一种汽车安全带锁扣注塑自动下料机构的制作方法
一种汽车安全带锁扣注塑自动下料机构
【技术领域】
1.本实用新型属于汽车配件制造技术领域,特别是涉及一种汽车安全带锁扣注塑自动下料机构。
背景技术:
2.目前,有一款汽车配件产品安全带锁扣,其包括塑胶部分以及埋设成型在塑胶部分上的锁片,其主要的制作工艺就是注塑。在注塑成型中,为了提高生成效率,一套成型模具中可一次成型出多个产品,为了实现多个产品同时成型,各个产品型腔之间以及浇口杯进胶道区域均形成有料头将其连接为一体,成型后的注塑件从注塑模具中取出后,还需要利用工具将多余的料头去掉。
3.传统的方式是采用人工方式去料头,其料头去除质量差。现有技术中,专利号为202022482066.2公开了一种高效的环类注塑产品去浇口装置,利用机械手夹取料头部分,利用料头带着产品移动至自动剪料头的装置上,利用气动剪刀剪断料头,然后利用气动剪刀下方的输送装置承接住掉落的产品,然后将产品输送至收料箱中。该方式虽然实现了注塑产品料头的自动去料头收料功能,由于该专利中针对的产品是圆环形产品,在减料头时可以准确的进行裁剪,但对于异型的产品而言,该装置就不适用了,存在以下缺陷:1)仅仅依靠夹持料头无法对产品进行精准的定位,导致减料头时的剪切位置无法得到保障,造成料头裁剪位置精度低,料头清楚不彻底或损伤产品;2)产品凭靠自身重力掉落至输送线上,对于尺寸小且异型的产品而言,容易出现翻滚现象,造成产品脱离输送线,无法正常收料。
4.因此,有必要提供一种新的汽车安全带锁扣注塑自动下料机构来解决上述问题。
技术实现要素:
5.本实用新型的主要目的在于提供一种汽车安全带锁扣注塑自动下料机构,实现了料头的精准自动剪切、安全带锁扣的自动收料,大大提高了安全带锁扣注塑后的自动下料效率。
6.本实用新型通过如下技术方案实现上述目的:一种汽车安全带锁扣注塑自动下料机构,其包括通过夹持料头的方式将注塑件从注塑机中取出的第一搬运装置、承接所述第一搬运装置上的产品并对其进行精准定位的定位支撑治具、伸入所述定位支撑治具中将料头剪断的气动剪刀模组、驱动所述定位支撑治具在接料工位与取料工位之间进行移动的水平移载驱动件、在所述取料工位上将所述定位支撑治具上的产品取出放置到下料输送线上的第二搬运装置、设置在所述下料输送线末端的成品收集箱、设置在所述第一搬运装置搬运路径上的料头回收装置。
7.进一步的,所述定位支撑治具包括支撑底板、设置在所述支撑底板上的且与注塑模具中的成型产品一一对应设置的限位单元,所有的所述限位单元设置成两组,对称设置在所述支撑底板上。
8.进一步的,两组所述限位单元之间形成有避让通槽,所述气动剪刀模组的剪刀部
分伸入所述避让通槽内对应于料头与产品连接位置。
9.进一步的,每个所述限位单元包括支撑产品塑胶本体部分的支撑件、插入到产品对应的镂空槽内对其进行精准定位的仿形定位凸台。
10.进一步的,所述定位支撑治具上还设置有检测所述限位单元上是否有产品放入的若干传感器。
11.进一步的,还包括设置在所述水平移载驱动件的活动端的旋转气缸、受所述旋转气缸驱动进行水平旋转运动的支座,所述定位支撑治具和所述气动剪刀模组整体均设置在所述支座上。
12.进一步的,所述第二搬运装置包括第一电机、受所述第一电机驱动进行水平移动的第二支撑板、固定在所述第二支撑板上的第二电机、受所述第二电机驱动进行上下运动的第三支撑板、弹性浮动挂设在所述第三支撑板下方的浮动支撑板、以及固定在所述浮动支撑板上的若干夹爪单元。
