注射成型机的制作方法
1.本发明涉及注射成型机。
背景技术:
2.为了检测注射成型机的机构部的异常,提出了各种方法。这些方法一般使用各种传感器、夹具来检测机构部的异常(例如,日本特开2010-137542号公报)。然而,传感器、夹具的设置、设定复杂,在传感器、夹具发生故障的情况下,异常的检测变得困难。
技术实现要素:
3.本发明的目的在于提供一种能够比较简便地检测机构部的异常的注射成型机。
4.一个方式的注射成型机具备:固定压板,其保持定模;后压板;拉杆,其将所述固定压板与所述后压板连结;可动压板,其配置在所述固定压板与所述后压板之间,以与所述定模相对的方式保持动模,且能够沿着所述拉杆移动;合模机构,其使所述可动压板向所述固定压板移动,使所述定模与所述动模接触,从而在所述定模与所述动模之间产生合模力;驱动源,其驱动所述合模机构;合模力检测部,其检测所述合模力;伸长值检测部,其检测表示伴随所述合模力的产生而伸长的所述拉杆的伸长量的伸长值;以及异常判定部,其基于所述伸长值与所述合模力的比,判定所述注射成型机的异常。
5.根据本发明,能够提供一种能够比较简便地检测机构部的异常的注射成型机。
附图说明
6.图1是表示实施方式的注射成型机主体的图。
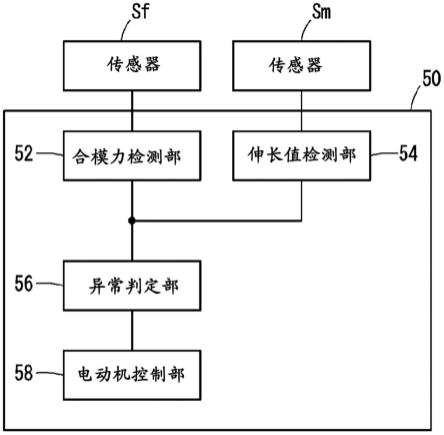
7.图2是控制注射成型机主体的控制装置的功能框图。
8.图3是表示注射成型机的闭模顺序的流程图。
9.图4是表示伸长值与合模力的关系的一例的图表。
具体实施方式
10.以下,对实施方式的注射成型机进行详细说明。
11.图1是表示实施方式的注射成型机主体12的图。注射成型机主体12具有基座14、开闭模具20的合模装置22以及将熔融树脂向模具20射出的未图示的注射装置。
12.基座14是用于设置合模装置22及注射装置的基台。合模装置22具有固定压板(platen)24、后压板26、可动压板28、肘节机构29及肘节驱动机构44。
13.固定压板24及后压板26配置在基座14上,通过插通可动压板28并沿a方向延伸的相互平行的4根拉杆(tie bar)32连结。可动压板28经由滑动部34设置在基座14上的固定压板24与后压板26之间。滑动部34能够沿着在基座14上沿a方向设置的导轨36移动。由此,可动压板28能够相对于固定压板24在a方向上进退。
14.在固定压板24与可动压板28之间设置有模具20。模具20由定模20a和动模20b构
成。定模20a安装于固定压板24的可动压板28侧。动模20b安装于可动压板28的固定压板24侧。
15.肘节机构29设置在后压板26与可动压板28之间。肘节机构29由肘节驱动机构44驱动,使可动压板28相对于固定压板24进退,使模具20在a方向(开闭方向)开闭。肘节机构29对从肘节驱动机构44传递至后述的十字头40的驱动力进行放大后传递至可动压板28。
16.肘节机构29具有肘节连杆30、横向连杆(cross link)38及十字头40。肘节连杆30及横向连杆38分别在上方及下方各设置2根,合计设置有4根,但在此,在上方及下方的近前侧各示出1根,在其后面隐藏了里侧的2根。肘节连杆30分别具有第一连杆30a、第二连杆30b、第一肘节销30c、第二肘节销30d及第三肘节销30e。
17.第一连杆30a的一端经由第一肘节销30c可转动地与可动压板28连接。第二连杆30b的一端经由第二肘节销30d以能够转动的方式与后压板26连接。第一连杆30a的另一端和第二连杆30b的另一端经由第三肘节销30e以能够相互转动的方式连接。
18.第二连杆30b经由横向连杆38与十字头40连接。十字头40具有向上方及下方延伸的臂42(上方臂42a、下方臂42b)。在臂42的前端部分连接有横向连杆38。十字头40设置于后压板26,被沿a方向延伸的未图示的2根引导杆引导,由此能够沿a方向进退。
