多层复合塑料薄膜生产线供料系统的制作方法
1.本实用新型涉及塑料生产设备的技术领域,具体涉及一种多层复合塑料薄膜生产线供料系统。
背景技术:
2.多数塑料薄膜为多层共挤塑料薄膜,由多层塑料材料复合而成,每一层塑料材料均形成特定功能作用,例如作为骨架层,或者具有增强、密封、阻隔、阻尼、摩擦、屏蔽、阻燃、防热、吸声、隔热、粘滞等其中一项特殊功能。由于人们对塑料膜的功能要求越来越高、越来越多,因而多层共挤塑料薄膜的层数越来越多,现时九层复合或者十一层复合的塑料膜已经很常见。
3.多层共挤复合塑料生产时,各层熔融塑料物料分别经过一台挤出机挤出之后,经过流动分配,最终汇合到一个圆环形的模口挤出而得到圆筒状的多层共挤的复合塑料膜。复合薄膜生产线供料系统包括多台挤出机,挤出机的数量与塑料膜复合的层数相同,每台挤出机对应设有一个料斗、一台真空吸料机、一个原料仓,其中料斗位于挤出机上方,真空吸料机位于料斗上方,由于各真空吸料机需要集中布置在生产线的模头旁边,而各料仓需要集中布置在另一个区域范围,因此各真空吸料机和各料仓之间利用输料管连接起来。生产过程中,每当某一个料斗里面的塑料原料减少到一定程度时,对应的真空吸料机就启动,把对应原料仓里面的塑料原料通过输料管抽吸到该料斗里面。
4.现有技术中,每台挤出机对应的原料仓出料管和真空吸料机进料管之间的输料管是各自独立的,即每台挤出机对应的原料仓和真空吸料机之间都各自需要一段输料管连接,这些输料管之间在空间上需要互相避让,避让的方式是转折、拐弯。当挤出机数量(输料管较多)时, 输料管也较多,相互之间需要避让的情况越多,转折拐弯越多,这样不但更容易导致输料管堵塞,而且要求的真空吸料机抽吸力也更大。
技术实现要素:
5.本实用新型的目的是在克服上述缺点提供一种多层复合塑料薄膜生产线供料系统,它的管道不容易堵塞,而且所需抽吸力小。
6.其目的可以按以下方案实现:一种多层复合塑料薄膜生产线供料系统,包括多台挤出机,每台挤出机对应设有一个料斗、一台真空吸料机、一个原料仓,其中料斗位于挤出机上方,真空吸料机位于料斗上方,每台真空吸料机的进料口对应连接有进料管,每个原料仓的出料口对应连接有出料管,
7.其主要特点在于,还设有一根水平总管,水平总管的侧面开设有多个水平总管连接口;每条出料管包括有出料管下行段和出料管上行段,出料管下行段位于出料管上行段的下游,出料管上行段的下端连接原料仓,出料管上行段的上端连接出料管下行段的上端,出料管下行段的下端对应连接水平总管其中一个连接口;出料管下行段的中间还设有出料管电磁阀门,出料管电磁阀门的竖向位置高于水平总管;
8.每条进料管包括有进料管上行段和进料管下行段,进料管上行段位于进料管下行段的上游,进料管上行段的下端对应连接水平总管其中一个连接口,进料管上行段的上端连接进料管下行段的上端,进料管下行段的下端连接对应真空吸料机的进料口;进料管上行段的中间还设有进料管电磁阀门,进料管电磁阀门的竖向位置高于水平总管;
9.还设有中央控制器,各真空吸料机、进料管电磁阀门、出料管电磁阀门分别连接与中央控制器通过信号线连接。
10.进料管上行段的延伸方向倾斜,倾斜角度为40~60度。
11.出料管下行段的延伸方向倾斜,倾斜角度为40~60度。
12.本实用新型具有以下优点和效果:
13.一、本实用新型各挤出机可以共用同一根水平总管,通过电磁阀门的控制,将物料从各原料仓吸送到对应的真空吸料机。由于共用同一根水平总管,因此可以避免各挤出机对应输送管道之间的交叉,减少转折、拐弯,减轻出现堵塞的风险,也有利于降低各真空吸料机需要的抽吸力。
14.二、由于各电磁阀门设置在出料管下行段或进料管上行段的中间,电磁阀门的竖向位置高于水平总管,因此在重力和抽吸力作用下,塑料原料不会积聚滞留在电磁阀门和水平总管连接口之间的出料管下行段或进料管上行段,这样就确保每次抽吸原料之后,水平总管、出料管下行段、进料管上行段不会残留塑料原料,因而避免下次抽吸的塑料原料中渗有上次抽吸的塑料原料,即避免各种原料之间相互混渗。
15.三、管线长度短,节省投资、节省空间。
附图说明
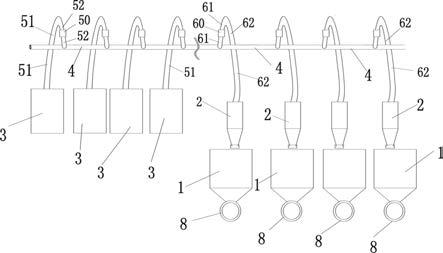
