一种快速有效折边粘接装置的制作方法
1.本实用新型属于汽车边缘包覆料边缘处理技术领域,涉及一种快速有效折边粘接装置。
背景技术:
2.对于如图1的汽车边缘包覆料,其包括工件本体4、以及边缘包覆料5两个部分,在进行具体包覆工作时,需要将边缘包覆料5的边缘进行折边,使得其粘接到本体上表面一侧的边缘粘接面6上。而目前汽车行业的包覆产品在处理边缘的时候,因张力及形状局限,大多是采用人工手动收边的,而手工收边过程中,会出现漏粘、粘接不牢、粘接不平整、粘接不均匀的各种缺陷,特别是遇到面积较大的折边面,缺陷更为突出,且效率极低。
技术实现要素:
3.本实用新型的目的就是为了提供一种快速有效折边粘接装置。
4.本实用新型的目的可以通过以下技术方案来实现:
5.本实用新型的技术方案之一提供了一种快速有效折边粘接装置,包括:
6.本体固定座:其用于固定支撑工件本体;
7.位于工件本体的粘接区域上方并可上下移动的导向板:其底部表面带有导向斜面,并用于将伸出工件本体上表面的边缘包覆料的边缘压向工件本体粘接区域,以实现预弯折;
8.以及位于工件本体粘接区域正上方并可上下移动的焊接板。
9.进一步的,所述的本体固定座上带有与工件本体下部型面适配的型腔。
10.进一步的,所述的本体固定座一旁还设置有可上下移动的固定板。
11.更进一步的,所述的固定板位于导向板下方,且固定板的上下行程满足:
12.当固定板向上移动至最高时,固定板的顶部高于工件本体的粘接区域,并通过固定板的侧部对边缘包覆料做预定位,使得边缘包覆料的伸出方向朝上;
13.当固定板向下移动至最低时,固定板的顶部低于工件本体的粘接区域,且保证当导向板抵住此时的固定板时,导向板与工件本体不接触或刚好接触。
14.进一步的,所述的导向斜面从导向板底部远离工件本体粘接区域一侧往另一侧向上倾斜。
15.更进一步的,所述的导向板沿竖直方向的投影部分落在工件本体上。
16.进一步的,所述的焊接板设置在导向板旁。
17.进一步的,所述的焊接板与加热设备连接。
18.更进一步的,所述的焊接板的温度为80~150℃。
19.本实用新型的技术方案之二提供了一种快速有效折边粘接工艺,其采用如上所述的装置实施,该工艺包括以下步骤:
20.(1)取工件本体置于本体固定座上,并保证边缘包覆料的伸出部分朝上;
21.(2)将导向板与焊接板同时下压,使得边缘包覆料的伸出部分先被导向板压向工件本体粘接区域,实现预弯折,接着,焊接板将预弯折后的边缘包覆料下压至与工件本体的粘接区域接触,并热压复合。
22.与现有技术相比,本实用新型能对包覆件的边缘进行有效快速折边粘接,不但能保证折边区域的一致性,对零件的张力及形状局限性也较小,大面积的折边操作也能一次成型。保证零件质量的同时,大大提升了生产效率。
附图说明
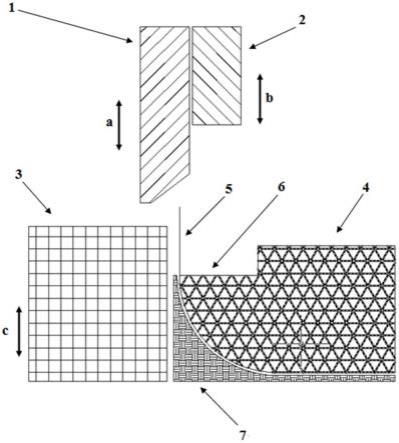
23.图1为本实用新型的结构示意图;
24.图2为本实用新型在进行产品包覆过程中的示意图一;
25.图3为本实用新型在进行产品包覆过程中的示意图二;
26.图4为本实用新型在进行产品包覆过程中的示意图三;
27.图5为本实用新型在进行产品包覆完成时的示意图;
28.图中标记说明:
29.1-导向板,2-焊接板,3-固定板,4-工件本体,5-边缘包覆料,6-本体粘接面,7-本体固定座。
具体实施方式
30.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
31.以下各实施方式或实施例中,如无特别说明的功能部件或结构,则表明其均为本领域为实现对应功能而采用的常规部件或常规结构。
32.为实现对包覆件的边缘进行有效快速折边粘接,本实用新型提供了一种快速有效折边粘接装置,具体参见图1至图5所示,包括:
33.本体固定座7:其用于固定支撑工件本体4;
34.位于工件本体4的粘接区域上方并可上下移动的导向板1:其底部表面带有导向斜面,并用于将伸出工件本体4上表面的边缘包覆料5的边缘压向工件本体4粘接区域,以实现预弯折;
35.以及位于工件本体4粘接区域正上方并可上下移动的焊接板2。
36.在一些具体的实施方式中,所述的本体固定座7上带有与工件本体4下部型面适配的型腔。