19.肘节驱动机构44驱动肘节机构29而使模具20在a方向(开闭方向)上开闭。肘节驱动机构44具备模开闭电动机44a(驱动源)、驱动带轮44b、传送带44c、从动带轮44d、滚珠丝杠44e及滚珠丝杠螺母44f。滚珠丝杠44e以与拉杆32平行的方式沿着a方向设置。
20.驱动带轮44b设置为能够与模开闭电动机44a的旋转轴一体地旋转。从动带轮44d设置为能够与滚珠丝杠44e一体地旋转。传送带44c架设在驱动带轮44b和从动带轮44d上,将驱动带轮44b的旋转力传递到从动带轮44d。滚珠丝杠螺母44f固定于十字头40,并与滚珠丝杠44e螺合。滚珠丝杠螺母44f(十字头40)通过滚珠丝杠44e旋转而沿着滚珠丝杠44e移动。即,驱动带轮44b、传送带44c、从动带轮44d、滚珠丝杠44e以及滚珠丝杠螺母44f构成将模开闭电动机44a的旋转运动(旋转力)转换为十字头40在a方向上的直线运动(应力)的转换机构44g。另外,转换机构44g及肘节机构29作为在定模20a与动模20b之间产生合模力f的合模机构而发挥功能。
21.模开闭电动机44a的旋转力(旋转运动)由转换机构44g转换为a方向上的应力(直线运动)。由此,肘节机构29的十字头40经由肘节机构29在a方向按压可动压板28,可动压板28沿a方向移动。
22.通过模开闭电动机44a正转,可动压板28向固定压板24侧移动,动模20b与定模20a抵接(模具接触的状态,此时,可动压板28位于模具接触位置)。在具接触的状态下,如果使模开闭电动机44a进一步正转,则在动模20b与定模20a之间作用有应力(合模力f)。此时,拉杆32通过合模力f而成为在固定压板24与后压板26之间延伸的状态。即,拉杆32的伸长值l与成为模具接触的状态之后的可动压板28相对于固定压板24的移动量对应。在达到通过肘节机构29引起的动模20b的移动的极限时,合模装置22成为锁定状态。此时,拉杆32的伸长值l、进而合模力f足够大。
23.在锁定状态下,在模具20内注入液体状的树脂材料并固化。之后,通过使模开闭电动机44a逆转,可动压板28向后压板26侧移动,动模20b从定模20a离开,模具20打开。
24.另外,合模装置22具有用于从动模20b取出成型品的未图示的顶出机构。顶出机构
设置于可动压板28的后压板26侧,在模具20打开的状态下,使沿a方向延伸的顶出销向可动压板28侧移动,由此从动模20b挤出成型品。
25.图2是控制注射成型机主体12的控制装置50的功能框图。控制装置50对模具20进行开闭,并且为了产生合模力f而对注射成型机主体12进行控制,并且对注射成型机主体12的异常进行检测。由注射成型机主体12及控制装置50构成注射成型机10。控制装置50具有合模力检测部52、伸长值检测部54、异常判定部56以及电动机控制部58。向控制装置50输入来自传感器sf、sm的检测信号。
26.传感器sf、sm设置于注射成型机主体12,检测注射成型机主体12的状态。传感器sf检测与合模力f相关的量(例如,应力、压力、应变)。传感器sm检测与拉杆32的伸长值l相关的量(例如,伸长、应变、后压板26的位置)。
27.合模力检测部52、伸长值检测部54、异常判定部56以及电动机控制部58能够由处理器(例如,cpu:central processing unit中央处理单元)以及程序构成。
28.合模力检测部52基于来自传感器sf的信号,检测施加于模具20的合模力f。该检测能够直接或间接地进行。
