一种塑料挤压成型装置的制作方法
1.本实用新型涉及挤塑制造的领域,尤其是涉及一种塑料挤压成型装置。
背景技术:
2.藤编是一种传统实用工艺品,常用于制作家具,藤编家具产品相比于皮制家具和布艺家具有更好的耐脏和耐磨性能。塑料藤条由于既环保又能节省成本,常常用来作为真藤的替代品。生产塑料藤条一般采用挤塑法,将原料连续加于挤出设备的料筒中,受热后软化,借螺旋杆的作用,挤压通过模具,经自然冷却定形,成为一定形状的连续制品。
3.为了使塑料藤条更加美观,会将其制成不同的颜色。生产带有颜色的制品时,需要将颜色辅料添加至混合原料中,由于成型设备生产的是连续制品,当需要生产其他颜色的制品时,需要停机对混合原料进行更换,导致生产效率的降低。
技术实现要素:
4.为了提高生产不同颜色制品时的效率,本实用新型提供一种塑料挤压成型装置。
5.本实用新型提供的一种塑料挤压成型装置,采用如下的技术方案:
6.一种塑料挤压成型装置,包括工作台,所述工作台上设置有主料输送机构,所述主料输送机构包括与工作台固定连接且相互连通的原料筒以及主料推进筒,所述主料推进筒内转动连接有主料螺旋叶片,所述主料输送机构还包括与工作台固定连接的成型筒,所述成型筒与主料推进筒连通,所述工作台上还设置有辅料输送机构,所述辅料输送机构包括与工作台固定连接的辅料推进筒,所述辅料推进筒与主料推进筒连通,所述工作台上还设置有用于加热物料的加热机构。
7.通过采用上述技术方案,由原料筒向主料推进筒内不断地输送原料,通过加热机构对原料进行加热使其融化,主料螺旋叶片将融化的物料推向成型筒,使其成型。将颜料等辅料推进筒中加入辅料,辅料与原料在主料推进筒中混合,通过在不同时间加入不同的辅料,无需停机就能生产不同颜色的藤条,提高生产效率。
8.可选的,所述辅料推进筒内转动连接有辅料螺旋叶片。
9.通过采用上述技术方案,通过设置辅料螺旋叶片,将辅料推进筒内的物料推送至主料推进筒,减少物料在辅料推进筒内堆积阻塞的可能性。
10.可选的,所述加热机构包括第一加热部,所述第一加热部包括若干与工作台固定连接的第一加热板,若干所述第一加热板关于主料推进筒的轴线旋转对称设置,所述第一加热板与主料推进筒抵接,其中一个所述第一加热板与辅料推进筒抵接。
11.通过采用上述技术方案,通过设置若干第一加热板对主料推进筒内的物料进行加热,辅料推进筒相比于主料推进筒,体积较小,由一个第一加热板对其内部的物料进行加热,节约能源。
12.可选的,所述加热机构还包括第二加热部,所述第二加热部设置在第一加热部远离原料筒的一侧,所述第二加热部包括至少一个与工作台固定连接的第二加热板,所述第
二加热板的数量小于所述第一加热板。
13.通过采用上述技术方案,固态原料从原料筒进入主料推进筒时,为了使其快速融化,设置数量较多的第一加热板,原料融化后到输送至成型筒的过程中,所需的热量较少,为了节约能源,故将第二加热板的数量设置得小于第一加热板。
14.可选的,所述加热机构还包括与工作台固定连接的保护罩,所述主料推进筒、辅料推进筒、第一加热板以及第二加热板均位于保护罩内部。
15.通过采用上述技术方案,通过设置保护罩,减少第一加热板以及第二加热板的热量流失,同时减少第一加热板与第二加热板外置造成的安全隐患。
16.可选的,所述辅料输送机构还包括与工作台固定连接的辅料筒,所述辅料筒与辅料推进筒连通,所述辅料筒位于保护罩外部。
17.通过采用上述技术方案,将辅料筒设置在保护罩外部,便于向辅料推进筒内添加辅料。
18.可选的,所述辅料筒内滑移连接有用于分隔辅料筒与辅料推进筒的隔板,所述辅料筒上设置有观察视窗以及刻度线。
