注塑模具的定模斜顶顶出机构的制作方法
1.本实用新型涉及注塑模具的定模斜顶顶出机构,属于注塑模具技术领域。
背景技术:
2.注塑模具中经常碰到产品上存在倒扣,如果对倒扣强制脱模会拉伤产品,导致产品脱模失败。现有技术中产品倒扣通常存在于动模,并且采用推件板或者油缸带动斜顶的方式来顶出倒扣。但当倒扣存在于定模时,产品倒扣粘住型腔,强制脱模会拉伤产品,但定模内空间狭小,难以安装推件板和油缸,因此定模抽芯难度大,亟待解决。
技术实现要素:
3.本实用新型的目的是针对已有技术的缺点,提供一种实现定模稳定抽芯的注塑模具的定模斜顶顶出机构。
4.为实现目的本实用新型采用的技术方案是:
5.注塑模具的定模斜顶顶出机构,包括动模和定模,所述定模包括定模底板和定模镶块,所述定模镶块内制有安装孔,所述安装孔内设置有斜顶和浮动镶块,所述浮动镶块的侧面倾斜设置,所述斜顶与所述浮动镶块的侧面紧贴,所述斜顶与所述浮动镶块相连接,所述浮动镶块的尾部制有弹簧槽,所述弹簧槽内设置有螺柱,所述螺柱的一端固定在所述定模底板上,所述螺柱上套设有弹簧,所述弹簧的两端分别与所述定模底板和所述弹簧槽的槽底相接触。
6.作为对上述技术方案的进一步优化:所述浮动镶块的头部制有使产品上碰穿孔成型的凸块。
7.作为对上述技术方案的进一步优化:所述安装孔包括大孔和小孔,所述大孔和所述小孔之间形成第一台阶,所述浮动镶块的侧面凸出形成第二台阶,在所述浮动镶块顶出的过程中,所述第二台阶和所述第一台阶相接触。
8.作为对上述技术方案的进一步优化:所述浮动镶块上制有卡块,所述斜顶上对应制有卡槽,所述卡块卡入所述卡槽内。
9.作为对上述技术方案的进一步优化:所述安装孔内还设置有斜顶滑座,所述斜顶滑座固定在所述定模镶块内。
10.与现有技术相比,本实用新型设置浮动镶块和斜顶,浮动镶块通过合模时被压缩的弹簧实现开模自动顶出,并带动斜顶顶出和抽芯使得产品脱离定模,结构简单,占用空间小,保证产品脱模完整,提高产品生产效率;安装孔上的第一台阶和浮动镶块上的第二台阶配合对顶出过程进行限位;设置斜顶滑座,对斜顶的顶出过程起到导向和导滑的作用。
附图说明
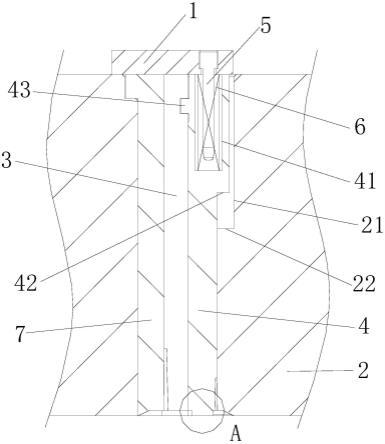
11.图1是本实用新型的剖面结构示意图。
12.图2是图1中a处的放大结构示意图。
13.图3是本实用新型中另一角度的剖面结构示意图。
具体实施方式
14.下面结合附图和具体实施方式对本实用新型作进一步说明。如图1-3所示,注塑模具的定模斜顶顶出机构,包括动模和定模,定模包括定模底板1 和定模镶块2,定模镶块2内制有安装孔21,安装孔21内设置有斜顶3和浮动镶块4。浮动镶块4的两侧倾斜设置,斜顶3与浮动镶块4的侧面紧贴。斜顶3与浮动镶块4相连接。浮动镶块4的尾部制有弹簧槽41,弹簧槽41 内设置有螺柱5,螺柱5的一端固定在定模底板1上,螺柱5上套设有弹簧 6,弹簧6的两端分别与定模底板1和弹簧槽41的槽底相接触。合模时,弹簧6处于压缩状态;注塑完毕后,动模和定模分离,弹簧6弹力释放带动浮动镶块4和斜顶3顶出,斜顶3和浮动镶块4顶出产品倒扣部分,同时斜顶 3沿着浮动镶块4向远离浮动镶块4的方向倾斜,对产品倒扣进行抽芯,使得产品脱离定模。斜顶3和浮动镶块4配合的顶出结构占用空间小,结构简单,保证产品脱模完整,提高产品生产效率。