13.进一步的,所述夹爪单元与其中一组所述限位单元一一对应设置。
14.进一步的,还包括设置在所述定位支撑治具水平移动路径上方的第一ccd相机、设置在所述第一搬运装置搬运路径下方的第二ccd相机。
15.进一步的,所述下料输送线的一旁位于所述第二搬运装置搬运路径的下方还设置有不良品收集箱。
16.与现有技术相比,本实用新型一种汽车安全带锁扣注塑自动下料机构的有益效果在于:通过设计两个搬运机构、定位支撑治具以及气动剪刀模组结构,其中一个搬运机构实现注塑机与定位支撑治具之间的搬运,完成产品取出以及料头排废动作;另一个搬运机构实现定位支撑治具与收料线之间的搬运,完成产品的自动下料以及不良品的自动排出;定位支撑治具实现了对产品的精准定位,有效的保障了产品料带裁切位置的准确性,保障了产品质量,降低了去料带工序的不良率。
【附图说明】
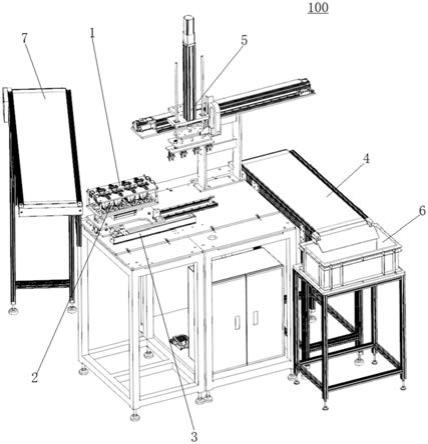
17.图1为本实用新型实施例的俯视结构示意图;
18.图2为本实用新型实施例中定位支撑治具的结构示意图;
19.图3为本实用新型实施例中第二搬运装置的结构示意图;
20.图中数字表示:
21.100汽车安全带锁扣注塑自动下料机构;101产品;
22.1定位支撑治具,11支撑底板,12限位单元,121支撑件,122仿形定位凸台,13避让通槽,14传感器;2气动剪刀模组;3水平移载驱动件,31第一支撑板;4下料输送线;5第二搬运装置,51第一电机,52第二支撑板,53第二电机,54第三支撑板,55浮动支撑板,56夹爪单元,561夹爪气缸,562夹爪;6成品收集箱;7料头回收装置;8旋转气缸;9支座。
【具体实施方式】
23.实施例:
24.请参照图1-图3,本实施例为汽车安全带锁扣注塑自动下料机构100,其包括通过夹持料头的方式将注塑件从注塑机中取出的第一搬运装置(图中未展示)、承接第一搬运装
置上的产品并对其进行精准定位的定位支撑治具1、伸入定位支撑治具1中将料头剪断的气动剪刀模组2、驱动定位支撑治具1在接料工位与取料工位之间进行移动的水平移载驱动件3、在取料工位上将定位支撑治具1上的产品取出放置到下料输送线4上的第二搬运装置5、设置在下料输送线4末端的成品收集箱6、设置在所述第一搬运装置搬运路径上的料头回收装置7。
25.所述第一搬运装置夹持料头携带产品从注塑机中取出然后放置到定位支撑治具1上。所述第一搬运装置为现有结构,能实现基本的夹持移载动作即可,本实施例不进行赘述。
26.定位支撑治具1包括支撑底板11、设置在支撑底板11上的且与注塑模具中的成型产品一一对应设置的限位单元12,所有的限位单元12设置成两组,对称设置在支撑底板11上,两组所述限位单元12之间形成有避让通槽13,气动剪刀模组2的剪刀部分伸入所述避让通槽13内对应于料头与产品连接位置。每个限位单元12包括支撑产品塑胶本体部分的支撑件121、插入到产品对应的镂空槽内对其进行精准定位的仿形定位凸台122。定位支撑治具1上还设置有检测限位单元12上是否有产品放入的若干传感器14。
27.定位支撑治具1上的限位单元12是根据注塑模具中成型产品的分布进行分布设置的,一般而言,注塑模具中的产品穴槽基本上都是对称式分布的。