29.作为传感器sf,例如能够使用合模力传感器直接检测合模力f。合模力传感器能够使用设置于模具20或拉杆32的应力传感器(例如,压力传感器sf1)。应力传感器sf1例如设置于4根拉杆32中的至少1个(图1中,作为一个例子,表示设置于拉杆32与固定压板24之间的压力传感器sf1)上。另外,作为传感器sf,也可以使用应变传感器来检测合模力f。
30.伸长值检测部54基于来自传感器sm的信号,检测表示伴随合模力f而伸长的拉杆32的伸长量的伸长值l。该检测能够直接或间接地进行。
31.作为传感器sm,例如能够使用应变传感器sm1直接检测拉杆32的伸长值l。应变传感器sm1设置于拉杆32,能够直接检测拉杆32的伸长值l。在图1中,作为一个例子,示出设置于拉杆32的侧部的应变传感器sm1。
32.伸长值l能够基于后压板26的移动量来求出。即,若在模具20产生合模力f,则后压板26因其反作用力而移动。因此,能够基于后压板26的移动量来检测拉杆32的伸长值l。在该情况下,作为传感器sm,能够使用检测后压板26的位置的位置检测器sm2(参照图1)。伸长值检测部54基于来自位置检测器sm2的信号,计算定模20a与动模20b接触后的后压板26的位置的变化量作为伸长值l。
33.异常判定部56基于模具接触以后的伸长值l与合模力f之比r(例如,r=f/l)来判定注射成型机10的异常。即,在表示合模力f的变化δf相对于伸长值l的变化的比r小于阈值th0的情况下判定为异常。该判定在合模动作中(特别是从模具接触位置到锁定位置之间)进行。
34.该比r不仅基于伸长值l和合模力f、即伸长值l及合模力f自身的比(r=f/l),也可以基于它们的微分量(伸长率值l的微小变化δl、合模力f的微小变化δf)来计算比(r=δf/δl),将其与阈值th0进行比较。
35.在判定为异常的情况下,有可能在拉杆32产生裂缝、裂纹或缺口。另外,有可能在拉杆32以外的部件、例如滚珠丝杠44e产生裂缝、裂纹或缺口。
36.电动机控制部58为了合模动作而控制模开闭电动机44a,使可动压板28移动。电动机控制部58在合模动作中异常判定部56判定为异常的情况下,控制模开闭电动机44a,在合
模动作的中途或结束后,使合模装置22(合模机构)的动作停止。能够停止合模动作,防止注射成型的失败。假设在判定为异常时,进行合模动作以及之后的注射成型,则注射成型中的合模力f变得不充分,液体状的树脂材料有可能从定模20a与动模20b之间泄漏。
37.图3是表示注射成型机10的闭模顺序的流程图。电动机控制部58控制模开闭电动机44a,开始闭模动作。即,电动机控制部58使模开闭电动机44a正转,使可动压板28向固定压板24侧移动。由此,动模20b与定模20a抵接(模具接触位置,步骤s1的是),在模具20产生合模力f。另外,模具接触例如能够基于由合模力检测部52计算出的合模力f来检测(合模力f实质上从零开始变化)。另外,模具接触也可以基于模开闭电动机44a中的消耗电力(或驱动电流)的变化来检测(消耗电力的急剧增大)。
38.之后,电动机控制部58使模开闭电动机44a的正转继续直至成为锁定状态为止(锁定位置、步骤s2的是)。在此期间,合模力f变大。另外,关于锁定,例如能够基于模开闭电动机44a中的消耗电力(或驱动电流)的变化来检测(消耗电力的增大停止)。另外,也可以基于十字头40的位置等来检测锁定。通常,在更换模具20时等,合模装置22被进行模厚调整,在十字头40为预定的位置(原点)时,能够得到期望的合模力f。在该调整后,通过十字头40到达原点,能够视为检测到锁定。十字头40的位置可以直接测量,但也可以与拉杆32的伸长值l等对应。
39.从该模具接触状态到成为锁定状态为止的期间,伸长值检测部54检测拉杆32的伸长值l(步骤s3),合模力检测部52检测施加于模具20的合模力f(步骤s4)。
