注射系统的制作方法
1.本技术实施例涉及成型设备领域,尤其涉及一种注射模具及注射系统。
背景技术:
2.在微型断路器的生产过程中,外壳生产的成本降低对整个生产环节的降低成本意义重大。现有的外壳生产时,外壳通常采用bmc(团状模塑料)材料,通过注塑成型。由于bmc材料是一种热固性材料,因此其主要的成型方式有模压、注压和注射等。其中,模压是直接将bmc材料加入到模具的型腔中,再通过压铸成型,这种成型方式的缺点在于必须手工用质量法或体积法去加bmc材料,导致比较费料且人工成本高,且成型周期长。
3.对于注压和注射而言,其均是通过机台螺杆将bmc材料挤入模具的型腔中,然后再型腔中成型出需要的壳体。如图1所示,这两种成型方式均存在着注塑机台的进胶口(即bmc材料的排出口)和待成型对象20(例如壳体)的进胶点之间需要通过流道80连接,导致材料浪费和成本增加。
技术实现要素:
4.为了解决上述问题,本技术实施例提供了一种注射模具及注射系统,以至少部分地解决上述问题。
5.根据本技术实施例的第一方面,提供了一种注射系统,其包括:一个成型模具,其包括一个型腔,型腔用于成型待成型对象;一个供料部,其包括一个供料组件和至少一个出料唧咀组件,出料唧咀组件包括一个出料唧咀和一个阀针,出料唧咀内设置有一出料通道,且出料通道的出料口位于成型模具的型腔内,以使进胶点位于待成型对象上,阀针相对出料唧咀可移动地设置在出料唧咀内,以打开或封闭出料口,供料组件与出料唧咀组件连接,以向出料通道内输送物料;一个隔热结构,其设置在成型模具和供料部之间,以增加成型模具到供料部之间的热阻。
6.可选地,出料唧咀包括:一个唧咀主体,唧咀主体上设置有出料通道;一个阀咀,阀咀可拆卸地连接在唧咀主体上,且阀咀上设置有出料口,出料口与出料通道连通,阀针可相对阀咀滑动,以打开或封闭出料口。
7.可选地,唧咀主体包括一个通孔,通孔设置于唧咀主体的远离阀咀的一端,阀针从通孔穿出唧咀主体,出料唧咀还包括一个支撑结构,支撑结构套设在阀针外,且支撑于通孔的孔壁,以支撑阀针。
8.可选地,支撑结构包括一个支撑密封圈和一个支撑架,支撑密封圈位于支撑架和孔壁之间,支撑架支撑在支撑密封圈和阀针之间,支撑架上设置有供物料通过的过料孔,过料孔与出料通道连通。
9.可选地,供料组件包括一个主唧咀组件和一个分流板组,主唧咀组件上设置有输料通道,分流板组连接在主唧咀组件和出料唧咀组件之间,分流板组上设置有连通输料通道和出料通道的分流道。
10.可选地,分流板组包括:一个上分流板,上分流板上设置有第一分流槽;一个下分流板,下分流板与上分流板固定连接,且下分流板上设置有第二分流槽,第一分流槽和第二分流槽配合形成分流道;一个分流密封圈,分流密封圈设置在上分流板和下分流板之间,以密封上分流板和下分流板之间的间隙。
11.可选地,注射系统还包括一个水口板和一个垫板,垫板固定连接在水口板上,以增强水口板的结构强度,分流板组和出料唧咀组件固定安装在水口板上。
12.可选地,主唧咀组件包括一个主唧咀套和一个主唧咀,主唧咀套安装在主唧咀上。
13.可选地,注射系统还包括一个驱动油缸,驱动油缸与阀针连接,并驱动阀针在出料通道内往复移动。
14.可选地,出料唧咀的出料口在待成型对象上形成的进胶面的高度低于待成型对象的使用表面。
15.根据本技术实施例提供的该该注射系统的出料唧咀组件用于向成型模具中输送物料,以在成型模具的型腔内成型出待成型对象(例如为微型断路器的壳体)。由于该出料唧咀组件的出料唧咀的出料口伸入型腔内,使得进胶点位于待成型对象上,因此可以省略流道,从而避免在成型过程中产生料头,因此节省了材料和成本。阀针可移动地设置在出料通道内,且通过阀针移动到不同位置可以实现对出料口的开启或封闭,以可靠地控制出料量。供料组件用于向出料唧咀的出料通道内供料,以提升供料的自动化程度。
16.在本实施例中,通过新结构的注射系统,使得进胶点相对待成型对象的位置从待成型对象的一侧调整到待成型对象上,从而省略了流道,进而节省了物料,降低了生产成本。
附图说明
17.以下附图仅旨在于对本技术做示意性说明和解释,并不限定本技术的范围。其中,
