一种制造双色瓶胚的模具的制作方法
1.本实用新型涉及注塑模具技术领域,特别是的涉及一种制造双色瓶胚的模具。
背景技术:
2.关于塑料瓶的制造方法一般如下,首先以聚酯(pet)、聚乙烯(pe)或聚丙烯(pp)等作为原料,然后加热至熔融状态经过注塑形成瓶胚,最后通过将瓶胚进行吹塑形成一塑瓶成品,一般塑料瓶由一种材料生产完成。
3.一般在市场上消费者在购买瓶装类的产品前,是不能接触到产品本身,所以市场出现消费者购买到假冒产品的事情,为此产品企业一般会在产品的包装、贴纸或标签上做防伪标识等方式,让消费者辨别市场上所销售的产品的真伪,但是随着假冒厂商的假冒技术越来越成熟,单从包装、贴纸或标签上做防伪标识的手段,已逐渐不能满足消费者辨别产品真伪的需要要,迫切需要更多元的方式加入产品外包装中,以供消费者辨别。
4.目前,市场上有一种双料注塑料产品,即将两种不同的材料注塑到同一套模具,从而实现注塑出来的零件由两种材料形成的成型工艺。有的两种材料是不同颜色的,有的是软硬不同的,从而提高产品的美观性和装配等性能。但是生产这种产品的模具的结构比较复杂、模具制造成本十分昂贵,而且模具日常的维护费用也非常高。
技术实现要素:
5.为了解决背景技术的相关技术问题,本实用新型提供一种制造双色瓶胚的模具,可以将两种颜色的材料同时注入该模具的成型腔内,生产出具有个性化色颜色的瓶胚,而且该模具结构简单、造价便宜,本实用新型的具体技术方案如下:
6.一种制造双色瓶胚的模具,包括成型部件和热流道系统,所述成型部件包括凸模、凹模以及在所述凸模和所述凹模合模时形成的成型腔。
7.所述热流道系统包括第一流道板、第二流道板,所述第一流道板设有第一热流道,所述第一流道板连接所述凹模的背面,所述第一热流道连通所述成型腔;所述第二流道板设有第二热流道,所述第二流道板连接所述凹模的侧面,所述第二热流道连通所述成型腔。
8.进一步的,所述凹模包括固定连接的型腔底座和型腔法兰,所述型腔底座的背面和所述第一流道板连接,所述型腔底座设有和所述第一热流道连接的第一接口,所述型腔法兰的侧面和所述第二流道板连接,所述型腔法兰设有和所述第二热流道连接的第二接口。
9.进一步的,所述第一流道板还设有分别连接所述第一热流道两端的第一浇口套和第一喷嘴,所述第一喷嘴嵌入所述第一接口。
10.进一步的,所述第一热流道的中心线和所述成型腔的中心线设置在同一个水平面上。
11.进一步的,所述第二流道板还设有分别连接所述第二热流道两端的第二浇口套和第二喷嘴,所述第二喷嘴嵌入所述第二接口。
12.进一步的,所述第二热流道的中心线垂直于所述成型腔的中心线。
13.进一步的,所述凸模包括安装座、型芯和螺口,所述型芯固定安装在所述安装座上,所述螺口套设在所述型芯外,并活动安装在所述安装座上。
14.进一步,还包括附属板,在所述附属板连接所述凸模的背面。
15.本实用新型相较现有技术具有的有益效果是:
16.1、将两种不同颜色的原料同时注入同一个成型容器内,根据需求可控制两种颜色原料的进胶时间和进胶量,以达到瓶胚的颜色分段,和形成不同特有的颜色渐变区,生产出具有个性化颜色的瓶胚。因此,生产出来的瓶子具有独特的外观,而因为模具自身流道设计、进料时间和进料量等参数只掌握在产品企业中,使得假冒厂家难以仿照,为消费者提供更好辨别方式,有效阻止假冒产品的混乱市场,保障消费的的权益,也能提高产品企业的市场价值。
17.2、该双色瓶胚模具的结构简单,制造该模具的费用便宜和维护模具成本低,在保护产品市场的同时无需增加更多的费用投入,保证生产效益。
附图说明
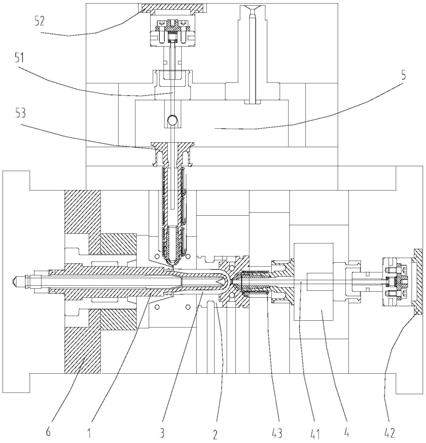
18.附图1为本实用新型的制造双色瓶胚的模具剖视图;
19.附图2为本实用新型的成型部件的剖视图;
20.附图3为本实用新型动模部分的立体图;
21.附图4为本实用新型定模部分的立体图;
22.附图5为本实用新型图1中沿a-a剖切的剖面图;
23.附图标号说明:凸模1;凹模2;成型腔3;第一流道板4;第二流道板5;第一热流道41;第二热流道51;型腔底座21;型腔法兰22;第一接口211;第二接口221;第一浇口套42;第一喷嘴43;第二浇口套52;第二喷嘴53;安装座11;型芯12;螺口13;附属板6。
具体实施方式
24.为便于更好地理解本实用新型的目的、结构、特征以及功效等,现结合附图和具体实施方式对本实用新型作进一步说明。应注意的是,图中示出的特征不是必须按照比例绘制。此外,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”、“前”、“后”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。此外,在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
