塑料嵌合件、小功率可移动塑料嵌合件快速拆卸装置的制作方法
1.本实用新型涉及塑料件回收设备领域,尤其涉及塑料嵌合件快速拆卸装置。
背景技术:
2.现有的一些注塑件,内部嵌合有金属件,传统方式回收是要将塑料件与金属件分离,并将塑料件制作为粒子,通常是使用高压设备破坏塑料件,或者用烤箱加热,使塑料软化,但是该种方式设备体积大,操作繁琐,大大提高回收成本,并且通过破碎方式一些嵌合件难以与金属充分分离,影响回收效率。
技术实现要素:
3.为解决上述技术问题,本实用新型提出了一种塑料嵌合件快速拆卸装置,包括机台,所述机台上设有抽风装置,所述抽风装置末端设有空气净化装置;
4.所述机台下部设有电焊机,所述电焊机输出端连接有高频加热机,所述高频加热机输出端设有第一连接端子,所述第一连接端子上连通有大功率加热线圈;
5.所述机台内设有直流电源,所述直流电源上连接有小功率高频加热模块,所述小功率高频加热模块通过导线与第二连接端子电连通,所述第二连接端子上连通有小功率加热线圈,
6.所述直流电源上通过导线与第三连接端子电连通。
7.优选的,所述大功率加热线圈上连通有油管,所述油管内连接有冷却油,所述油管端部设有阀门以及快换接头。
8.优选的,所述直流电源与所述小功率高频加热模块之间设有时间继电模块和继电器。
9.优选的,所述直流电源上连接有水泵和冷却器,所述冷却器位于所述机台内部。
10.优选的,所述第一连接端子、第二连接端子和第三连接端子设置于所述机台上。
11.优选的,所述大功率加热线圈包括延长部和圆形线圈部,所述延长部上设有手持套。
12.优选的,包括电源,所述电源上连接有小功率高频加热模块,所述小功率高频加热模块上连接有小功率加热线圈,所述小功率加热线圈内设有接近开关,所述接近开关与所述小功率加热模块之间连接有电容、继电器和时间继电模块。
13.优选的,所述电源为直流电源或者直流电焊机。
14.本实用新型提出的塑料嵌合件快速拆卸装置有以下有益效果:本装置通过便捷式的结构,将金属嵌合注塑件放置于线圈内即可快速将塑料件软化,将金属件直接抽出,即可实现塑料件与金属件的分离,大大回收效率,并且设置了手持式的线圈设计,便于拆装并应用于注塑机设备上,同时用电焊机作为电源,电焊机也可用于焊接工作。
附图说明
15.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
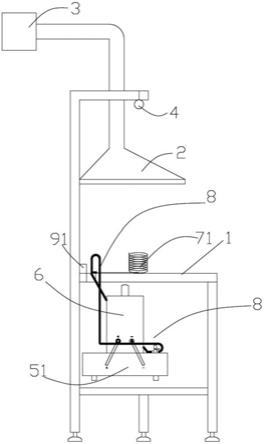
16.图1为本实用新型的正面结构示意图;
17.图2为本实用新型的侧面示意图;
18.图3为本实用新型的手持式的结构示意图;
19.图4为本实用新型的机台内正面示意图;
20.图5为本实用新型的电路原理示意图;
21.图6为本实用新型的可自动停止加热的电路原理示意图;
22.图7为本实用新型的实施例3的正面示意图;
23.其中,1、机台;2、抽风装置;3、空气净化装置;4、灯管;51、大功率高频加热机;52、小功率高频加热模块;6、电焊机;71、大功率加热线圈;72、小功率加热线圈;8、油管;9、手持套;91、第一连接端子;92、第二连接端子; 93、第三连接端子;10、延长部;11、圆形线圈部;12、时间继电模块;13、接近开关;14、电容;15、把手;16、直流电源;17、冷却器;18、水泵;19、继电器。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
25.实施例1
26.如图1、图2、图4、图5所示,本实用新型提出了一种塑料嵌合件快速拆卸装置,包括机台1,所述机台1上设有抽风装置2,所述抽风装置2末端设有空气净化装置3;所述机台1上部可设置灯管4,用于照明。
