一种基于喷射粘接技术的多材料3D打印机
一种基于喷射粘接技术的多材料3d打印机
技术领域
1.本实用新型涉及3d打印技术领域,具体涉及一种基于喷射粘接技术的多材料3d打印机。
背景技术:
2.3d打印(3d printing)属于快速成型技术的一种,又称增材制造;它是一种以数字模型为基础,利用激光、热熔喷嘴等方式将塑料、金属、陶瓷粉末等材料进行逐层堆积黏结成型来构造物件的技术。近年来,3d打印技术广泛应用于工业设计、珠宝、汽车、航空航天、牙科和医疗产业、教育等众多领域都有应用。
3.目前常见的3d打印机有选区激光熔化slm 、选择性激光烧结sls、三维粉末粘接、熔融层积成型 fdm、等多种类型。其中三维粉末粘接打印,即3dp工艺技术。3dp工艺与sls工艺类似,是采用粉末材料成形,如陶瓷粉末,金属粉末。所不同的是材料粉末不是通过烧结连接起来的,而是通过喷头用粘接剂(如硅胶)将零件的截面“印刷”在材料粉末上面。用粘接剂粘接的零件强度较低,还须后处理。具体工艺过程如下:上一层粘结完毕后,成型缸下降一个距离(等于层厚:0.013~0.1mm),供粉缸上升一高度,推出若干粉末,并被铺粉辊推到成型缸,铺平并被压实。喷头在计算机控制下,按下一建造截面的成形数据有选择地喷射粘结剂建造层面。铺粉辊铺粉时多余的粉末被集粉装置收集。如此周而复始地送粉、铺粉和喷射粘结剂,最终完成一个三维粉体的粘结。未被喷射粘结剂的地方为干粉,在成形过程中起支撑作用,且成形结束后去除。
4.随着制造业的进步,很多产品需要在不同的部分采用不同的材料制备,以获得不同的性能。但目前市场上主流的3d打印机,基本上都是只能采用单一材料进行物件的打印,从而使得3d打印机有了比较大的局限性,无法一次性打印出由二种材料甚至多种材料组成的零件。对于3dp工艺同样如此。
5.cn105196549b曾公开一种并行多工位式3d打印机,该发明提出一种新型的适合于快速成型技术的并行多工位式3d打印机,包括计算机、支架、3d打印机组、输送带系统。其中3d打印机组是根据需要并排放置多个工位的3d打印机,由计算机进行打印任务调控,实现并行式流水线打印。
6.上述专利的打印机,能够在不同的工位打印不同的材料,从而使得一个产品中获得多种材料,但该专利中是在同一流水线导轨上设置不同的打印工位,并设置不同的打印装置,控制打印基板移动到不同打印工位进行打印。故存在结构复杂,成本高昂,控制调度不便等缺陷。
技术实现要素:
7.针对上述现有技术的不足,本实用新型所要解决的技术问题是:怎样提供一种能够方便实现在一件产品中打印不同材料,且结构简单,成本低廉,控制方便的基于喷射粘接技术的多材料3d打印机。
8.为了解决上述技术问题,本实用新型采用了如下的技术方案:
9.一种基于喷射粘接技术的多材料3d打印机,包括机架,机架上端具有水平设置的工作台,工作台中间位置开口形成打印区域,打印区域内向下对应固定设置有筒状的成型缸,成型缸内壁上可上下滑动地配合设置有托板,成型缸下方机架上安装有伸缩端向上设置的伸缩装置,伸缩装置的伸缩端上端安装在托板下方;还包括设置在工作台上的供粉装置、铺粉装置和打印装置,铺粉装置可滑动地安装在两根铺粉导轨上,其特征在于,供粉装置有两套并安装在打印区域的两端,铺粉导轨沿两套供粉装置之间的相对方向设置并分布在打印区域的两侧,且使得铺粉装置运动到铺粉导轨两端位置时能够分别和两套供粉装置衔接实现铺粉,所述打印装置架空安装并使得铺粉装置够通过其下方。
