一种编织缠绕拉挤协调联动拓扑的制作方法
1.本发明涉及一种编织缠绕拉挤协调联动拓扑,属于复合材料制品生产领域。
背景技术:
2.常见的拉挤控制形式中,夹持头以液压油缸驱动为主,牵引头则以气缸、液压油缸、电机驱动均可,在原有拉挤机基础上引入了运动控制板卡,这样的控制方式,配合精密的传动机构,大大提高了拉挤机的控制精度和可控性。对于某些回转体产品,虽然缠绕等传统复合材料成型工艺在成型过程上与之相似,但得益于“纤维不回头”,并可以同时完成固化过程,编织拉挤在生产效率上远远高于缠绕工艺;而对于某些非回转体拉挤产品,相比于以单向纤维为主要材料的拉挤方式,编织缠绕拉挤则可以提供更好的径向和周向性能,目前国内外还没有专用的生产设备。
3.拉挤工艺在初期多用于单向纤维的复合材料制品研制和生产,因此具有轴向强度高,但径向强度偏弱。编织缠绕拉挤综合工艺很好的解决了这一问题。在拉挤过程中增加缠绕层,可以提高径向强度,但缠绕层易造成表面平整度下降,表面树脂含量分布不均,因此增加编织工艺不仅可以增加多角度强度,而且改善外观。
4.但是现阶段编织缠绕拉挤工艺还处于各个工艺独立状态,当制品变化时,需要大量时间分别对编织机,缠绕机和拉挤机参数进行分别重新设定,这一过程需耗费大量时间和原材料,提高了生产研制成本,现将编织机,缠绕机,拉挤机协调联动,对一向生产任务固定一项联动参数。
技术实现要素:
5.本发明的目的在于提出一种编织缠绕拉挤协调联动拓扑,以解决现有技术中存在的问题。
6.一种编织缠绕拉挤协调联动拓扑,编织缠绕拉挤协调联动拓扑包括:plc、编织机、缠绕机、液压泵、油缸限位系统、牵引系统、模具压力系统、温控系统、触摸屏、状态显示单元和外部按钮单元,其中,
7.plc连接液压泵,液压泵通过油缸限位系统连接plc,plc和牵引系统双向连接,牵引系统、模具压力系统和温控系统依次连接,温控系统和触摸屏双向连接,plc、编织机和触摸屏依次连接,述plc、缠绕机和触摸屏依次连接,触摸屏和plc双向连接,plc分别与状态显示单元、外部按钮单元双向连接。
8.进一步的,油缸限位系统包括第一液压油缸、第一夹紧限位、第二液压油缸和第二夹紧限位,第一液压油缸和第一夹紧限位、第二液压油缸和第二夹紧限位构成两条限位反馈支路,液压泵分别连接第一液压油缸和第二液压油缸,两条限位反馈支路向plc反馈限位信号,限位信号用于plc控制液压泵。
9.进一步的,牵引系统包括第一牵引伺服驱动、第一牵引伺服电机、第一牵引原点、第二牵引伺服驱动、第二牵引伺服电机和第二牵引原点,第一牵引伺服驱动、第一牵引伺服
电机和第一牵引原点依次连接构成第一牵引反馈支路,第二牵引伺服驱动、第二牵引伺服电机和第二牵引原点构成第二牵引反馈支路,plc分别连接第一牵引伺服驱动和第二牵引伺服驱动,第一牵引反馈支路和第二牵引反馈支路向plc反馈牵引位置信号。
10.进一步的,模具压力系统包括丝杠传动、模具、模具挡板、压力传感器、放大器和压力表,丝杠传动的输出端与模具连接,模具紧抵模具挡板,压力传感器设置在模具挡板上,压力传感器通过放大器和压力表与触摸屏连接。
11.进一步的,状态显示单元包括状态指示元件、状态开关元件和数值输入元件,触摸屏与状态指示元件连接,状态开关元件和竖直输入元件均与。
12.进一步的,外部按钮单元包括工作指示灯、外部开关和外部按钮,plc与工作指示灯连接,外部开关和外部按钮均连接plc,外部按钮还连接液压泵。
13.进一步的,油缸限位系统,用于受液压泵的控制,液压油缸驱动夹持头夹持模具,并通过夹紧限位限位油缸的动作幅度;
14.牵引系统,用于将纤维增强材料在模具中固化后牵引出成型模具;
15.模具压力系统,用于测量模具相对于模具挡板的压力,并将压力转化为电信号供触摸屏显示;
16.状态显示单元,用于显示当前各个系统及单元的工作模式和工作状态,且用于向触摸屏输入温度或速度竖直;
17.外部按钮单元,用于启动整个编织缠绕拉挤协调联动拓扑,并控制液压泵的开启和关闭。
18.本发明的有以下有益效果:本发明的一种编织缠绕拉挤协调联动拓扑,可以实现编织机、缠绕机、拉挤机协调联动功能,即通过修改单一参数,如拉挤速度即可完成编织机编织速率,缠绕机缠绕速率的一体设定。
附图说明
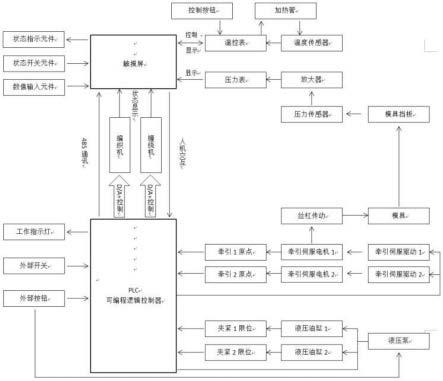
19.图1为本发明的一种编织缠绕拉挤协调联动拓扑的拓扑结构示意图;