19.通过采用上述技术方案,驱动隔板将辅料筒与辅料推进筒分隔开,通过设置观察视窗以及刻度线,直观便捷地观察辅料添加的情况,对辅料添加的量进行定量控制。驱动隔板运动,将辅料筒与辅料推进筒连通,将定量的辅料送入辅料推进筒与原料混合。
20.可选的,所述成型筒内开设有用于容纳冷却液的冷却腔,所述成型筒固定连接有与冷却腔连通的进液管与出液管,所述进液管位于出液管的下方。
21.通过采用上述技术方案,从进液管通入冷却液,冷却液流入冷却腔对成型筒内的物料进行冷却,加速物料的成型,进液管位于出液管下方,温度较低的冷却液从下部通入至上部流出,对成型筒进行更好的冷却。
22.综上所述,本实用新型包括以下至少一种有益技术效果:
23.1.通过设置辅料输送机构,在不同时间加入不同的辅料,无需停机就能生产不同颜色的藤条,提高生产效率;
24.2.主料推料筒与辅料推料筒共用第一加热板,节约能源;
25.3.通过在第一加热部与第二加热部中设置不同数量的加热板,节约能源;
26.4.通过设置保护罩,减少第一加热板以及第二加热板的热量流失,同时减少第一加热板与第二加热板外置造成的安全隐患;
27.5.通过设置隔板、观察视窗以及刻度线,直观便捷地观察辅料添加的情况,对辅料添加的量进行定量控制。
附图说明
28.图1是一种塑料挤压成型装置的整体结构示意图。
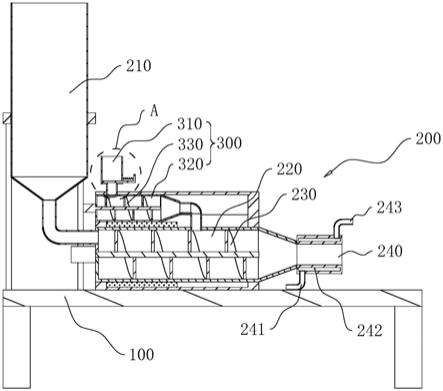
29.图2是一种塑料挤压成型装置的结构剖视图,主要用于体现主料输送机构以及辅料输送机构的结构。
30.图3是一种塑料挤压成型装置的局部剖视图,主要用于体现加热机构的结构。
31.图4是图2中a部分的结构放大图。
32.图5是图3中b部分的结构放大图。
33.附图标记说明:100、工作台;200、主料输送机构;210、原料筒;220、主料推进筒;230、主料螺旋叶片;240、成型筒;241、进液管;242、冷却腔;243、出液管;300、辅料输送机构;310、辅料筒;311、隔板;312、弹簧;313、观察视窗;314、刻度线;320、辅料推进筒;330、辅料螺旋叶片;400、加热机构;410、第一加热部;411、第一加热板;420、第二加热部;421、第二加热板;430、保护罩。
具体实施方式
34.以下结合附图1-5,对本实用新型作进一步详细说明。
35.本实用新型实施例公开一种塑料挤压成型装置。
36.参照图1,一种塑料挤压成型装置包括固定放置在地面上的工作台100,工作台上设置有主料输送机构200、辅料输送机构300以及加热机构400。主料输送机构200运输上一工序步骤中已经混合好的原料,辅料输送机构300运输辅料,辅料可以为不同的颜色染料。加热机构400能够将主料输送机构200与辅料输送机构300内的原料和辅料融化。
37.参照图2,主料输送机构200包括与工作台100固定连接的原料筒210与主料推进筒220,原料筒210的轴线竖直设置,原料筒210内容纳有上一工序步骤中已经混合好的原料,主料推进筒220的轴线水平设置,原料筒210与主料推进筒220相互连通。主料推进筒220内转动连接有主料螺旋叶片230,主料螺旋叶片230通过电机驱动。主料推进筒220远离原料筒210的一端固定连接有成型筒240,成型筒240内开设有冷却腔242,成型筒240下方连接有进液管241,上方连接有出液管243。进液管241与出液管243均与冷却腔242连通。
38.原料筒210内的原料进入主料推进筒220中,通过电机驱动主料螺旋叶片230转动,带动主料螺旋叶片230转动,主料螺旋叶片230能够推动原料向靠近成型筒240的方向移动,移动过程中原料受热融化。从进液管241内通入冷却液,使得冷却液从下到上充满冷却腔242,对经过成型筒240的物料进行冷却,加速其塑形。温度较高的冷却液从出液管243流出。