18.图1示出了现有技术中进胶点与待成型对象之间通过流道连通的示意图;
19.图2示出了根据本技术的实施例的待成型对象的立体结构示意图;
20.图3示出了根据本技术的实施例的待成型对象的主视结构示意图;
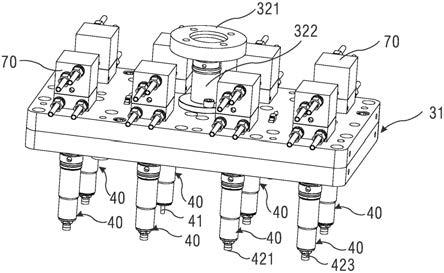
21.图4示出了根据本技术的实施例的注射系统的供料部处的立体结构示意图;
22.图5示出了根据本技术的实施例的注射系统的剖视结构示意图;
23.图6示出了图5中i处的局部放大图;
24.图7示出了根据本技术实施例的出料唧咀的立体结构示意图。
25.附图标记说明:
26.10、成型模具;20、待成型对象;21、进胶面;22、使用表面;31、分流板组;311、分流道;312、上分流板;313、下分流板;321、主唧咀套;322、主唧咀;40、出料唧咀组件;41、阀针;421、出料口;422、唧咀主体;423、阀咀;50、水口板;60、垫板;70、驱动油缸;91、隔热板;92、固定板。
具体实施方式
27.为了对本技术实施例的技术特征、目的和效果有更加清楚的理解,现对照附图说明本技术实施例的具体实施方式。
28.参照图2
‑
图7所示,本技术实施例提供一种注射系统,其包括一个成型模具10、一个供料部和一个隔热结构,成型模具10包括一个型腔,型腔用于成型待成型对象20;供料部包括一个供料组件和至少一个出料唧咀组件40,出料唧咀组件40包括一个出料唧咀和一个阀针41,出料唧咀内设置有一出料通道,且出料通道的出料口421位于成型模具10的型腔内,以使进胶点位于待成型对象20上,阀针41相对出料唧咀可移动地设置在出料唧咀内,以打开或封闭出料口421,供料组件与出料唧咀组件40连接,以向出料通道内输送物料;隔热结构设置在成型模具10和供料部之间,以增加成型模具10到供料部之间的热阻。
29.该注射系统的出料唧咀组件40用于向成型模具10中输送物料,以在成型模具10的型腔内成型出待成型对象20(例如为微型断路器的壳体)。由于该出料唧咀组件40的出料唧咀的出料口421伸入型腔内,使得进胶点位于待成型对象20上,因此可以省略流道,从而避免在成型过程中产生料头,因此节省了材料和成本。阀针41可移动地设置在出料通道内,且通过阀针41移动到不同位置可以实现对出料口的开启或封闭,以可靠地控制出料量。供料组件用于向出料唧咀的出料通道内供料,以提升供料的自动化程度。隔热结构可以增加成型模具10到供料部之间的传热路径上的热阻,从而避免供料部处的物料固化。
30.在本实施例中,通过新结构的注射系统,使得进胶点相对待成型对象20的位置从待成型对象的一侧调整到待成型对象20上,从而省略了流道80,进而节省了物料,降低了生产成本。
31.下面结合附图,对注射系统的结构和工作过程进行详细说明如下:
32.为了可靠地承载供料部等结构,注射系统包括一个水口板50和一个垫板60,垫板60固定连接在水口板50上,以增强水口板50的结构强度。
33.如图5所示,水口板50罩设在供料部外,并为供料部提供安装位置,以实现对供料部的承载。由于供料部包含的组件等较多,为了能够容纳供料部使得水口板50内部挖空的空间较大,导致其结构强度在一定程度上降低,为了提升其结构强度,保证注射系统的可靠性、稳定性和使用寿命,在水口板50上连接有垫板60。垫板60可以采用适当的材质和形状,且其与水口板50的连接位置也可以根据需要适当选择,本实施例对此不作限制。
34.在水口板50上可以连接固定板92,水口板50的下方可以通过连接板(也称a板)连接成型模具10。需要说明的是,为了便于清晰展示,图5中仅示出了部分的成型模具。
35.在本实施例中,由于输送的物料为bmc材料,因其具有热固性,故而在输送物料的过程中需要将温度控制在适当的范围内,以防止在输送物料的过程中物料固化造成堵塞,而影响生产效率,为了确保供料部的温度适当,在成型模具10和供料部之间设置了隔热结构。在一示例中,隔热结构可以是隔热板91,隔热板91具体可以设置在水口板50和连接板之间,隔热板91可以选用热阻较高的材质制作,通过将其设置在水口板50和连接板之间,有效地隔绝了成型模具10到水口板50之间的热量传递,从而降低了物料在输送过程中固化的风险。