37.在一些具体的实施方式中,所述的本体固定座7一旁还设置有可上下移动的固定板3。
38.更具体的实施方式中,所述的固定板3位于导向板1下方,且固定板3的上下行程满足:
39.当固定板3向上移动至最高时,固定板3的顶部高于工件本体4的粘接区域,并通过固定板3的侧部对边缘包覆料5做预定位,使得边缘包覆料5的伸出方向朝上;
40.当固定板3向下移动至最低时,固定板3的顶部低于工件本体4的粘接区域,且保证
当导向板1抵住此时的固定板3时,导向板1与工件本体4不接触或刚好接触。
41.在一些具体的实施方式中,所述的导向斜面从导向板1底部远离工件本体4粘接区域一侧往另一侧向上倾斜。
42.更具体的实施方式中,所述的导向板1沿竖直方向的投影部分落在工件本体4上。
43.在一些具体的实施方式中,所述的焊接板2设置在导向板1旁。
44.在一些具体的实施方式中,所述的焊接板2与加热设备连接。
45.更具体的实施方式中,所述的焊接板2的温度为80~150℃。
46.以上各实施方式可以任一单独实施,也可以任意两两组合或更多的组合实施。
47.下面结合具体实施例来对上述实施方式进行更详细的说明。
48.实施例1
49.为实现对包覆件的边缘进行有效快速折边粘接,本实施例提供了一种快速有效折边粘接装置,具体参见图1至图5所示,包括:
50.本体固定座7:其用于固定支撑工件本体4,本体固定座7上带有与工件本体4下部型面适配的型腔;
51.位于工件本体4的粘接区域上方并沿箭头a方向可上下移动的导向板1:其底部表面带有导向斜面,并用于将伸出工件本体4上表面的边缘包覆料5的边缘压向工件本体4粘接区域,以实现预弯折或倒角,方便后续粘接;
52.以及位于工件本体4粘接区域正上方并可沿箭头b上下移动的焊接板2:当焊接板2移动至最下方的时候,可对边缘包覆料5的边角进行焊接,焊接板2带温度的,温度控制范围在100℃左右,具体看包覆面料及胶水的材质进行调整。
53.请再参见图1等所示,本体固定座7一旁还设置有可沿箭头c方向上下移动的固定板3,固定板3位于导向板1下方,且固定板3的上下行程满足:
54.当固定板3向上移动至最高时(即未往下移动时,处于最高点位置时),固定板3的顶部高于工件本体4的粘接区域,并通过固定板3的侧部对边缘包覆料5做预定位,使得边缘包覆料5的伸出方向朝上;
55.当固定板3向下移动至最低时,固定板3的顶部低于工件本体4的粘接区域,且保证当导向板1抵住此时的固定板3时,导向板1与工件本体4不接触或刚好接触,其作用即给导向板1做限位高度,防止损伤边缘包覆料5等。
56.请再参见图1等所示,导向斜面从导向板1底部远离工件本体4粘接区域一侧往另一侧向上倾斜,导向板1沿竖直方向的投影部分落在工件本体4上。
57.本实施例的装置在对工件本体4进行具体包覆粘接时,过程如下:
58.首先,把待边缘折边的工件本体4与边缘包覆料5(边缘包覆料5此时已包覆工件本体4下部型面)放入本体固定座7内,此时固定板3能对边缘包覆料5进行导向,保证边缘包覆料5的伸出部分是朝上的,便于后续操作。
59.接着,导向板1跟焊接板2分别按箭头a、b所示方向往下移动,直至导向板1与固定板3接触。此时,导向板1已经开始对边缘包覆料5进行预导向。具体如图2所示。
60.随后,导向板1与焊接板2继续按箭头a、b所示方向往下移动,同时带动固定板3同步朝箭头c所示方向移动,直至固定板3到限位尺寸,此时导向板1完成对边缘包覆料5的导向作用,边缘包覆料5呈大倾斜状态。具体如图3所示。
61.最后,导向板1完成导向作用后锁定,此时仅焊接板2继续沿箭头b所示方向朝下移动,带着边缘包覆料5朝下移动,直至带动边缘包覆料5与工件本体4的粘接区域,即本体粘接面6接触,通过高温热压,把边缘包覆料5粘接到本体粘接面6上。具体如图5所示。
62.以上实施例在具体描述中,省去了一些不影响技术方案理解的常规部件的描述,如驱动导向板、焊接板以及固定板上下移动的相关驱动结构,其可以采用本领域常规的驱动部件,如驱动气缸等。
63.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1