28.本实施例中,安全带锁扣是一模八穴的注塑模具成型,一次性成型出八个产品。对应的限位单元12也设置有八个,气动剪刀模组2中的气动剪刀也设置有八组。为了简化第二搬运装置5的设计难度,本实施例还包括设置在水平移载驱动件3的活动端的旋转气缸8、受旋转气缸8驱动进行水平旋转运动的支座9,定位支撑治具1和气动剪刀模组2整体均设置在支座9上。水平移载驱动件3的活动端设置有第一支撑板31,旋转气缸8固定设置在第一支撑板31上。
29.水平移载驱动件3可采用气缸或电机。
30.第二搬运装置5包括第一电机51、受第一电机51驱动进行水平移动的第二支撑板52、固定在第二支撑板52上的第二电机53、受第二电机53驱动进行上下运动的第三支撑板54、弹性浮动挂设在第三支撑板54下方的浮动支撑板55、以及固定在浮动支撑板55上的若干夹爪单元56。夹爪单元56与其中一组所述限位单元12一一对应设置。所述夹爪单元56包括夹爪气缸561、受夹爪气缸561驱动进行张开或夹持动作的夹爪562。
31.本实施例中,为了保障注塑产品的质量,在定位支撑治具1水平移动的路径上方设置有第一ccd相机(图中未展示),在所述第一搬运装置搬运路径上的下方设置有第二ccd相机(图中未展示)。所述第一ccd相机用于对产品的上表面进行拍照,所述第二ccd相机用于对产品的下表面进行拍照,检测注塑部分的质量是否存在气泡、缺陷凹槽等问题。下料输送线4的一旁位于第二搬运装置5搬运路径的下方还设置有不良品收集箱(图中未展示),若检测出具体某个产品注塑不良,则通过第二搬运装置5中的对应的夹爪单元56将不良品放置到所述不良品收集箱中。
32.料头回收装置7可以为一个收集箱、或为一个输送线配合一个收集箱的结构。
33.本实施例汽车安全带锁扣注塑自动下料机构100的工作原理为:初始状态下,定位支撑治具1位于接料工位;所述第一搬运装置夹持料头携带着8个安全带锁扣注塑件一起从注塑机中取出,在该过程中,产品在所述第二ccd相机上方停留一下,对产品下表面拍照进
行外观检测;然后搬运放置到定位支撑治具1上,通过定位支撑治具1上的限位单元12对8个产品进行精准的定位;此时,所述第一搬运装置保持夹持状态,气动剪刀模组2动作,将每个产品与料头连接位置剪断;然后所述第一搬运装置夹持料头向回移动放置到料头回收装置7上;同时,水平移载驱动件3驱动定位支撑治具1携带着产品一起移动至取料工位上,在该过程中,产品在所述第一ccd相机的下方停留一下,对产品上表面拍照进行外观检测;第二搬运装置5中的夹爪单元56同时夹取其中四个产品,然后搬运到下料输送线4上,若有不良品,则将具体的不良品放置到所述不良品收集箱中;然后旋转气缸8旋转180
°
,让另一组产品旋转到第二搬运装置5的下方,第二搬运装置5重复下料动作;合格品通过下料输送线4自动落入成品收集箱6中,完成自动收料。
34.本实施例汽车安全带锁扣注塑自动下料机构100,通过设计两个搬运机构、定位支撑治具以及气动剪刀模组结构,其中一个搬运机构实现注塑机与定位支撑治具之间的搬运,完成产品取出以及料头排废动作;另一个搬运机构实现定位支撑治具与收料线之间的搬运,完成产品的自动下料以及不良品的自动排出;定位支撑治具实现了对产品的精准定位,有效的保障了产品料带裁切位置的准确性,保障了产品质量,降低了去料带工序的不良率。
35.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1