检测和补偿注入模制设备中的非操作模腔的方法与流程
检测和补偿注入模制设备中的非操作模腔的方法
1.相关申请的交叉参考
2.本技术要求2020年6月15日提交的第63/039,356号美国临时申请的权益,所述美国临时申请的全部内容的全文以引用的方式并入本文中。
技术领域
3.本公开大体上涉及用于注入模制的设备和方法,且更具体来说涉及用于检测和补偿模具内的非操作(例如,受阻)腔的设备和方法。
背景技术:
4.注入模制是一种常用于大量制造由热塑性材料制成的零件的技术。在重复性注入模制工艺中,将热塑性树脂(通常为小珠粒或团粒的形式)引入到注入模制设备中,所述注入模制设备在热和压力下使树脂珠粒熔融。将刚熔融的树脂强力注入到具有特定腔形状的模腔中。注入的塑料在压力下保持在模腔中、冷却,然后作为凝固件被移除,该凝固件具有基本上复制模具的腔形状的形状。模具本身可具有单个腔或多个腔。
5.如本文中所使用,注入模制循环或简称为“循环”可包含以下步骤:(1)使聚合材料的注料熔融;(2)将例如模芯和模腔板等模具的两个(或更多个)部分夹持在一起,所述部分一起形成限定一个或多个模腔的模具壁(通常此时模具壁相对于熔融热塑性材料在注入到模腔中之前受热到的温度处于冷却条件);(3)将熔融聚合材料注入到所述一个或多个模腔中;(4)在模具已满之后,压紧或保持材料,即将一个或多个设定的压力施加到材料,以确保腔内足够密实且等待材料在浇口或流道中凝固以防止材料在相反方向中流经浇口或流道;(5)等待某一时间周期直至模制聚合材料冷却到足以射出零件的温度,即其熔融温度以下的温度,使得至少模制零件的外部表面足够坚固使得零件一旦射出就将维持其模制形状;(6)打开模具的限定所述一个或多个模腔的部分;(7)从所述一个或多个模腔射出模制零件;以及(8)关闭所述两个(或更多个)模具区段(用于后续循环)。
技术实现要素:
6.本公开描述一种在注入模制循环期间检测多腔模具中的至少一个非操作腔且自动调整注入模制循环的工艺参数以补偿所述至少一个非操作腔的方法。
附图说明
7.被认为是新颖特征的本公开的特征在所附权利要求中特定地阐述。通过参考结合附图的以下描述可以最佳地理解本公开,附图中相同的参考标号在若干图中标识相同的元件,其中:
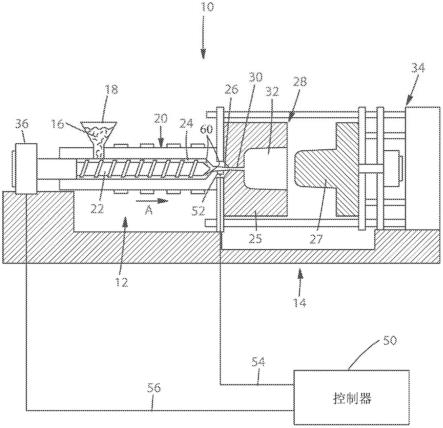
8.图1示出根据本公开的教示构造的注入模制设备的一个实例的示意图;
9.图2是描绘检测并自动调整图1的恒定压力注入模制设备的多腔模具中的非操作腔的方法的一个实例的流程图;
10.图3a是图1的注入模制设备的机筒的横截面图,其展示注入模制设备的往复螺杆的实际位置;
11.图3b类似于图3a,但展示往复螺杆的预期位置;
12.图4a是图1的注入模制设备的机筒的横截面图,其展示实际缓冲;以及
13.图4b类似于图4a,但展示预期缓冲。
具体实施方式
14.本发明的实施例大体涉及通过注入模制生产零件的系统、机器、产品和方法,且更具体来说涉及检测多腔模具中的非操作腔且自动调整工艺参数以即使在至少一个腔为非操作的情况下也继续生产优质零件的系统、零件和方法。
15.如本文中所使用,词组“工艺参数”大体指代至少部分负责使用注入模制设备的多腔模具创造的零件的质量的注入模制设备的参数。举例来说,“工艺参数”可包含(但不限于)注入模制设备的注入喷嘴的喷嘴压力、安置于注入模制设备中的往复螺杆的位置、熔融热塑性材料的缓冲、正注入到注入模制设备的多腔模具中的熔融热塑性材料的熔体压力、往复螺杆的预期行程、热塑性材料的注料大小、例如螺杆位置设定点和时间设定点等填充结束过渡点,或可能影响循环期间注入模制设备的操作或产品的质量的任何其它参数。
16.如本文中所使用,术语“腔百分比填充”可以指代以体积计腔被填充的百分比,或相对于熔融材料的重量或质量腔被填充的百分比。例如,如果腔被填充95%,则被填充的模腔的总体积是模腔的总体积容量的95%。或者,如果腔被填充95%,则模具中的材料的总重量等于整个零件的重量规格的95%。
17.如本文中所使用,术语“缓冲”指代在注入模制循环结束时从锁环的前沿到机筒的一端的距离。缓冲通常基于模具体积和目标注料大小两者。对于具有恒定体积的给定模具,当目标注料大小增加时,缓冲也将增加。相反,当目标注料大小减小时,缓冲也将减小。
