一种连接管的多管道成型模具的制作方法
1.本实用新型涉及塑料成型领域,具体为一种连接管的多管道成型模具。
背景技术:
2.为了满足洗衣机、烘干机等家电的进水或者排水,以及分体式空调的室内机组与室外机组系统连接,通常采用波纹管件进行连接。制冷剂在室外机组及室内机组之间循环流动,需要用到密封性良好的连接管道。由于安装位置及使用空间的影响,波纹管件通常由各个不同管径的管道采用焊接方式连接制成,焊接时,常常出现焊接气孔、虚焊等问题,导致系统制冷剂外漏,严重影响机组性能。
3.并且由于管道的更换使用频率较高,因此需要加快其生产速率。而目前管道模具的注塑,其采用将带有一定形状的上模板、下模板及型芯进行拼接,并通过注塑孔向内部空间注塑管道材料,注塑完成进行冷却,但是上述技术的不足有:注塑时只能完成一根管道的生产,并且员工在进行拆卸拿取管道的时候耗时较多,从而进一步降低生产效率,增加生产所需的成本。
技术实现要素:
4.本实用新型的目的是为了提供一种连接管的多管道成型模具,通过增加分流机构和设有多个成型槽的模具机构,并在壳体内围绕模具机构布置冷却管,在进行连接管生产的时候,能一次完成多根管道的生产,并且冷却均匀,大幅缩短成型时间,提高注塑生产率,降低成本。
5.为了实现上述发明目的,本实用新型采用了以下技术方案:一种连接管的多管道成型模具,包括上模座、下模座、模具机构和分流机构,所述模具机构设置在上模座与下模座之间,所述上模座上贯穿设有注塑孔,所述分流机构一端固定连接在注塑孔下端,另一端连接至模具机构,所述模具机构包括上模板、下模板、第一模芯和第二模芯,所述上模板与下模板上对应开设有成型槽,所述下模板的成型槽内设置有管道模芯,所述管道模芯的一端呈弧度与第一模芯相连接,所述管道模芯的另一端与第二模芯相连接,所述第二模芯的另一端固定在滑动块内,所述滑动块可滑动设置在下模座上,所述滑动块另一侧固定连接驱动装置。
6.优选的,所述成型槽设有多个,多个成型槽分别与分流机构对应设置。
7.优选的,还包括冷却管,所述冷却管设有多根,多根冷却管间隔分布在模具机构中。
8.优选的,所述冷却管在模具机构中横向排列设置或纵向排列设置或纵横交叉设置。
9.优选的,所述第一模芯和第二模芯对应设有多个,所述第一模芯贯穿上模板设置,所述第二模芯的另一端通过固定座固定在滑动块上。
10.优选的,所述分流机构包括分流管和多个分流孔,多个分流孔均匀设置在分流管
上,所述第一模芯的另一端对准分流孔设置并与分流管固定连接。
11.优选的,所述成型槽设有八个,所述第一模芯和第二模芯对应设有八个。
12.优选的,还包括弹性机构,所述弹性机构设有两个,两个弹性机构分别设置在上模板与上模座之间和下模板与下模座之间。
13.优选的,所述冷却管设有八根,其中三根冷却管固定设置在上模板内,其中五根冷却管固定设置在下模板内,使得整个模具机构冷却均匀,冷却效果更佳。
14.与现有技术相比,采用了上述技术方案的连接管的多管道成型模具,具有如下有益效果:
15.一、采用本实用新型的连接管的多管道成型模具,在模型装置内部设置多个成型槽,并对应设置第一模芯和第二模芯,通过分流机构对模型装置进行注塑,同时完成多个成型槽内连接管的生产,提高生产效率,降低生产所需的成本;
16.二、根据模型装置设置多根冷却管,并将多根冷却管均匀环绕成型槽设置在上模板和下模板之间,使得模具机构冷却均匀,大幅缩短成型时间,提高注塑生产率。
附图说明
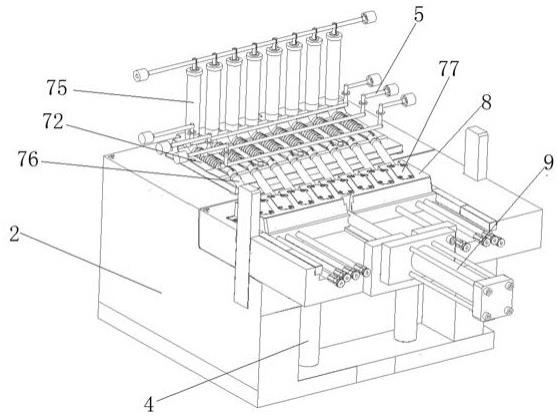
17.图1为本实用新型连接管的多管道成型模具实施例的结构示意图;