40.异常判定部56计算伸长值l与合模力f之比r(=f/l)(步骤s5),并对该比r与阈值进行比较(步骤s6)。在比r为阈值以上的情况下(步骤s6中的是),注射成型机10判定为正常,合模动作继续。在比r比阈值小的情况下(步骤s6中的否),注射成型机10判定为异常(步骤s7),通过电动机控制部58中断合模动作(步骤s8)。
41.图4是表示伸长值l与合模力f的关系的一例的图表。将横轴设为伸长值l,将纵轴设为合模力f。伸长值l的原点o与金属模具接触位置对应,伸长值l1与锁定位置对应。随着伸长值l变大,合模力f也增大。
42.图4示出了图表gs、g1和g2。图表gs是合模力f相对于伸长值l的比为基准值rs(阈值)的基准图表。图表g1是合模力f相对于伸长值l的比为基准值rs(阈值)以上的图表,在该情况下,合模动作结束。另一方面,图表g2是合模力f相对于伸长值l的比小于基准值rs(阈值)的图表,在该情况下,合模动作在中途被中断。
43.(变形例)
44.以下,对变形例进行说明。在此,合模力检测部52基于模开闭电动机44a的转矩(旋转力)p和肘节机构29的力的放大率βp来计算合模力f。另外,伸长值检测部54基于定模20a与动模20b接触后的模开闭电动机44a(电动机)的旋转量和肘节机构29的放大率,计算拉杆32的伸长量作为伸长值l。
45.模开闭电动机44a(电动机)的旋转量m与拉杆32的伸长值l(可动压板28的移动量)为式(1)那样的关系。另外,模开闭电动机44a(电动机)的转矩p和合模力f为式(2)那样的关系。
46.l=αm*βm(m)*m=am(m)*m
……
(1)
47.f=αp*βp(m)*p=ap(m)*p
……
(2)
48.这里,am(m)=αm*βm(m)、ap(m)=αp*βp(m)。
49.旋转量m是模开闭电动机44a的轴进行了旋转的量(旋转的数量),能够使用设置于模开闭电动机44a的旋转检测器sm3等来检测(参照图1)。即,传感器sm可以是旋转检测器sm3。另外,转矩p是模开闭电动机44a的轴的旋转力,能够根据模开闭电动机44a的消耗电力或驱动电流来求出。即,传感器sf能够作为驱动电流传感器。
50.放大率αm和αp分别是转换机构44g中的运动量和应力的放大率。即,放大率αm是转换机构44g的输出侧的运动量(十字头40的移动量)相对于转换机构44g的输入侧的运动量(模开闭电动机44a中的旋转量m)的比。另外,放大率αp是从转换机构44g输出的应力(施加于十字头40的应力)与输入到转换机构44g的应力(模开闭电动机44a中的转矩p)之比。这些转换机构44g中的放大率αm和αp都是恒定的(不依赖于旋转量m),但通常其值相互不同。
51.放大率βm(m)及βp(m)分别是肘节机构29中的运动量及应力的放大率。即,放大率βm(m)是肘节机构29的输出侧的运动量(可动压板28的移动量)相对于肘节机构29的输入侧的运动量(十字头40的移动量)之比。另外,放大率βp(m)是从肘节机构29输出(从第一连杆30a向可动压板28施加的)应力(力)相对于输入至肘节机构29(从肘节驱动机构44施加于十字头40的)应力(力)的比。
52.通常,放大率βm(m)及βp(m)(放大率am(m)及ap(m))也根据肘节连杆30与第二连杆30b所成的角θ(作为十字头40的位置、结果,旋转量m)而变化。例如,放大率βm(m)在模具接触位置比较大,在锁定位置比较小。另外,放大率βp(m)在模具接触位置比较小,在锁定位置比较大。这样,放大率βm(m)以及βp(m)(放大率am(m)以及ap(m)也)依赖于旋转量m,但能够使用解析或者实验的方法事先求出与模具接触以后的旋转量m(或者十字头40的位置)的关系。如果将这样事先求出的旋转量m与放大率βm以及βp的关系作为表存储在存储器等中,则能够使用该表来计算伸长值l、合模力f。