26.实施例
27.本实施例提供一种制造双色瓶胚的模具,可以将两种颜色的材料同时注入该模具
的成型腔内,生产出双色的瓶胚,而且该模具结构简单、造价便宜,本实施例的具体技术方案如下:
28.请参阅图1至图5,一种制造双色瓶胚的模具,包括成型部件和热流道系统,成型部件包括凸模1、凹模2以及在凸模1和凹模2合模时形成的成型腔3;在本实施例中,该模具设有两个成型腔3,一次工序可生产两个瓶胚。另外,在本实例中,使用的生产材料为聚酯(pet),在其他实施例中也可以使用聚乙烯(pe)、聚丙烯(pp)、其他塑料材料。
29.热流道系统包括第一流道板4、第二流道板5。在本实施例中,第一流道板4和第二流道板5均包括依次固定连接的注入板、分流板、连接板,注入板和双料注射机的注入机构连接,分流板设有相互连通主流道和两个分流道,连接板连接凹模2。另外,分流板还设有加热管 (图未视),加热管连接温控箱(图未视),通过温控箱控制加热管,使熔融状态的聚酯(pet) 在热流道流动的过程中保持温度不变。另外第一流道板4还包括定模座固定连接在双料注塑机上。
30.第一流道板4设有第一热流道41,第一流道板4连接凹模2的背面,第一热流道41连通成型腔3;第二流道板5设有第二热流道51,第二流道板5连接凹模2的侧面,第二热流道51连通成型腔3。第一流道板4连接凹模2的背面,第一热流道41连通成型腔3,第二流道板5连接凹模2的侧面,第二热流道51连通成型腔3。在本实施例中,将两种颜色不同的聚酯(pet)分别通过双料注塑机的注入机构同时注入成型腔3中,包括第一色聚酯(pet) 从成型腔3底部注入,第二色聚酯(pet)从成型腔3侧面注入,生产出具有两种颜色的瓶胚。具体的,通过控制两种颜色聚酯(pet)的进胶时间和进胶量,以达到瓶胚的颜色分段,和形成不同特有的颜色渐变区,生产出具有个性化颜色的瓶胚。
31.请参阅图1至图5,进一步的,凹模2包括固定连接的型腔底座21和型腔法兰22,型腔底座21的背面和第一流道板4连接,型腔底座21设有和第一热流道41连接的第一接口211,型腔法兰22的侧面和第二流道板5连接,型腔法兰22设有和第二热流道51连接的第二接口 221。凹模2、第一流道板4和第二流道板5共同构成了模具的定模部分,固定安装在双料注塑机上。
32.请参阅图1至图5,进一步的,第一流道板4还设有分别连接第一热流道41两端的第一浇口套42和第一喷嘴43,第一喷嘴43嵌入第一接口211。第一浇口套42和双料注塑机的第一注入机构连接。在本实施例中,第一热流道41包括一条主流道和两条分流道(在前面分流板出有说明),两条分流道分别连接的两个第一喷嘴43。具体的,第一色聚酯(pet)进入第一热流道41的主流道,然后分流,再从分流道通过第一喷嘴43,分别进入两个成型腔3 靠近热流道的一端。
33.请参阅图1至图5,进一步的,第一热流道41的中心线和成型腔3的中心线设置在同一个水平面上。在本实施例中,两个成型腔3的中心线分别和两个第一喷嘴43设在同一条水平线上。
34.请参阅图1至图5,进一步的,第二流道板5还设有分别连接第二热流道51两端的第二浇口套52和第二喷嘴53,第二喷嘴53嵌入第二接口221。第二浇口套52和双料注塑机的第二注入机构连接。在本实施例中,第二流道24包括一条主流道和两条分流道(在前面分流板出有说明),两条分流道分别连接两个第二喷嘴53。具体的,第二色聚酯(pet)进入第二热流道51的主流道,然后分流,再从分流道通过第二喷嘴53,分别进入两个成型腔3侧面。
35.请参阅图1至图5,进一步的,第二热流道51的中心线垂直于成型腔3的中心线。在本实施例中,第二喷嘴53垂直于水平面,第二喷嘴53的中心线垂直相交于成型腔3的中心线。
36.请参阅图1至图5,进一步的,凸模1包括安装座11、型芯12和螺口13,型芯12固定安装在安装座11上,螺口13套设在型芯12外,并活动安装在安装座11上。螺口13为锥台形套环,可对称张开,在合模时可构成成型腔3的部分外壁,且具有夹持功能,在分模时先夹持瓶胚,待瓶胚完全离开凹模2后,螺口13张开,人工将瓶胚取出,完成产品脱模的工序。
37.请参阅图1至图5,进一步的,还包括附属板6,在附属板6连接凸模1的背面。附属板 6和凸模1共同构成动模部分,在附属板6上还包括导柱,在定模部分还包括相适配的导套。在合模和分模的过程中,通过导柱和导套配合,实现定位导向。
38.以上详细说明仅为本实用新型之较佳实施例的说明,非因此局限本实用新型之专利范围,所以,凡运用本创作内容所为之等效技术变化,均包含于本创作之专利范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1