预设牵引线的波纹管成型机的制作方法
1.本实用新型涉及制造塑料双壁波纹管的设备技术领域,尤其涉及一种预设牵引线的波纹管成型装置。
背景技术:
2.在波纹管作为穿线护套管使用的时候,需要一根牵引线来拉动线缆,常见的塑料波纹管在生产过程中是不带有引线的,通常是需要人工向作为穿线护套管的波纹管中穿设牵引线,如果牵引线材质较软则不利于从波纹管的入口穿至出口,如果牵引线较硬则施工前不利于收纳携带带有牵引线的波纹管,另外,穿线护套管的口径一般较小,在较小的空间内不利于人工穿线及施工。穿线护套管的管材连接距离越长则施工难度越大,费时费力。
3.为了更好地适应市场需求,降低生产成本,现设计出一种带有预设牵引线的波纹管,即可以在生产波纹管过程中,同时将牵引线预设在波纹管内。现有的波纹管生产设备不适用于带有预设牵引线的波纹管的生产,需要对波纹管生产设备进行改进。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种预设牵引线的波纹管成型机,在生产波纹管的同时可以预设牵引线,缩短施工时间,节约施工成本。
5.为解决上述技术问题,本实用新型采取以下技术方案:
6.预设牵引线的波纹管成型机,包括定径套和挤出机机头,所述定径套的一端与所述挤出机机头固定连接;所述预设牵引线的波纹管成型机设有预设牵引线的送线装置,所述送线装置包括穿线管和产生压缩空气的动力源,所述压缩空气驱动所述牵引线沿所述穿线管移动,所述穿线管沿轴向贯穿所述定径套和所述挤出机机头,所述穿线管一端固定连接有管道分配器,另一端固定连接有管道接头总组件。
7.优选的,所述定径套的一端与所述挤出机机头通过定位环固定连接,所述定位环位于所述定径套内,所述定位环内固定设置有连接套,
8.所述预设牵引线的波纹管成型机包括冷却水循环系统和抽真空系统,所述冷却水循环系统包括相连通的机头段水路和定径套段水路,所述机头段水路包括机头段进水管和机头段回水管,所述机头段进水管套设在所述机头段回水管外,所述定径套段水路包括定径套段回水管和定径套水道,所述机头段进水管与所述定径套水道相连通,所述机头段回水管与所述定径套段回水管通过所述连接套固定连接,所述穿线管位于所述机头段回水管与所述定径套段回水管内部。
9.优选的,所述连接套和所述定位环上分别开设有相连通的第一过渡水道和第二过渡水道,所述第一过渡水道与所述机头段进水管相连通,所述第二过渡水道与所述定径套水道相连通。
10.优选的,所述定径套包括内套和外套,所述内套的外周面设有螺旋形沟槽,所述内套的螺旋形沟槽和所述外套内周面围成所述定径套水道。
11.优选的,所述预设牵引线的波纹管成型机设置有抽真空装置,所述抽真空装置包括设置在所述定径套上的第一真空接头、设置在所述挤出机机头内部的中心真空腔和芯模真空通道,所述芯模真空通道和所述中心真空腔相连通,所述第一真空接头与所述芯模真空通道之间通过真空管连接,所述机头段进水管位于所述中心真空腔内。
12.优选的,所述管道接头总组件包括沿轴向顺次连接的第一法兰管头、第二法兰管头、第三法兰管头和末端法兰接头,
13.所述第一法兰管头一端与所述挤出机机头连接,另一端套装在所述机头段进水管的端部并密封所述中心真空腔,所述第一法兰管头侧部安装有与所述中心真空腔相连通的第二真空接头;
14.所述第二法兰管头一端与所述第一法兰管头连接,另一端套装在所述机头段回水管的端部并密封所述机头段进水管,所述第二法兰管头侧部安装有与所述机头段进水管相连通的进水接头;