36.在本实施例中,供料部的供料组件包括一个主唧咀组件和一个分流板组31。主唧咀组件上设置有输料通道,分流板组31连接在主唧咀组件和出料唧咀组件之间,分流板组31上设置有连通输料通道和出料通道的分流道311。这样通过分流板组31连接出料唧咀组件40和主唧咀组件,以通过主唧咀组件向出料唧咀组件40输送物料。
37.此种结构尤其适用于包括多个出料唧咀组件40的注射系统。例如,如图4所示,本
实施例的注射系统包括8个出料唧咀组件40,每个出料唧咀组件40对应用于成型出一个待成型对象20。通过设置分流板组31,可以使一个主唧咀组件为8个出料唧咀组件40进行供料,从而简化结构。
38.可选地,主唧咀组件包括一个主唧咀套321和一个主唧咀322,主唧咀套321安装在主唧咀322上。如图5所示,主唧咀套321安装在固定板92上,并与主唧咀322的上端连接。主唧咀套321用于连接供料管和主唧咀322。主唧咀322连接在分流板组31上,且主唧咀322上设置有前述的输料通道,以供物料通过。
39.分流板组31上的分流道311用于连通主唧咀322的输料通道以及各出料唧咀的出料通道,从而实现分流作用。
40.如图4和图5所示,分流板组31和出料唧咀组件固定安装在水口板50上。
41.为了便于加工、降低成本,分流板组31包括一个上分流板312、一个下分流板313和一个分流密封圈,上分流板312上设置有第一分流槽;下分流板313与上分流板312固定连接,且下分流板313上设置有第二分流槽,第一分流槽和第二分流槽配合形成分流道311;分流密封圈设置在上分流板312和下分流板313之间,以密封上分流板312和下分流板313之间的间隙。
42.在上分流板312上设置有第一连通孔,第一连通孔连接主唧咀322和分流道311。下分流板313上设置有8个第二连通孔,每个第二连通孔用于与出料唧咀连接,以使出料唧咀上的出料通道与分流道311连通。
43.上分流板312和下分流板313之间通过紧固件连接,通过在上分流板312和下分流板313之间设置分流密封圈,以通过分流密封圈对分流道311周边进行密封,以防止物料从分流道311溢出。
44.如图5所示,出料唧咀包括一个唧咀主体422和一个阀咀423,唧咀主体422上设置有出料通道;阀咀423可拆卸地连接在唧咀主体422上,且阀咀423上设置有出料口421,出料口421与出料通道连通,阀针41可相对阀咀423滑动,以打开或封闭出料口421。
45.唧咀主体422连接在下分流板313上。由于唧咀主体422的出料口421位于型腔内,导致唧咀主体422的出料口421处温度相交远离型腔的部分更高,因此使得物料可能在唧咀主体422的出料口421处固化而造成堵塞,为了解决这一问题,在唧咀主体422上设置可拆卸的阀咀423,使得出料口设置在阀咀423上。这样当出料口421堵塞时,可以方便地拆下阀咀423进行清洁和疏通,从而提升维护效率,降低维护成本。
46.阀咀423可以通过螺纹与唧咀主体422连接,或者通过其他可拆卸的方式连接,本实施例对此不作限制。
47.进一步地,阀咀423的长度h可以根据阀针41的升温效率、物料的凝固温度、以及阀咀423内的物料不能凝固等因素适当确定。
48.阀咀423的末端伸入型腔内,其末端开口即可以作为出料口421,在本实施例中,出料唧咀的出料口421在待成型对象20上形成的进胶面21的高度低于待成型对象20的使用表面22。
49.如图2所示,阀咀423的末端在待成型对象20上接触的面即为进胶面21,而待成型对象的使用表面22可以为成型出的待成型对象20的常规表面。若待成型对象为壳体,则使用表面可以是壳体的外表面或内表面等。由于出料口421在待成型对象20上形成的进胶面
21的高度低于待成型对象20的使用表面22,这样使得待成型对象20的进胶处形成一个凹槽,这样即使在脱模时在进胶处产生毛刺,也可以较大程度上保证毛刺的高度不高于待成型对象20的使用表面,从而保证成型出的待成型对象20的使用效果。