27.所述机台1下部设有电焊机6,所述电焊机6输出端连接有高频加热机51,要说明的是,电焊机6可以是直流电焊机或者交流电焊机,更优选直流电焊机,交流电焊机本身比较笨重,不方便拆卸移动,并且需要整流后才能应用于高频加热机上,所述大功率高频加热机51输出端设有第一连接端子91,所述第一连接端子91上连通有高频加热线圈,通过直流焊接机作为电源为大功率高频加热机 51供电,电焊机6可输出较大的电流为大功率高频加热机51供电,使得高频焊机的大功率加热线圈71在交变磁场的作用下,会在导体中产生与线圈中电流的方向相反、大小相等、频率相同的感应电流,即涡流,进而使得内部的工件金属发热,使得塑料件慢慢软化,经过一定时间后,即可将金属件从软化的塑料件抽出,实现塑料件和金属件的回收,该种方式效率高,可回收利用率高,并且分离率极高。而上述软化过程中,塑料件会产生一定气体,通过抽风装置2向上抽风排出,并且通过空气净化装置3经过过滤净化后排放,以达到环保要求,并保证加工车间内无异味。
28.而针对一些小型件,不需要那么高的功率的,则在所述机台1内设有直流电源16,所述直流电源16上连接有小功率高频加热模块52,所述小功率高频加热模块52通过导线与第二连接端子92电连通,所述第二连接端子92上连通有小功率加热线圈72,通过直流电源16直接通电,使得小功率的高频加热模块工作,并使得小功率加热线圈72产生磁场,对小型工件进行加热,通过分不同功率加工,减少能源浪费。
29.而所述直流电源16上通过导线与第三连接端子93电连通,第三连接端子 93便于外接辅助工装,如金属上面粘的少量的塑料,我可以用电机带动金属刷子清理,并且第三连接端子93可连接电夹头,通过电夹头从线圈内取出工件。
30.要说明的是:所述大功率加热线圈71和小功率加热线圈72上连通有油管8,当然小功率加热线圈72由于功率小,也可不连通油管,使用普通风冷即可,所述油管8内连接有冷却油,所述油管8端部设有阀门以及快换接头,为了防止加热线圈本身温度升高,向加热线圈内连接冷却油,有关通过水泵18将冷却液不断泵入加热线圈内,并循环流动以实现降温的效果。
31.上述实施例中,第一连接端子91、第二连接端子92和第三连接端子93都是设置在机台1上,电焊机6和大功率高频发热机设置在机台1内部,节约空间,而第一加热线圈和第二加热线圈则放置在机台1上,通过连接端子接电,能够便于操作者在工作台上工作。
32.实施例2
33.如图3所示,所述电焊机6上部设有把手15,所述高频加热线圈包括延长部10和圆形线圈部11,延长部10上设有手持套9,便于手持,该实施例用于的场景是大型注塑机等车间内,由于再次利用的注塑原料可能有异物,长期使用后会堵住喷嘴,要去除时,出于安全不能使用明火,本装置则可通过将电焊机和高频发热机取出,通过握住手持部将线圈放置于注塑机的喷嘴处,能够将内部的塑料件软化取出,大大提高安全性和操作便捷度。
34.另外,要说明的是,如图4所示,本技术的电控方式是:电焊机6与大功率高频加热机51串联连接,电焊机6的接线端子是一公一母,防止正负极反接,连接有第一连接端子91,同时电焊机6与大功率高频加热机51并联有直流电源 16,直接控制高频加热线圈工作。
35.如图5、图6所示,而设置的直流电源16能够为水泵18和冷却器17供电,水泵18用于泵压冷却液,冷却器17用于风冷。同时直流电源16连接小功率高频加热模块52,并连接有时间继电模块12和继电器19进行控制线圈加热时间,其原理与下文实施例3一致,具体详见实施例3。
36.实施例3
37.如图7所示,本实施例是一个单独的通过电源控制小功率高频加热模块,所述小功率高频加热模块上连接有小功率加热线圈72,所述电源为直流电源或者直流电焊机,本装置是单独装备,可移动搬运,并且无需外接水冷或者油冷管,普通风冷即可,结构更简洁,适用于一些小型件,所以针对小功率的设备,特别设置了如图6所示的电路图,解决线圈在导通加热后,无法自动停止,所以在继电器19上连接有电容14和时间继电模块12,继电器19公共端接电容14其中一脚,常闭端接电源,常开端接时间继电模块12,并在加热线圈内设置接近开关13,产品放进去,接近开关13感应到,然后给信号至继电器19,继电器19 闭合,常开端闭合的时候电容14给信号至时间继电模块12,开始工作,生产周期内电容14必须放电完成,产品拿出,接近开关13失去信号,继电器19断开,时间继电模块12停止工作,电容14开始充电。
38.对实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1