一种具有快速冷却结构的塑料垃圾桶加工模具的制作方法
1.本实用新型涉及塑料垃圾桶加工领域,具体为一种具有快速冷却结构的塑料垃圾桶加工模具。
背景技术:
2.垃圾桶,又名废物箱或垃圾箱,是指装放垃圾的容器。多数以金属或塑胶制,用时放入塑料袋,当垃圾一多便可扎起袋丢掉,在制作垃圾桶时,常采用模具进行制造,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。
3.市场上的塑料垃圾桶加工模具外表面无降温结构,存在发生意外烫伤事故的问题,为此,我们提出一种具有快速冷却结构的塑料垃圾桶加工模具。
技术实现要素:
4.本实用新型的目的在于提供一种具有快速冷却结构的塑料垃圾桶加工模具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种具有快速冷却结构的塑料垃圾桶加工模具,包括支撑架和辅助组件,所述支撑架的下表面安装有第一液压气缸,且第一液压气缸的下方连接有机械夹手,所述机械夹手的下方安装有上模具,且上模具的下表面安装有定位杆,所述定位杆的内部设置有压模块,且压模块下方的外部设置有合模件,所述合模件的下方设置有下模具,且下模具的前表面设置有注料口,所述下模具的外部设置有第二液压气缸,且第二液压气缸的内侧连接有辅助框,用于表面降温的所述辅助组件设置于辅助框的内部,且辅助组件包括进气口、降温道、降温口和刮板,所述进气口的后端连接有降温道,且降温道的内部设置有降温口,所述降温道的上下方安装有刮板。
6.优选的,所述压模块和合模件的垂直中轴线相重合,且压模块的形状设置为圆柱形。
7.优选的,所述辅助框的形状设置为口字形,且辅助框的直径大于下模具的直径。
8.优选的,所述降温道的形状设置为工字形,且降温道和刮板呈平行分布。
9.优选的,所述注料口的后端连接有注料管道,且注料管道的后端设置有成型腔,所述注料口的左侧设置有第一冷却口,且第一冷却口的后端连接有第一分液口,所述第一分液口的后端连接有底部冷却道。
10.优选的,所述注料口和注料管道呈垂直分布,且注料管道和成型腔呈平行分布。
11.优选的,所述底部冷却道的形状设置为半圆形,且底部冷却道数量设置有两组。
12.优选的,所述注料口的右侧设置有第二冷却口,且第二冷却口的后端连接有第二分液口,所述第二分液口的后端连接有侧面冷却道。
13.优选的,所述第二分液口关于下模具中轴线对称设置有两个,且第二冷却口位于
第二分液口垂直方向的二分之一处。
14.本实用新型提供了一种具有快速冷却结构的塑料垃圾桶加工模具,具备以下有益效果:该一种具有快速冷却结构的塑料垃圾桶加工模具,通过上模具和下模具的重合,在通过注料口进形注入料,通过模具内部的冷却结构对其进行冷却,再通过第一液压气缸和机械夹手将上模具取出,将垃圾桶压模块的外部取下。
15.1、本实用新型通过压模块安装上模具的内部,通过上模具和下模具的重合,使位于同一垂直中轴线上的压模块和合模件重合,其之间间隙为垃圾桶成型间隙,辅助框通过第二液压气缸控制其在上模具和下模具的外部上下滑动,通过辅助组件对模具的外表面进行降温。
16.2、本实用新型通过降温道设置在辅助框的内表面,通过进气口向降温道中持续输入低温气体,在上下移动中对模具表面进行降温,刮板接触上模具和下模具的外表面,对挤出的多余料体进行清理,注料口设置在下模具表面,其通过注料管道将液态的料挤入成型腔中,在压模块和合模件的共同作用下,使垃圾桶成型。
17.3、本实用新型通过底部冷却道的形状和侧面冷却道形状一致,通过第一冷却口输入,经第一分液口分疏进入底部冷却道中,底部冷却道设置为两排半圆形冷却道,增加冷却速度,第二分液口设置在下模具内部成型腔的两侧,第二分液口通过第二冷却口注入流动低温冷却水,再分疏至侧面冷却道中后排出,对冷却腔侧面进行冷却,低温冷却水可使模具快速冷却。
附图说明
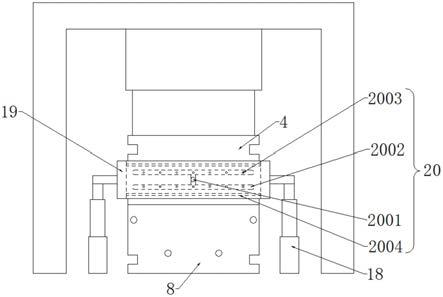
18.图1为本实用新型一种具有快速冷却结构的塑料垃圾桶加工模具的主视结构示意图;
19.图2为本实用新型一种具有快速冷却结构的塑料垃圾桶加工模具的下模具内部结构示意图;
20.图3为本实用新型一种具有快速冷却结构的塑料垃圾桶加工模具的辅助框内部结构示意图。