18.图2为本实施例中连接管的多管道成型模具的剖面示意图;
19.图3为本实施例中模具机构的俯视示意图。
20.附图标记:1、上模座;2、下模座;3、注塑孔;4、弹性机构;5、冷却管;6、分流机构;71、上模板;72、下模板;74、管道模芯;75、第一模芯;76、第二模芯;77、固定座;8、滑动块;9、驱动装置。
具体实施方式
21.下面结合附图对本实用新型做进一步描述。
22.实施例的提供是为了使本发明更加详尽,并且向本领域技术人员充分的传达保护范围。阐述了众多的特定细节如特定部位、装置的例子,以提供对本发明的实施方式的详尽理解。对于本领域技术人员而言将会明显的是,实施例可以用许多不同的形式来实施而不一定适用这些特定的细节,因此它们都不应该被理解为限制本发明的范围。另外,在本发明的一个附图或者一种实施方式中描述的元素和特征可以与一个或更多个其他附图或实施方式中示出的元素和特征相结合。在某些实施例中,为了清楚目的,没有在附图和说明中详细地进行描述的众所周知的过程、结构和技术。
23.如图1所示为连接管的多管道成型模具的结构示意图,包括上模座1、下模座2、模具机构和分流机构6,模具机构设置在上模座1与下模座2之间,上模座1上贯穿设有注塑孔3,如图2所示为连接管的多管道成型模具的剖面示意图,分流机构6一端固定连接在注塑孔3下端,另一端连接至模具机构。还包括弹性机构4,弹性机构4设有两个,两个弹性机构4分别设置在上模板71与上模座1之间和下模板72与下模座2之间。
24.模具机构包括上模板71、下模板72、第一模芯75和第二模芯76,如图3所示为模具机构的俯视示意图,上模板71与下模板72上对应开设有成型槽,所述下模板72的成型槽内设置有管道模芯74,管道模芯74的一端呈弧度与第一模芯75相连接,管道模芯74的另一端
与第二模芯76相连接,第二模芯76的另一端固定在滑动块8内,滑动块8可滑动设置在下模座2上,滑动块8另一侧固定连接驱动装置9。在本实施例中,驱动装置9采用气缸。
25.成型槽设有多个,多个成型槽分别与分流机构6对应设置。还包括冷却管5,冷却管5设有多根,多根冷却管5间隔分布在模具机构中,冷却管5在模具机构中横向排列设置或纵向排列设置或纵横交叉设置。第一模芯75和第二模芯76对应设有多个,第一模芯75贯穿上模板71设置,所述第二模芯76的另一端通过固定座77固定在滑动块8上。在本实施例中,成型槽设有八个,第一模芯75和第二模芯76对应设有八个。
26.分流机构6包括分流管和多个分流孔,多个分流孔均匀设置在分流管上,第一模芯75的另一端对准分流孔设置并与分流管固定连接。冷却管5设有8根,其中三根冷却管5固定设置在上模板71内,其中五根冷却管5固定设置在下模板72内,使得整个模具机构冷却均匀,冷却效果更佳。
27.在进行连接管的生产时,通过上模座1上的注塑孔3进行注塑后,再经过分流机构6进行分流,分流后分别进入模具机构的8个第一模芯75内,再通过成型槽和第二模芯76内,在经过合模时间、充填时间和保压时间后,多根冷却管5进行工作,对模具机构进行冷却,进行快速均匀的冷却。在完成注塑后,上下模具自动分模,弹性机构4起到一定的回弹作用,防止拆卸时出现受力不均,再运转驱动装置9,拉动滑动块8向下模座2外滑动,滑动块2拉动第二模芯76,从而使得管道模芯74从生产成型的连接管中褪出,再将生产出的8根连接管取出。
28.以上是本实用新型的优选实施方式,对于本领域的普通技术人员来说不脱离本实用新型原理的前提下,还可以做出若干变型和改进,这些也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1