50.进胶面21与使用表面22的高度差(也即形成的凹槽的深度)可以根据需要确定,例如为0.1mm到0.15mm,这一高度范围保证了在不损害待成型对象20的结构强度、不影响使用的情况下,最大程度保证毛刺不凸出于使用表面22。该高度差可以根据不同的待成型对象、以及使用的材料等适应确定,本实施例对此不作限制。
51.可选地,由于阀针41的长度较长,为了避免在工作用中其受到物料的冲击而偏离或者弯曲,唧咀主体422包括一个通孔,通孔设置于唧咀主体422的远离阀咀423的一端,阀针41从通孔穿出唧咀主体422,出料唧咀还包括一个支撑结构,支撑结构套设在阀针41外,且支撑于通孔的孔壁,以支撑阀针41。通过设置支撑结构对阀针41进行支撑,以提升其强度。
52.沿阀针41的长度方向可以设置一个或多个的支撑结构,本实施例对此不作限制。
53.可选地,支撑结构包括一个支撑密封圈424a和一个支撑架424b,支撑密封圈424a位于支撑架424b和孔壁之间,支撑架424b支撑在支撑密封圈424a和阀针41之间,支撑架424b上设置有供物料通过的过料孔424c,过料孔424c与出料通道连通。
54.支撑密封圈424a可以对缝隙进行密封,以防止物料泄漏。支撑架424b用于对阀针41进行支撑,以增加其强度,而由于物料需要从该通孔进入唧咀主体422,因此,在设置支撑架424b的情况下为了保证不影响物料进入,在支撑架424b上设置过料孔424c。
55.一种优选方式中,支撑架424b包括环体和设置在环体内的多个支撑臂,该支撑臂设置在环体的内壁上,并沿环体的径向延伸,支撑臂用于与阀针41配合,以对其进行限位和支撑。相邻两个支撑臂之间的空隙即可作为过料孔424c使用。
56.当然,在其他实施例中,支撑架424b可以是其他适当的结构,本实施例对此不作限制。
57.可选地,注射系统还包括一个驱动油缸70,驱动油缸70与阀针41连接,并驱动阀针41在出料通道内往复移动。驱动油缸70作为阀针41的动力源可以控制阀针41移动,从而根据需要开启出料口421或者关闭出料口421。
58.驱动油缸70上设置有两个进油口和两个出油口,以通过液压油的进出推动阀针41移动。
59.该注射系统的工作过程如下:在合模后,在驱动油缸70的驱动下,阀针41与阀咀423脱开,从而打开出料口421,同时絮状的物料(如bmc材料),在机台螺杆转动挤压下,进入到主唧咀322中,再通过分流道311分别进入8个出料唧咀中,并通过出料唧咀的出料口421注入到对应的型腔内。
60.当注射动作结束后,阀针41在驱动油缸70的作用下运动,与阀咀423配合,关闭出料口421,以切断物料。物料在型腔内高温固化成型出待成型对象。然后,将待成型对象20开模顶出,完成一个成型循环。
61.这样该注射系统可以配合冷却系统、感温系统等实现对待成型对象的自动化、高效化、低成本化的加工生产。
62.综上,本实施例的注射系统具有如下有益效果:
63.出料唧咀组件包括可更换的阀针,且阀针固定在驱动油缸上,配合可拆卸的阀咀,使得出料唧咀组件更换、维护、清洁都十分方便,充分适应了高温下易固化的物料。阀针与阀咀滑动配合,以实现出料口的开启或关闭,阀针与阀咀之间的间隙适当,可以避免间隙过大导致封胶不严而容易出现毛边的问题。阀针和阀咀的选材确保一个硬度高,另一个硬度低,例如,实际使用时,阀针选择刚性和硬度高的材料,以提升可靠性和使用寿命。
64.应当理解,虽然本说明书是按照各个实施例描述的,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
65.以上所述仅为本技术实施例示意性的具体实施方式,并非用以限定本技术实施例的范围。任何本领域的技术人员,在不脱离本技术实施例的构思和原则的前提下所作的等同变化、修改与结合,均应属于本技术实施例保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1