39.参照图2,辅料输送机构300包括与工作台100固接的辅料筒310以及辅料推进筒320,辅料筒310的轴线竖直设置,辅料推进筒320的轴线水平设置,辅料筒310与辅料推进筒320相互连通。辅料推进筒320内转动连接有辅料螺旋叶片330,辅料螺旋叶片330通过电机驱动。辅料推进筒320远离辅料筒310的一端与主料推进筒220连通。
40.向辅料筒310内加入辅料,辅料进入到辅料推进筒320内,通过电机驱动辅料螺旋叶片330转动,带动辅料螺旋叶片330转动,辅料螺旋叶片330能够推动辅料向远离辅料筒310的方向移动,使得物料进入主料推进筒220与原料混合。
41.参照图3,加热机构400包括第一加热部410、第二加热部420以及保护罩430。第一加热部410设置在主料推进筒220靠近原料筒210设置,第二加热部420设置在第一加热部410远离原料筒210的一侧。保护罩430与工作台100固定连接,主料推进筒220与辅料推进筒320均设置在保护罩430内。第一加热部410包括若干与主料推进筒220固定连接的第一加热板411,本实施例中第一加热板411设置为四个,四个第一加热板411关于主料推进筒220的轴线旋转对称设置,其中一个第一加热板411与辅料推进筒320抵接。第二加热部420包括与保护罩430固定连接的第二加热板421,第二加热板421设置有至少一个,第二加热板421的数量小于第一加热板411的数量,本实施例中第二加热板421设置为两个,两个第二加热板421关于主料推进筒220的轴线旋转对称设置。
42.第一加热部410内的第一加热板411通电能够对主料推进筒220以及辅料推进筒320内的物料进行加热,使得物料融化。由于辅料推进筒320的体积小,向其中投放的辅料也较少,不增加其他的设备对其进行加热,利用第一加热部410同时对主料推进筒220以及辅料推进筒320内的物料进行加热,更加节约能源。固态原料从原料筒210进入主料推进筒220时,为了使其快速融化,设置数量较多的第一加热板411,融化后的原料继续向前输送,此时所需的热量较少,为了节约能源,故将第二加热板421的数量设置得小于第一加热板411。
43.参照图4和图5,辅料筒310在水平方向上滑移连接有隔板311,隔板311能够将辅料筒310与辅料推进筒320之间的通路遮蔽。隔板311与辅料筒310之间还设置有弹簧312,弹簧312的一端与隔板311固定连接,另一端与辅料筒310固定连接。辅料筒310上设置有观察视窗313以及刻度线314。
44.驱动隔板311遮蔽辅料筒310与辅料推进筒320之间的通路,将辅料投入辅料筒310,此时辅料不会下落至辅料推进筒320,通过观察视窗313以及刻度线314能够控制辅料投放的量。驱动隔板311露出辅料筒310与辅料推进筒320之间的通路,辅料下落至辅料推进筒320,此时弹簧312受拉,松开隔板311,隔板311回复至遮蔽通路的位置,便于进行下一次投料的测量。
45.本实用新型实施例一种塑料挤压成型装置的实施原理为:原料筒210内的原料进入主料推进筒220中,转动的主料螺旋叶片230能够推动原料向靠近成型筒240的方向移动,同时向辅料筒310内定量加入辅料,辅料进入到辅料推进筒320内,转动的辅料螺旋叶片330能够推动辅料向远离辅料筒310的方向移动,使得物料进入主料推进筒220与原料混合。主料推进筒220与辅料推进筒320内的物料通过加热机构400加热融化,融化后的物料进入成型筒240冷却塑形。
46.以上均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1