10.这样,本打印机使用时,能够将不同材料的粉料加入到不同的供粉装置内,然后在产品打印不同部位时,分别采用不同的供粉装置供粉到铺粉装置,由铺粉装置对应衔接、铺粉并打印。这样能够在一件产品中打印不同材料,使得产品不同部分能够分别满足各自性能要求。且工作时不需要移动工作台和成型缸,具有结构简单,控制方便,成本低廉的优点。
11.进一步地,机架为矩形框架结构,工作台为矩形的工作台,两套供粉装置分别安装在工作台长度方向的两端。
12.这样,更加方便布置。
13.进一步地,供粉装置包括一个粉箱,粉箱下部具有一个水平长条形的出料口,出料口位于打印区域端部上方位置并高出铺粉装置所在高度,出料口上设置有定量出料机构。
14.这样,更加方便供粉装置在打印区域端部出料,并使得铺粉装置能够越过出料口位置以方便出料后顺利铺粉。
15.进一步地,定量出料机构包括一个水平设置在出料口处的计量套筒,出料口上下贯通计量套筒相连,计量套筒内部轴心处同轴设置有计量转辊,计量转辊上在周向上均匀分布设置有沿轴向延伸的矩形叶片,矩形叶片长度和计量套筒内腔长度一致且外侧表面和计量套筒内腔壁可转动地贴合设置,计量转辊的一端可转动地穿出计量套筒端部并和一个计量用伺服电机相连。
16.这样,可以依靠计量用伺服电机控制计量转辊转动,每次转动固定角度,可以利用两个叶片之间的腔室刮动固定体积大小的粉料往下落料,保证均匀定量供粉。
17.进一步地,粉箱的一端固定在一个竖向设置的粉箱安装板侧面上,粉箱安装板下端和机架固定,计量用伺服电机固定在粉箱安装板另一侧侧面上。
18.这样,方便供粉装置的安装固定。
19.进一步地,所述铺粉装置包括横向架设在两根铺粉导轨之间的铺粉辊和铺粉辊支架,铺粉辊支架两端可滑动地配合在铺粉导轨上,所述铺粉辊可转动地平行安装在铺粉辊支架下方,铺粉导轨端部超出供粉装置出料口位置至少一个铺粉辊宽度距离,铺粉辊一端和安装在铺粉辊支架端部的铺粉辊电机传动连接,铺粉装置还包括用于带动铺粉辊支架在铺粉导轨滑动的铺粉平动机构。
20.这样,铺粉装置带动铺粉辊支架滑动至铺粉导轨端部越过供粉装置出料口位置后,控制供粉装置出料,将设定体积的粉料从出料口掉落到打印区域上,然后通过铺粉辊电机带动铺粉辊转动,同时通过铺粉平动机构带动铺粉辊支架从铺粉导轨一段滑动至另一端,依靠铺粉辊转动将粉料摊开铺平并压实。故具有铺料稳定可靠,方便快捷的优点。
21.进一步地,所述铺粉导轨为圆形直线光轨,铺粉辊支架两端依靠安装的光轨滑块可滑动地配合在圆形直线光轨上。
22.这样,更好地保证滑动的顺畅。
23.进一步地,铺粉平动机构包括一根平行设置在铺粉导轨外侧的铺粉同步带,铺粉同步带两端套设安装在两个铺粉同步带轮上,其中一个铺粉同步带轮为和铺粉同步带伺服电机传动连接的主动轮,另一个铺粉同步带轮为安装在铺粉同步带松紧调节器上的张紧轮。
24.这样,依靠同步带机构带动铺粉辊平动铺粉,具有结构简单,控制方便,利于调节保持张紧,运动稳定可靠等优点。其中,同步带松紧调节器为成熟现有技术,具体结构不在此详述。
25.进一步地,所述打印装置,包括平行安装在两根铺粉导轨外侧的y轴导轨,两根y轴导轨上横向架设有一根x轴导轨,x轴导轨两端可滑动地配合安装在y轴导轨上,还包括用于控制x轴导轨沿y轴导轨滑动的y轴运动控制机构;x轴导轨上可滑动地安装有一个喷头固定架,喷头固定架上安装打印用的喷头,x轴导轨上还安装有用于控制喷头固定架沿x轴导轨滑动的x轴运动控制机构;所述两根y轴导轨中,至少一根向外超出对应的铺粉导轨外侧至少一个喷头固定架宽度的距离。
26.这样,铺粉过程中,x轴运动控制机构带动喷头固定架和喷头运动到超过铺粉导轨外侧的位置,以避开干涉,方便铺粉装置顺利完成铺粉。铺粉完成后,依靠y轴运动控制机构和x轴运动控制机构协同作用,控制喷头固定架及其上的喷头在x轴和y轴方向的运动,实现打印。其中打印用喷头的结构包括墨水和粘接剂连供盒装置及软管等构件,具体结构为现有技术,不在此详述。