15.上述技术方案中:浮动镶块4的头部制有使产品上碰穿孔成型的凸块 44。由于产品上存在碰穿孔,因此动模上也设置有使产品碰穿孔成型的配合块,合模时,动模上的配合块与凸块44相接触,并挤压浮动镶块4,使得浮动镶块4复位。
16.上述技术方案中:安装孔21包括大孔和小孔,大孔和小孔之间形成第一台阶22。浮动镶块4的侧面凸出形成第二台阶42。在浮动镶块4顶出的过程中,第二台阶42和第一台阶22相接触,对浮动镶块4的移动起到限位的作用。
17.上述技术方案中:浮动镶块4上制有卡块43,斜顶3上对应制有卡槽,卡块43卡入卡槽内实现浮动镶块4和斜顶3之间的连接。
18.上述技术方案中:安装孔21内还设置有斜顶滑座7,斜顶滑座7固定在定模镶块2内,斜顶滑座7上制有滑槽71,斜顶3的一部分位于滑槽71内并可在滑槽71内滑动。滑槽71对斜顶3的顶出过程起到导向和导滑的作用。
19.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应落入本实用新型的保护范围内。
技术特征:
1.注塑模具的定模斜顶顶出机构,包括动模和定模,所述定模包括定模底板(1)和定模镶块(2),其特征在于所述定模镶块(2)内制有安装孔(21),所述安装孔(21)内设置有斜顶(3)和浮动镶块(4),所述浮动镶块(4)的侧面倾斜设置,所述斜顶(3)与所述浮动镶块(4)的侧面紧贴,所述斜顶(3)与所述浮动镶块(4)相连接,所述浮动镶块(4)的尾部制有弹簧槽(41),所述弹簧槽(41)内设置有螺柱(5),所述螺柱(5)的一端固定在所述定模底板(1)上,所述螺柱(5)上套设有弹簧(6),所述弹簧(6)的两端分别与所述定模底板(1)和所述弹簧槽(41)的槽底相接触。2.根据权利要求1所述的注塑模具的定模斜顶顶出机构,其特征在于所述浮动镶块(4)的头部制有使产品上碰穿孔成型的凸块(44)。3.根据权利要求1所述的注塑模具的定模斜顶顶出机构,其特征在于所述安装孔(21)包括大孔和小孔,所述大孔和所述小孔之间形成第一台阶(22),所述浮动镶块(4)的侧面凸出形成第二台阶(42),在所述浮动镶块(4)顶出的过程中,所述第二台阶(42)和所述第一台阶(22)相接触。4.根据权利要求1所述的注塑模具的定模斜顶顶出机构,其特征在于所述浮动镶块(4)上制有卡块(43),所述斜顶(3)上对应制有卡槽,所述卡块(43)卡入所述卡槽内。5.根据权利要求1所述的注塑模具的定模斜顶顶出机构,其特征在于所述安装孔(21)内还设置有斜顶滑座(7),所述斜顶滑座(7)固定在所述定模镶块(2)内。
技术总结
本实用新型涉及一种注塑模具的定模斜顶顶出机构,包括动模和定模,所述定模包括定模底板和定模镶块,所述定模镶块内制有安装孔,所述安装孔内设置有斜顶和浮动镶块,所述浮动镶块的侧面倾斜设置,所述斜顶与浮动镶块的侧面紧贴,所述斜顶与浮动镶块相连接,所述浮动镶块的尾部制有弹簧槽,所述弹簧槽内设置有螺柱,所述螺柱的一端固定在定模座板上,所述螺柱上套设有弹簧,所述弹簧的两端分别与定模座板和弹簧槽的槽底相接触。与现有技术相比,本实用新型设置浮动镶块和斜顶,浮动镶块通过合模时被压缩的弹簧实现开模自动顶出,并带动斜顶顶出和抽芯使得产品脱离定模,结构简单,占用空间小,保证产品脱模完整,提高产品生产效率。率。率。
技术研发人员:杨炯
受保护的技术使用者:浙江台州美多模具有限公司
技术研发日:2021.12.19
技术公布日:2022/7/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1