53.另外,在所述的式(1)、(2)中,使用转换机构44g的放大率αm和αp来计算出伸长值l和合模力f,但也可以不必使用放大率αm和αp。即,放大率αm和αp分别为固定值,因此也可以基于下面的式(3)、(4),计算与伸长率l、转矩p对应的值l’、f’。
54.l'=βm(m)*m
……
(3)
55.f'=βp(m)*p
……
(4)
56.在该情况下,异常判定部56也求出值f’相对于值l’的比r(=f’/l’),并将该比r与阈值进行比较,由此能够判定异常。此时的阈值是考虑了放大率αm和αp的值。例如,将此时的阈值th设为“th0*(αp/αm)”。
57.在以上的方法中,计算出伸长值l及合模力f双方,但也可以将该方法用于仅计算伸长值l及合模力f中的一方,用实施方式中说明的方法求出另一方。
58.在其他方面,变形例与实施方式实质上没有不同,因此省略详细的说明。
59.(从实施方式得到的发明)
60.以下,对能够根据所述实施方式以及变形例掌握的发明进行记载。
61.〔1〕注射成形机10具备:固定压板24,其保持定模20a;后压板26;拉杆32,其将所述固定压板24与所述后压板26连结;可动压板28,其配置在所述固定压板与所述后压板之间,以与所述定模相对的方式保持动模20b,且能够沿着所述拉杆移动;合模机构(转换机构44g及肘节机构29),其使所述可动压板朝向所述固定压板移动,使所述定模与所述动模接触,
从而在所述定模与所述动模之间产生合模力f;驱动源(模开闭电动机44a),其驱动所述合模机构;合模力检测部52,其检测所述合模力;伸长值检测部54,其检测表示伴随所述合模力的产生而伸长的所述拉杆的伸长量的伸长值l;以及异常判定部56,其基于所述伸长值与所述合模力的比r,判定所述注射成型机的异常。由此,能够基于伸长值与合模力的比,比较简便地检测注射成型机的机构部的异常。
62.〔2〕所述异常判定部在表示所述合模力的变化相对于所述伸长值的变化的比小于阈值th0的情况下判定为异常。通过与阈值的比较,能够检测注射成型机的机构部的异常。
63.〔3〕所述合模机构是肘节式的合模机构(转换机构44g及肘节机构29),所述驱动源是电动机(模开闭电动机44a),所述合模力检测部基于来自所述定模与所述动模接触后的所述电动机的转矩和所述合模机构的放大率来计算所述合模力。由此,能够在不使用合模力传感器的情况下检测注射成型机的机构部的异常。
64.〔4〕所述合模力检测部基于来自合模力传感器(sf、sf1)的信号来计算合模力。由此,能够使用合模力传感器来检测注射成型机的机构部的异常。
65.〔5〕所述合模机构是肘节式的合模机构(肘节驱动机构44及肘节机构29),所述驱动源是电动机(模开闭电动机44a),所述伸长值检测部至少基于所述定模与所述动模接触后的所述电动机的旋转量和所述合模机构的放大率,计算所述拉杆32的伸长量作为所述伸长值。由此,能够在不使用位置检测器或应变传感器的情况下检测注射成型机的机构部的异常。
66.〔6〕所述伸长值检测部基于来自检测所述后压板的位置的位置检测器sm2的信号,计算所述定模与所述动模接触后的所述后压板的位置的变化量作为所述伸长值。由此,能够使用位置检测器容易地检测注射成型机的机构部的异常。
67.〔7〕所述伸长值检测部基于来自应变传感器sm1的信号,计算所述拉杆的伸长量。由此,能够使用应变传感器容易地检测注射成型机的机构部的异常。
68.〔8〕注射成形机具备在所述异常判定部判定为异常的情况下控制所述驱动源而使所述合模机构的动作停止的停止控制部(电动机控制部58)。由此,能够使合模机构的动作停止,防止注射成型的失败。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1