27.进一步地,所述y轴运动控制机构为y轴电动滑台,y轴电动滑台的导轨构成所述y轴导轨,y轴导轨一端设置y轴电动滑台的控制电机,x轴导轨的端部安装在对应的y轴电动滑台的滑台上。
28.这样,具有结构简单,控制方便,控制精度可靠的优点。
29.进一步地,所述x轴运动控制机构为x轴电动滑台,x轴电动滑台的导轨构成所述x轴导轨,x轴导轨一端设置x轴电动滑台的控制电机,喷头固定架安装在x轴电动滑台的滑台上。
30.这样,具有结构简单,控制方便,控制精度可靠的优点。
31.进一步地,所述伸缩装置包括一个竖向安装在机架中部下端的z轴电动缸,z轴电动缸的光杆部分向上并支撑连接在托板下表面,z轴电动缸的中部位置还具有一个水平设置的固定板,固定板相对于机架固定并供z轴电动缸竖向穿过,托板下表面位于z轴电动缸四周还竖直向下连接设置有辅助支撑杆,辅助支撑杆为可伸缩的套筒式结构且外套管向下穿过并固定在固定板上。
32.这样,伸缩装置可以更加稳定可靠地控制托板的升降,实现打印时z轴方向的移动控制。
33.进一步地,工作台上位于打印区域的两端位置还设置有漏料口,漏料口下方设置有废粉缸。
34.这样方便铺料时多余的废料能够从漏料口往下漏入到废粉缸内。
35.本装置使用时,可以按照以下的流程步骤执行多彩材料的3d打印。
36.步骤一:使用制图和建模软件完成零件或原型的模型设计,设计出的三维模型要具有详细的轮廓位置信息、材料种类信息和颜色信息。
37.步骤二:自主设计模型后,将模型输入专门用于切片的软件内完成切片,借此获得每层轮廓的几何位置信息、材料种类信息和颜色信息。
38.步骤三:将获得到的模型切片分层信息转化为下位机可识别的打印数据,把获得到的信息逐层发送各部分机构,校正各部位定位,发出初始化信号。
39.步骤四:将粉末材料通过供粉装置送到工作台上,通过铺粉辊的铺平压实,每层粉末厚度为提前设定的厚度。
40.步骤五:铺粉完成后,下位机控制系统根据模型每层的轮廓信息(各轮廓点的位置信息、材料信息和颜色信息),控制打印机构在工作台上的粉床喷涂相应颜色的粘接剂,实现多彩二维轮廓面的粘接。
41.步骤六:喷印完一层轮廓面后,成型缸粉体底板下降一个提前设定的厚度,重复步骤四、步骤五,逐层粘接,直至模型所有分层全部打完,打印出设计出的多(单)材料彩色三维制件。
42.故上述装置具有能够方便实现在一件产品中打印不同材料,且结构简单,成本低廉,控制方便的优点。
附图说明
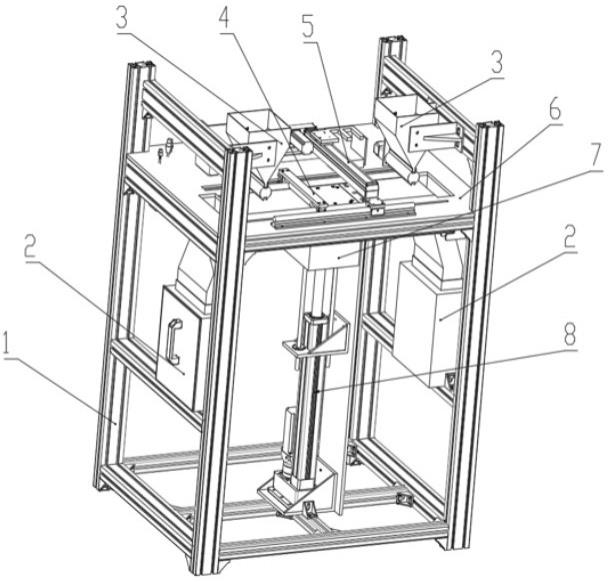
43.图1为本实用新型的结构示意图。
44.图2为图1中单独供粉装置部分的结构示意图。
45.图3为图2的剖视图。
46.图4为图1中单独铺粉装置部分的结构示意图。
47.图5为图1中单独打印装置部分的结构示意图。
48.图6为图1中单独伸缩装置部分的结构示意图。
具体实施方式
49.下面结合具体实施方式对本实用新型作进一步的详细说明。
50.具体实施时:如图1-6所示,一种基于喷射粘接技术的多材料3d打印机,包括机架1,机架上端具有水平设置的工作台6,工作台中间位置开口形成打印区域,打印区域内向下对应固定设置有筒状的成型缸7,成型缸7内壁上可上下滑动地配合设置有托板8-1,成型缸下方机架上安装有伸缩端向上设置的伸缩装置8,伸缩装置8的伸缩端上端安装在托板下方;还包括设置在工作台上的供粉装置3、铺粉装置4和打印装置5,铺粉装置4可滑动地安装在两根铺粉导轨上,其中,供粉装置有两套并安装在打印区域的两端,铺粉导轨沿两套供粉装置之间的相对方向设置并分布在打印区域的两侧,且使得铺粉装置运动到铺粉导轨两端位置时能够分别和两套供粉装置衔接实现铺粉,所述打印装置架空安装并使得铺粉装置够通过其下方。