20.图2为本发明的一种编织缠绕拉挤协调联动拓扑的使用方法的方法流程图。
具体实施方式
21.下面将结合本发明实施例中的附图对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.参照图1所示,本发明提出了一种编织缠绕拉挤协调联动拓扑,编织缠绕拉挤协调联动拓扑包括:plc、编织机、缠绕机、液压泵、油缸限位系统、牵引系统、模具压力系统、温控系统、触摸屏、状态显示单元和外部按钮单元,其中,
23.plc连接液压泵,液压泵通过油缸限位系统连接plc,plc和牵引系统双向连接,牵引系统、模具压力系统和温控系统依次连接,温控系统和触摸屏双向连接,plc、编织机和触摸屏依次连接,述plc、缠绕机和触摸屏依次连接,触摸屏和plc双向连接,plc分别与状态显示单元、外部按钮单元双向连接。
24.具体的,(1)编织机的主控单元为变频器,可以接收0-10v模拟量输入。拉挤机选用的plc主机刚好可以提供2路模拟量输出。通过简单的运算可以实现联动。
25.将plc脉冲输出频率设定为12000hz,0-10v的模拟量输出对应0-12000hz。
26.要求编织机的最大编织速度可以对应拉挤机的最大拉挤速度,在屏幕上可以设定二者的速度比例,速度比例用0-100表示,屏幕上设定速比值的变量对应plc的分辨率设定为 100。
27.通过flt指令将屏幕设定的编织机速比值转换成浮点型,然后除以屏幕上设定速比值变量对应plc分辨率的最大值100,得到现速比和最大速比的比例。
28.将两个比例相乘得到编织机速度和其最大速度的比例,再乘以plc脉冲输出设定的频率12000,得到脉冲输出值。
29.将这个值传送至d/a输出端口ch210即可,运算过程可示意为下列公式:
[0030][0031]
这段程序在数据转换阶段看似麻烦,但其方法是最稳定有效的。因为程序中的各数据类型不同、长度不同,不同的数据之间进行运算在cp1h中是不被允许的,而除浮点型以外的数据类型在进行降幂运算时,会得到两部分结果或舍去一部分结果。例如:在进行bin 除法运算时,会得到商和余数两部分结果,商输出到结果双字的高位,余数输出到低位,使后续运算变得麻烦。
[0032]
缠绕机的缠绕速度则根据选用纤维规格(纤维展纱宽度)计算出尽量从而得出缠绕速度,与拉挤速度相同。
[0033]
故在这段程序中,把所有数据统一成浮点型再进行相关运算。
[0034]
其中,主控单元选用plc,人机界面采用触摸屏搭配控制面板的一些按钮构成。
[0035]
触摸屏提供了com1和com3二组485通讯端口,利用其端口com1与plc通讯,利用端口com3可以直接与在线仪表通讯。触摸屏同样可以通过usb通讯线方便地与计算机进行通讯,使用固定的软件可以进行编程、在线、上传、下载和参数修改等功能。
[0036]
进一步的,油缸限位系统包括第一液压油缸、第一夹紧限位、第二液压油缸和第二夹紧限位,第一液压油缸和第一夹紧限位、第二液压油缸和第二夹紧限位构成两条限位反馈支路,液压泵分别连接第一液压油缸和第二液压油缸,两条限位反馈支路向plc反馈限位信号,限位信号用于plc控制液压泵。
[0037]
具体的,用液压油缸,驱动两个夹持头的夹持与松开。
[0038]
夹持驱动需要较大的夹持力,液压油缸响应速度快,不需要相同的管线长度就可以调节出相对均衡的各路管线响应速度。
[0039]
进一步的,牵引系统包括第一牵引伺服驱动、第一牵引伺服电机、第一牵引原点、第二牵引伺服驱动、第二牵引伺服电机和第二牵引原点,第一牵引伺服驱动、第一牵引伺服电机和第一牵引原点依次连接构成第一牵引反馈支路,第二牵引伺服驱动、第二牵引伺服电机和第二牵引原点构成第二牵引反馈支路,plc分别连接第一牵引伺服驱动和第二牵引伺服驱动,第一牵引反馈支路和第二牵引反馈支路向plc反馈牵引位置信号。
[0040]
具体的,采用伺服电机,分别驱动两个牵引头的前进和后退,松下伺服电机可以提供速度、位置、转矩、和全闭环控制模式。在位置控制模式中,提供了指令脉冲输入处理功
能、电子齿轮功能和位置指令滤波器功能。在编码器方面提供了绝对值式和增量式两种选项。
[0041]
进一步的,模具压力系统包括丝杠传动、模具、模具挡板、压力传感器、放大器和压力表,丝杠传动的输出端与模具连接,模具紧抵模具挡板,压力传感器设置在模具挡板上,压力传感器通过放大器和压力表与触摸屏连接。
[0042]