16.图1是本实用新型一种实施例的整体结构示意图。
17.图2是图1所示结构中各个原料仓和水平总管之间的连接关系剖面示意图。
18.图3是图1所示结构中水平总管和各真空吸料机之间的连接关系剖面示意图。
具体实施方式
19.图1、图2所示的一种多层复合塑料薄膜生产线供料系统包括多台挤出机8,还设有一根水平总管4,水平总管4的侧面开设有多个水平总管连接口;每台挤出机8对应设有一个料斗1、一台真空吸料机2、一个原料仓3,其中,在图1中,图面最左侧的原料仓3用于储存图面最左侧的挤出机8所需原料,图面左侧第二个(从左往右数第二个)的原料仓3用于储存图面左侧第二个(从左往右数第二个)的挤出机8所需原料,依次类推。
20.图2所示,其中每个料斗1位于对应挤出机8上方,真空吸料机2位于对应料斗1上方,每个原料仓3的出料口对应连接有出料管,每条出料管包括有出料管下行段52和出料管上行段51,出料管下行段52的延伸方向倾斜,倾斜角度为45度;出料管下行段52位于出料管上行段51的下游,出料管上行段51的下端连接原料仓3,出料管上行段51的上端连接出料管下行段52的上端,出料管下行段52的下端对应连接水平总管4其中一个连接口;出料管下行段52的中间还设有出料管电磁阀门50,出料管电磁阀门50的竖向位置高于水平总管4。
21.图3所示,每台真空吸料机2的进料口对应连接有进料管,每条进料管包括有进料管上行段61和进料管下行段62,进料管上行段的延伸方向倾斜,倾斜角度为45度;进料管上
行段61位于进料管下行段62的上游,进料管上行段61的下端对应连接水平总管4其中一个连接口,进料管上行段61的上端连接进料管下行段62的上端,进料管下行段62的下端连接对应真空吸料机2的进料口;进料管上行段61的中间还设有进料管电磁阀门60,进料管电磁阀门60的竖向位置高于水平总管4。
22.还设有中央控制器,各真空吸料机2、进料管电磁阀门60、出料管电磁阀门50分别与中央控制器通过信号线连接。
23.上述实施例的使用过程及原理如下:
24.在常态下,各原料仓3中储存有对应种类的塑料原料,各进料管电磁阀门60、出料管电磁阀门50关闭,各真空吸料机2处于静息状态;
25.每当其中一个料斗1中储存的塑料原料高度下降到设定数值时,对应的真空吸料机2启动,对应的进料管电磁阀门60、出料管电磁阀门50打开,将对应原料仓3中储存的塑料原料通过对应的出料管上行段51和出料管下行段52吸入水平总管4,然后沿着水平总管4移动,最后经过对应的进料管上行段61、进料管下行段62进入真空吸料机2,之后补充到对应的料斗1。上述过程中,每次抽吸原料之后,出料管下行段52、进料管上行段61、水平总管4不会残留塑料原料,因而避免下次抽吸的塑料原料中渗有上次抽吸的塑料原料。例如,当图面左侧第二个真空吸料机2从图面左侧第二个料斗1抽吸对应种类的物料,虽然该种物料在水平总管4中经过图面左侧第三个料斗1对应的出料管上行段51的对应连接口时,可能会有少量的物料可能在短时段内进入图面左侧第三个料斗1对应的出料管上行段51,但在重力和吸力的作用下,该物料不可能持续滞留在图面左侧第三个料斗1对应的出料管上行段51,而是会在短时间内又下掉到水平总管4,然后随着水平总管4继续向图面左侧第二个真空吸料机2的方向行进;同理,当该种物料在水平总管4中经过图面左侧第一个真空吸料机2对应的进料管上行段61的连接口时,虽然会有少量的物料可能在短时段内进入图面左侧第一个真空吸料机2对应的进料管上行段61,但在重力和吸力的作用下,该物料不可能持续滞留在图面左侧第一个真空吸料机2对应的进料管上行段61,而是会在短时间内下掉到水平总管4,然后随着水平总管4继续向图面左侧第二个真空吸料机2的方向行进。因此,当下次其它真空吸料机2(图面左侧第二个真空吸料机2以外的真空吸料机2)启动时,水平总管、出料管下行段、各进料管上行段都不会残留塑料原料,由此避免每一次吸料时,真空吸料机2混入其它不匹配的塑料原料。
26.上述实施例中,进料管上行段的倾斜角度可以改为40度,或者60度;出料管下行段的倾斜角度可以改为40度,或者60度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1