51.这样,本打印机使用时,能够将不同材料的粉料加入到不同的供粉装置内,然后在产品打印不同部位时,分别采用不同的供粉装置供粉到铺粉装置,由铺粉装置对应衔接、铺
粉并打印。这样能够在一件产品中打印不同材料,使得产品不同部分能够分别满足各自性能要求。且工作时不需要移动工作台和成型缸,具有结构简单,控制方便,成本低廉的优点。
52.其中,机架1为矩形框架结构,工作台为矩形的工作台,两套供粉装置分别安装在工作台长度方向的两端。
53.这样,更加方便布置。
54.其中,供粉装置3包括一个粉箱3-1,粉箱下部具有一个水平长条形的出料口,出料口位于打印区域端部上方位置并高出铺粉装置所在高度,出料口上设置有定量出料机构。
55.这样,更加方便供粉装置在打印区域端部出料,并使得铺粉装置能够越过出料口位置以方便出料后顺利铺粉。
56.其中,定量出料机构包括一个水平设置在出料口处的计量套筒3-4,出料口上下贯通计量套筒相连,计量套筒内部轴心处同轴设置有计量转辊3-5,计量转辊上在周向上均匀分布设置有沿轴向延伸的矩形叶片,矩形叶片长度和计量套筒内腔长度一致且外侧表面和计量套筒内腔壁可转动地贴合设置,计量转辊的一端可转动地穿出计量套筒端部并和一个计量用伺服电机3-3相连。
57.这样,可以依靠计量用伺服电机控制计量转辊转动,每次转动固定角度,可以利用两个叶片之间的腔室刮动固定体积大小的粉料往下落料,保证均匀定量供粉。
58.其中,粉箱3-1的一端固定在一个竖向设置的粉箱安装板3-2侧面上,粉箱安装板下端和机架固定,计量用伺服电机固定在粉箱安装板另一侧侧面上。
59.这样,方便供粉装置的安装固定。
60.其中,所述铺粉装置4包括横向架设在两根铺粉导轨4-6之间的铺粉辊4-7和铺粉辊支架4-5,铺粉辊支架两端可滑动地配合在铺粉导轨上,所述铺粉辊可转动地平行安装在铺粉辊支架下方,铺粉导轨端部超出供粉装置出料口位置至少一个铺粉辊宽度距离,铺粉辊一端和安装在铺粉辊支架端部的铺粉辊电机4-3传动连接,铺粉装置还包括用于带动铺粉辊支架在铺粉导轨滑动的铺粉平动机构。铺粉辊电机4-3安装在铺粉辊电机支架4-4上。实施时,铺粉导轨4-6端部安装导轨固定件4-8。
61.这样,铺粉装置带动铺粉辊支架滑动至铺粉导轨端部越过供粉装置出料口位置后,控制供粉装置出料,将设定体积的粉料从出料口掉落到打印区域上,然后通过铺粉辊电机带动铺粉辊转动,同时通过铺粉平动机构带动铺粉辊支架从铺粉导轨一段滑动至另一端,依靠铺粉辊转动将粉料摊开铺平并压实。故具有铺料稳定可靠,方便快捷的优点。
62.其中,所述铺粉导轨为圆形直线光轨,铺粉辊支架两端依靠安装的光轨滑块可滑动地配合在圆形直线光轨上。
63.这样,更好地保证滑动的顺畅。
64.其中,铺粉平动机构包括一根平行设置在铺粉导轨外侧的铺粉同步带4-9,铺粉同步带两端套设安装在两个铺粉同步带轮上,其中一个铺粉同步带轮为和铺粉同步带伺服电机4-1传动连接的主动轮,另一个铺粉同步带轮为安装在铺粉同步带松紧调节器4-10上的张紧轮。图4中,标号4-2表示连接在铺粉同步带伺服电机4-1和主动轮之间的铺粉用减速器。
65.这样,依靠同步带机构带动铺粉辊平动铺粉,具有结构简单,控制方便,利于调节保持张紧,运动稳定可靠等优点。其中,同步带松紧调节器为成熟现有技术,具体结构不在
此详述。
