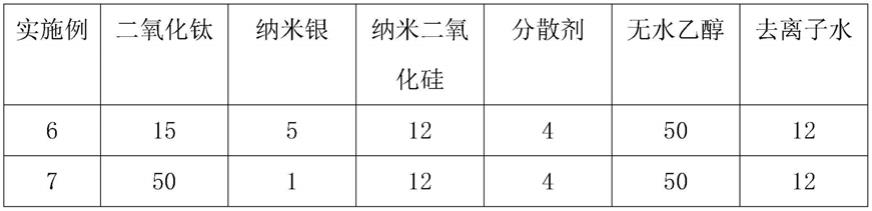
55.进一步的,参照实施例1的生产方法,进一步做对比实验,具体如表2所示:
56.表2
[0057][0058]
实施例8
[0059]
将粒状或粉状热塑性塑料加入料斗中,在旋转的螺杆作用下塑料沿螺旋槽向前输送,料筒内的塑料在筒传热以及塑料与料筒之间、塑料与螺杆之间的剪切与摩擦热的作用下,逐渐熔融呈粘流态,然后在挤压系统的作用下,其中挤出速度控制在12m/min,塑料熔体通过灯罩口模定型,然后经过冷却装置系统,其中冷却装置系统中装载有光触媒溶液,其中,冷却液温度为8℃具体配比可参见实施例1,最后根据需求尺寸规格切割相应的长度。
[0060]
进一步的,参照实施例8的生产方法,进一步做对比实验,具体如表3所示:
[0061]
表3
[0062]
实施例冷却液温度(℃)挤出速度(m/min)881291512105121181012815
[0063]
实施例13
[0064]
参照实施8中的生产方法,对光触媒原液与水的比例做进一步实验,其中以光触媒原液:水的比例为1:135进行调配。
[0065]
实施例14
[0066]
参照实施8中的生产方法,对光触媒原液与水的比例做进一步实验,其中以光触媒原液:水的比例为1:95进行调配。
[0067]
随后对生产出的光学件进行外观及杀菌能力的检测,将本技术生产的光学件装配于灯具上,在1m3的实验舱内开启照明灯照射1h和2h,对实验前后实验舱内的空气病毒含量进行测试。
[0068]
实验病毒分别为:甲型流感病毒h1n1(a/pr//8/34)(atcc vr-1469);
[0069]
宿主细胞为:mdck细胞;
[0070]
检测方法参照t/saepi 005-2020;
[0071]
最终结果如表4和表5所示:
[0072]
表4
[0073][0074][0075]
请参见表5,具体为各实施例中对外观的检测:其中检测过程为将生产完的产品置于40℃环境中放置6h,具体结果如表5所示
[0076]
表5
[0077][0078]
其中颜色深度等级依次为偏黄>略黄>正常。
[0079]
请参见表1、表4和表5,对比实施例1-3,当滚压压力过小或过大时,均会影响到光触媒的附着作用,最终导致光触媒附着不均匀,影响最终的杀菌性能;进一步参见实施例1、4、5,其中实施例4的杀菌性能优秀,但过慢的传输速度不仅影响生产效率,同时在后续的外观测试中,产品呈现出略黄的变色现象;但总体观测,实施例1-5均能实现较高效率的杀菌。
[0080]
请参见表2、表4和表5,对比实施例1、6、7,当将光触媒原液中的纳米银比例调高时,生产后的产品易出现变黄现象;而比例过低时,杀菌效率则受到影响;
[0081]
请参见表3、表4和表5,对比实施例8—10,当冷却液温度过高或过低均会对最终的
杀菌性能造成影响,而其中温度过高还会一定程度造成产品变黄;对比实施例8、11、12,挤出速度过低时,不仅影响最终生产效率,且最终产品呈现出偏黄的变色现象;而挤出速度过高时,光触媒容易附着不均匀,影响杀菌性能。
[0082]
对比实施例1、13和14,当光触媒原液比例较高时,其杀菌性能优秀,但产品最终呈现出略黄的变色现象,且成本较高;而当光触媒原液比例较低时,杀菌性能受到影响。
[0083]
需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互结合。
[0084]
以上所述仅是对本技术的较佳实施例而已,并非对本技术作任何形式上的限制,凡是依据本技术的技术实质对以上实施例所做的任何简单修改,等同变化与修饰,均属于本技术技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1