21.图中:1、支撑架;2、第一液压气缸;3、机械夹手;4、上模具;5、定位杆;6、压模块;7、合模件;8、下模具;9、注料口;10、注料管道;11、成型腔;12、第一冷却口;13、第一分液口;14、底部冷却道;15、第二冷却口;16、第二分液口;17、侧面冷却道;18、第二液压气缸;19、辅助框;20、辅助组件;2001、进气口;2002、降温道;2003、降温口;2004、刮板。
具体实施方式
22.如图1所示,一种具有快速冷却结构的塑料垃圾桶加工模具,包括支撑架1和辅助组件20,支撑架1的下表面安装有第一液压气缸2,且第一液压气缸2的下方连接有机械夹手3,机械夹手3的下方安装有上模具4,且上模具4的下表面安装有定位杆5,定位杆5的内部设置有压模块6,压模块6和合模件7的垂直中轴线相重合,且压模块6的形状设置为圆柱形,压模块6安装上模具4的内部,通过上模具4和下模具8的重合,使位于同一垂直中轴线上的压模块6和合模件7重合,其之间间隙为垃圾桶成型间隙,且压模块6下方的外部设置有合模件7,合模件7的下方设置有下模具8,且下模具8的前表面设置有注料口9,注料口9和注料管道
10呈垂直分布,且注料管道10和成型腔11呈平行分布,注料口9设置在下模具8表面,其通过注料管道10将液态的料挤入成型腔11中,在压模块6和合模件7的共同作用下,使垃圾桶成型。
23.如图2所示,注料口9的后端连接有注料管道10,且注料管道10的后端设置有成型腔11,注料口9的左侧设置有第一冷却口12,且第一冷却口12的后端连接有第一分液口13,第一分液口13的后端连接有底部冷却道14,底部冷却道14的形状设置为半圆形,且底部冷却道14数量设置有两组,底部冷却道14的形状和侧面冷却道17形状一致,通过第一冷却口12输入,经第一分液口13分疏进入底部冷却道14中,底部冷却道14设置为两排半圆形冷却道,增加冷却速度,注料口9的右侧设置有第二冷却口15,且第二冷却口15的后端连接有第二分液口16,第二分液口16关于下模具8中轴线对称设置有两个,且第二冷却口15位于第二分液口16垂直方向的二分之一处,第二分液口16设置在下模具8内部成型腔11的两侧,第二分液口16通过第二冷却口15注入流动低温冷却水,再分疏至侧面冷却道17中后排出,对冷却腔侧面进行冷却,低温冷却水可使模具快速冷却,第二分液口16的后端连接有侧面冷却道17。
24.如图3所示,下模具8的外部设置有第二液压气缸18,且第二液压气缸18的内侧连接有辅助框19,辅助框19的形状设置为口字形,且辅助框19的直径大于下模具8的直径,辅助框19通过第二液压气缸18控制其在上模具4和下模具8的外部上下滑动,通过辅助组件20对模具的外表面进行降温,用于表面降温的辅助组件20设置于辅助框19的内部,且辅助组件20包括进气口2001、降温道2002、降温口2003和刮板2004,进气口2001的后端连接有降温道2002,降温道2002的形状设置为工字形,且降温道2002和刮板2004呈平行分布,降温道2002设置在辅助框19的内表面,通过进气口2001向降温道2002中持续输入低温气体,在上下移动中对模具表面进行降温,刮板2004接触上模具4和下模具8的外表面,对挤出的多余料体进行清理,且降温道2002的内部设置有降温口2003,降温道2002的上下方安装有刮板2004。
25.综上,该具有快速冷却结构的塑料垃圾桶加工模具,通过将上模具4通过机械夹手3进行固定夹持,再通过安装在支撑架1上的第一液压气缸2将上模具4垂直向上抬起,定位杆5从下模具8中抽出,压模块6和合模件7分离,将压模块6、合模件7和成型腔11中刷上一层油,便于后期脱模,通过第一液压气缸2再将上模具4下降和下模具8对其合并,通过注料口9向注料管道10中注料,使液态的料挤入成型腔11中,在压模块6和合模件7的共同作用下,使垃圾桶成型,辅助框19通过第二液压气缸18控制其在上模具4和下模具8的外部上下滑动,通过向第一冷却口12和第二冷却口15中注入低温冷却水,再通过第一分液口13和第二分液口16分别向底部冷却道14和侧面冷却道17中分散流动,从后端的出口排出,底部冷却道14和侧面冷却道17设置为两排半圆形冷却道,再配合低温冷却水,增加模具冷却速度,降温道2002设置在辅助框19的内表面,通过进气口2001向降温道2002中持续输入低温气体,在上下移动中对模具表面进行降温,防止表面过烫发生烫伤事故,刮板2004接触上模具4和下模具8的外表面,对挤出的多余料体进行清理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1