15.所述第三法兰管头一端与所述第二法兰管头连接,另一端套装在所述穿线管外部并密封所述机头段回水管,所述第三法兰管头侧部安装有与所述机头段回水管相连通的第一回水接头;
16.所述末端法兰接头一端与所述第三法兰管头连接,另一端安装有线束套,所述末端法兰接头上开设有供牵引线穿过的通线孔,所述通线孔与所述穿线管相连通,所述线束套安装在所述通线孔处,所述末端法兰接头安装有与所述通线孔相连通的压缩空气接头。
17.优选的,所述动力源设置为空压机。
18.优选的,所述管道分配器上设置有多个接头,其中,包括第二回水接头,所述定径套上安装有第三回水接头,所述第三回水接头和所述定径套水道相连通,所述第二回水接头和所述第三回水接头之间通过软管连接。
19.与现有技术相比,本实用新型的有益效果是:
20.本实用新型的预设牵引线的波纹管成型机,设有预设牵引线的送线装置,送线装置包括穿线管和产生压缩空气的动力源,压缩空气驱动牵引线沿穿线管移动,在生产管材的时候通过送线装置将牵引线预设置在波纹管内,不用后期人工穿设牵引线,为波纹管后期作为穿线护套管使用时提供了方便,节约了成本,缩短了工作时间。
附图说明
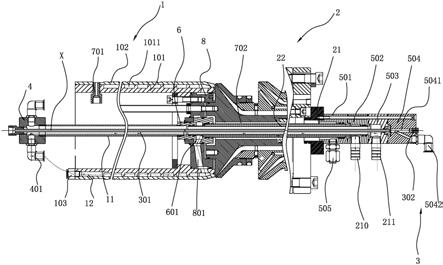
21.图1是本实用新型预设牵引线的波纹管成型装置的剖视示意图一;
22.图2是本实用新型预设牵引线的波纹管成型装置的剖视示意图二;
23.图中:1、定径套;101、内套;1011、螺旋形沟槽;102、外套;11、定径套段回水管;103、第三回水接头;12、定径套水道;2、挤出机机头;21、机头段进水管;210、进水接头;211、第一回水接头;22、机头段回水管;3、送线装置;301、穿线管;302、线束套;4、管道分配器;401、第二回水接头;5、管道接头总组件;501、第一法兰管头;502、第二法兰管头;503、第三法兰管头;504、末端法兰接头;5041、通线孔;5042、压缩空气接头;505、第二真空接头;6、连接套;601、第一过渡水道;701、第一真空接头;702、中心真空腔;703、芯模真空通道;704、真空管;8、定位环;801、第二过渡水道;w1、双壁波纹管的外壁;w2、双壁波纹管的内壁;x、牵引线。
具体实施方式
24.下面结合附图和具体实施例对本实用新型技术方案进行详细的描述,以更进一步了解本实用新型的目的、方案及功效,但并非作为本实用新型所附权利要求保护范围的限制。
25.如图1和图2所示的预设牵引线的波纹管成型机,包括定径套1和挤出机机头2,所述定径套1的一端与所述挤出机机头2固定连接;所述预设牵引线的波纹管成型机设有预设牵引线x的送线装置3,所述送线装置3包括穿线管301和产生压缩空气的动力源(图中未示出),压缩空气驱动所述牵引线沿所述穿线管301移动,所述穿线管301沿轴向贯穿定径套1和所述挤出机机头2,所述穿线管301一端固定连接有管道分配器4,另一端固定连接有管道接头总组件5。
26.定径套1的一端与挤出机机头2通过定位环8固定连接,所述定位环8位于所述定径套1内,所述定位环8内固定设置有连接套6,
27.预设牵引线的波纹管成型机包括冷却水循环系统和抽真空系统,冷却水循环系统包括相连通的机头段水路和定径套段水路,机头段水路包括机头段进水管21和机头段回水管22,机头段进水管21套设在机头段回水管22外,定径套段水路包括定径套段回水管11和定径套水道12,机头段进水管21与定径套水道12相连通,机头段回水管22与定径套段回水管11通过连接套6固定连接,穿线管301位于机头段回水管22与定径套段回水管11内部。