进一步的,状态显示单元包括状态指示元件、状态开关元件和数值输入元件,触摸屏与状态指示元件连接,状态开关元件和竖直输入元件均与。
[0043]
进一步的,外部按钮单元包括工作指示灯、外部开关和外部按钮,plc与工作指示灯连接,外部开关和外部按钮均连接plc,外部按钮还连接液压泵。
[0044]
进一步的,油缸限位系统,用于受液压泵的控制,液压油缸驱动夹持头夹持模具,并通过夹紧限位限位油缸的动作幅度;
[0045]
牵引系统,用于将纤维等增强材料在模具中固化后牵引出成型模具;
[0046]
模具压力系统,用于测量模具相对于模具挡板的压力,并将压力转化为电信号供触摸屏显示;
[0047]
状态显示单元,用于显示当前各个系统及单元的工作模式和工作状态,且用于向触摸屏输入温度或速度竖直;
[0048]
外部按钮单元,用于启动整个编织缠绕拉挤协调联动拓扑,并控制液压泵的开启和关闭。
[0049]
具体的,状态显示单元可以显示预警如拉挤阻力,夹持力等参数,当数值过高时可对操作人员形成警示作用。
[0050]
参照图2所示,一种编织缠绕拉挤协调联动拓扑的使用方法,基于上述的一种编织缠绕拉挤协调联动拓扑,使用方法包括以下步骤:
[0051]
s100、初始化plc的中间变量、存储器、定时器和计数器,以及第一牵引伺服驱动和第二牵引伺服驱动;
[0052]
s200、进行中间变量的计算和赋值,对部分驱动函数参数声明,声明具体包括操作计算拉挤速度,以此反馈给编织机和缠绕机;
[0053]
s300、通过plc控制伺服使能,并通过外部按钮控制液压泵开始运转;
[0054]
s400、判断编织缠绕拉挤协调联动拓扑的各装置是否在原点,如果是,则执行s500;否则,将各装置进行复位,包括:液压油缸和夹紧部件回到原点,牵引伺服电机回退到原点,而后执行s500;
[0055]
s500、选择运行方式为连续,设定牵引、缠绕、编织速度及通过加热管控制各加热区温度;
[0056]
s600、装卡模具,并进行穿纱和注胶;
[0057]
s700、plc启动程序,开始进行拉挤、编织和缠绕作业;
[0058]
s800、拓扑中的各装置按程序运行,第一牵引反馈支路和第二牵引反馈支路交替运转;
[0059]
s900、判断是否需要调温调速,若是,则进入调整窗口调整后,执行s1000;否则,直接执行s1000;
[0060]
s1000、判断是否需要增大牵引力,若是,则将牵引系统切换至间歇控制模式,第一
牵引反馈支路和第二牵引反馈支路同步运转,再切回连续控制模式并启动后,执行s1100;否则,直接执行s1100;
[0061]
s1100、判断是否需要终断动作,若是,则点击停止按钮,完成整理后,返回s600;否则,执行s1200,其中,整理的具体内容包括:整理原有参数,如拉挤速度、编织机速度和缠绕机速度等;
[0062]
s1200、判断是否需要暂停,若是,则点击暂停,完成调整后,再次点击暂停使设备恢复运行;否则,执行s1300;
[0063]
s1300、判断设备是否报警,若是,则处理故障后,进入报警窗口复位报警信号,然后执行s1400;否则,直接执行s1400;
[0064]
s1400、根据产品要求尺寸在合适长度切割产品,批次计长显示于屏幕,如产品要求长度为5米,以此显示共有几次切割,来统计产品数量;
[0065]
s1500、判断是否需要计长复位,若是,则点击计长复位,计长清零;否则,执行s1600;
[0066]
s1600、待计长到位自动停止,或手动控制程序停止;
[0067]
s1700、缠绕工艺完成。
[0068]
具体的,在触摸屏上在速度、速比、温度等设定窗口改变数值后,数值为设定值,写入plc的数据寄存器,在omron中以d表示。
[0069]
如果确定做出的改变,则把数据寄存器的值写入保持寄存器,在omron中以h表示;如果取消做出的改变,则把保持寄存器的值写入数据寄存器,这样显示的数值仍然为更改前的数值。
[0070]
另外,在设备开机时,各参数需设置保持关机前的状态,所以把速度、速比、温度等参数储存在保持寄存器。同时,各参数的显示也要保持一致,所以在程序的第一步,要将保持寄存器的值输送给对应显示的数据寄存器。
[0071]
以上实施示例只是用于帮助理解本发明的方法及其核心思想,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1