66.其中,所述打印装置5,包括平行安装在两根铺粉导轨外侧的y轴导轨,两根y轴导轨上横向架设有一根x轴导轨,x轴导轨两端可滑动地配合安装在y轴导轨上,还包括用于控制x轴导轨沿y轴导轨滑动的y轴运动控制机构;x轴导轨上可滑动地安装有一个喷头固定架5-3,喷头固定架上安装打印用的喷头5-4,x轴导轨上还安装有用于控制喷头固定架沿x轴导轨滑动的x轴运动控制机构;所述两根y轴导轨中,至少一根向外超出对应的铺粉导轨外侧至少一个喷头固定架宽度的距离。
67.这样,铺粉过程中,x轴运动控制机构带动喷头固定架和喷头运动到超过铺粉导轨外侧的位置,以避开干涉,方便铺粉装置顺利完成铺粉。铺粉完成后,依靠y轴运动控制机构和x轴运动控制机构协同作用,控制喷头固定架及其上的喷头在x轴和y轴方向的运动,实现打印。其中打印用喷头的结构包括墨水和粘接剂连供盒装置及软管等构件,具体结构为现有技术,不在此详述。
68.其中,所述y轴运动控制机构为y轴电动滑台5-1,y轴电动滑台的导轨构成所述y轴导轨,y轴导轨一端设置y轴电动滑台的控制电机,x轴导轨的端部安装在对应的y轴电动滑台的滑台上。
69.这样,具有结构简单,控制方便,控制精度可靠的优点。实施时,y轴电动滑台5-1的导轨构成所述y轴导轨之一,y轴导轨之二采用v形导轨得到,x轴导轨的另一端端部通过v形导轨滑块5-5安装在v形导轨上。
70.其中,所述x轴运动控制机构为x轴电动滑台5-2,x轴电动滑台的导轨构成所述x轴导轨,x轴导轨一端设置x轴电动滑台的控制电机,喷头固定架安装在x轴电动滑台的滑台上。
71.这样,具有结构简单,控制方便,控制精度可靠的优点。
72.其中,所述伸缩装置包括一个竖向安装在机架中部下端的z轴电动缸8-5,z轴电动缸的光杆部分向上并支撑连接在托板8-1下表面,z轴电动缸的中部位置还具有一个水平设置的固定板8-4,固定板相对于机架固定并供z轴电动缸竖向穿过,托板下表面位于z轴电动缸四周还竖直向下连接设置有辅助支撑杆8-3,辅助支撑杆为可伸缩的套筒式结构且外套管向下穿过并固定在固定板上。
73.这样,伸缩装置可以更加稳定可靠地控制托板的升降,实现打印时z轴方向的移动控制。实施时,固定板8-4通过一个竖向的支撑板8-2固定在机架上。z轴电动缸8-5通过一个z轴电动缸安装座8-6安装在机架上。
74.其中,工作台上位于打印区域的两端位置还设置有漏料口,漏料口下方设置有废粉缸2。
75.这样方便铺料时多余的废料能够从漏料口往下漏入到废粉缸内。
76.本装置使用时,可以按照以下的流程步骤执行多彩材料的3d打印。
77.步骤一:使用制图和建模软件完成零件或原型的模型设计,设计出的三维模型要具有详细的轮廓位置信息、材料种类信息和颜色信息。
78.步骤二:自主设计模型后,将模型输入专门用于切片的软件内完成切片,借此获得每层轮廓的几何位置信息、材料种类信息和颜色信息。
79.步骤三:将获得到的模型切片分层信息转化为下位机可识别的打印数据,把获得
到的信息逐层发送各部分机构,校正各部位定位,发出初始化信号。
80.步骤四:将粉末材料通过供粉装置送到工作台上,通过铺粉辊的铺平压实,每层粉末厚度为提前设定的厚度。
81.步骤五:铺粉完成后,下位机控制系统根据模型每层的轮廓信息(各轮廓点的位置信息、材料信息和颜色信息),控制打印机构在工作台上的粉床喷涂相应颜色的粘接剂,实现多彩二维轮廓面的粘接。
82.步骤六:喷印完一层轮廓面后,成型缸粉体底板下降一个提前设定的厚度,重复步骤四、步骤五,逐层粘接,直至模型所有分层全部打完,打印出设计出的多(单)材料彩色三维制件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1