28.连接套6和定位环8上分别开设有相连通的第一过渡水道601和第二过渡水道801,第一过渡水道601与机头段进水管21相连通,第二过渡水道801与定径套水道12相连通。
29.定径套1包括内套101和外套102,内套101的外周面设有螺旋形沟槽1011,内套101的螺旋形沟槽1011和外套102内周面围成定径套水道12。
30.预设牵引线的波纹管成型机设置有抽真空装置,抽真空装置包括设置在定径套1上的第一真空接头701、设置在挤出机机头2内部的中心真空腔702和芯模真空通道703,芯模真空通道703和中心真空腔702相连通,第一真空接头701与芯模真空通道703之间通过真空管704连接,机头段进水管21位于中心真空腔702内。
31.管道接头总组件5包括沿轴向顺次连接的第一法兰管头501、第二法兰管头502、第三法兰管头503和末端法兰接头504,
32.第一法兰管头501一端与所述挤出机机头2连接,另一端套装在机头段进水管21的端部并密封中心真空腔702,第一法兰管头501侧部安装有与中心真空腔702相连通的第二真空接头505;
33.第二法兰管头502一端与第一法兰管头501连接,另一端套装在机头段回水管22的端部并密封机头段进水管21,第二法兰管头502侧部安装有与机头段进水管21相连通的进水接头210;
34.第三法兰管头503一端与第二法兰管头502连接,另一端套装在穿线管301外部并密封机头段回水管22,第三法兰管头503侧部安装有与机头段回水管22相连通的第一回水接头211;
35.末端法兰接头504一端与第三法兰管头503连接,另一端安装有线束套302,末端法兰接头504上开设有供牵引线穿过的通线孔5041,通线孔5041与穿线管301相连通,线束套302安装在通线孔5041处,末端法兰接头504安装有与通线孔5041相连通的压缩空气接头
5042。
36.优选将动力源设置为空压机。
37.管道分配器4上设置有多个接头,其中,包括第二回水接头401,定径套1上安装有第三回水接头103,第三回水接头103和定径套水道12相连通,第二回水接头401和第三回水接头103之间通过软管连接。
38.对塑料双壁波纹管的制造过程作简单叙述:塑料原料先经过塑料挤出机加温进行塑化,并转变成熔融态,熔融态的塑料物料经过挤出机机头2,如图2所示,挤出机机头2挤出两个具有管材形状的不同口径的管坯,大口径的管坯最终会成为塑料双壁波纹管的外壁w1,小口径的塑料管坯最终会成为塑料双壁波纹管的内壁w2,管坯进入波纹管成型装置后,成型装置由多个成型模块c构成,在成型装置和定径套的共同作用下形成塑料双壁波纹管。外层管坯通过压缩空气和真空共同作用,紧贴成型模块c的内腔成型,同时,内层管坯沿定径套1的外周面拉伸并与外层管坯粘合,这样两层塑料粘合后形成塑料双壁波纹管。
39.塑料双壁波纹管在成型时是沿定径套的轴向移动的,塑料双壁波纹管经过定径套1的外套102后,塑料双壁波纹管的内壁成型并散热定型,在塑料双壁波纹管移动的同时,穿线管301内的牵引线x被压缩空气吹动向着波纹管生产方向移动。
40.本实用新型的预设牵引线的波纹管成型机在生产管材的时候通过送线装置将牵引线x预设置在波纹管内,不用后期人工穿设牵引线,为波纹管后期作为穿线护套管使用时提供了方便,节约了成本,缩短了工作时间。
41.本实用新型不局限于上述实施例,一切基于本实用新型的构思、原理、结构和方法,所做出的种种改进,都在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1