18.如本文中所使用,术语“循环时间”定义为完全形成注入模制零件所需的注入模制工艺的单次迭代。循环时间包含执行以下步骤所花费的总时间:将熔融热塑性材料推进到模腔中;用热塑性材料大体上填充模腔;在腔内的热塑性材料上压紧和/或保持压力;使热塑性材料冷却;分离第一和第二模具侧以暴露冷却的热塑性材料;移除热塑性材料;以及关闭第一和第二模具侧。
19.如本文中所使用,术语“填满”和“已满”当相对于包含热塑性材料的模腔使用时是可互换的,且两个术语均表示热塑性材料已达到模腔的最大体积容量。
20.如本文中所使用,词组“流动前沿”指代熔融聚合材料的注料的前缘,如模具的限定模腔的表面在熔融聚合材料正从模腔的喷嘴或浇口(即,将熔融聚合材料引入到模腔中的一个或多个点)朝向模腔的填充结束位置前进并最终到达所述填充结束位置时所经历的。
21.如本文中所使用,词组“流率”通常指代如注入喷嘴处所测得的聚合物的体积流率。此流率可基于注入速率、热塑性材料的可压缩性、如注入喷嘴处所测得的热塑性材料经历的压力,以及喷嘴的横截面面积来计算,或利用位于注入喷嘴中的合适的传感器来测量。
22.如本文中所使用,词组“熔体温度”通常是指维持在注入单元/机筒中以及当使用保持聚合物处于熔融状态的热流道系统时维持在材料进料系统中的聚合物的温度。熔体温
度依据材料变化。然而,所要熔体温度通常理解为落在材料制造商所建议的范围内。
23.如本文中所使用,术语“模具模拟器”定义为例如加利福尼亚圣拉斐尔的autodesk公司的adviser(商标)等软件模拟器,其用于对注入模制循环进行模拟或建模以确定使用注入模制设备执行的后续实际注入模制循环期间注入模制设备的预测或预期参数。“模具模拟器”可例如以固定时间间隔确定往复螺杆的预期位置或熔融热塑性材料的流动前沿的预期位置。“模具模拟器”还可生成压力特征曲线,注入模制系统可能根据所述压力特征曲线操作以实现选定流动前沿速度特征曲线。更确切地说,“模具模拟器”可产生具有沿着其长度间隔的轮廓线的模腔的模型,其中确切间隔取决于选定的特征曲线。轮廓线可例如描绘不超过所要最大值的在模腔的整个填充过程中的流动前沿速度,或基于自定义流动前沿特征曲线在模腔的整个填充过程中变化的流动前沿速度。
24.如本文中所使用,术语“生产型式”指代为“优质模制零件”的注入模制零件。
25.如本文中所使用,术语“优质模制零件”指代满足所定义公差范围内的一个或多个预定尺寸、性能和/或美观性要求且大体无缺陷的模制零件。此些尺寸要求可包含(但不限于)零件长度、宽度、路径长度或周界、厚度、偏心率、平整度或翘曲度、平行度、垂直度和/或同心度。此些性能要求可包含(但不限于)幸存和/或吸收负载,例如拉伸负载、压缩负载、扭转负载;暴露于振动,幸存和/或吸收电负载,以及额定时间周期内的承受环境暴露。额外性能要求可包含声学性质,例如谐振频率、谐波和阻尼行为;以及光学性能,例如百分比透射、弥散、高光、反射,以及可允许的像差。美观性要求可包含(但不限于)颜色、纹理、表面纹理、编织线、异色、间隙截留痕迹、标记(例如烧灼标记或免于不合需要的标记),以及可见凹陷。优质零件还大体上无缺陷,包含(但不限于)无内部空隙或仅含有不会损害机械、电或光学性能的内部空隙;大体上无模具内应力或具有给定容限内的模具内应力;以及大体上无由模制工艺期间的欠注或冻结-溢料所导致的缺陷。零件客户所指定的其它要求或零件规格也在本定义的预期内。举例来说,客户可能要求模制零件具有给定的拉伸和/或挠曲模量、抗冲击性、硬度、化学耐性和/或兼容性、耐磨性、热导率和/或热阻率、电导率和/或电阻率、反射率、高光、清晰度、百分比透射、折射率和/或摩擦系数。
26.如本文中所使用,术语“注料大小”通常是指从注入单元/机筒注入以完全填充模腔或腔的聚合物的体积。注料大小是基于就在注入之前注入单元/机筒中的聚合物的温度和压力确定的。换句话说,注料大小是在给定温度和压力下在注塑螺杆或射料杆的冲程中注入的熔融塑料材料的总体积。注料大小可包含经由一个或多个浇口将熔融塑料材料注入到一个或多个注入腔中。熔融塑料材料的注料还可由一个或多个注入单元/机筒制备和注入。
27.详细地参看各图,图1示出通常包含注入系统12和合模系统14的示例性注入模制设备10。热塑性材料可呈热塑性团粒16的形式引入到注入系统12。热塑性团粒16可放置到料斗18中,料斗将热塑性团粒16馈送到注入系统12的受热机筒20中。热塑性团粒16在馈送到受热机筒20中之后可通过往复螺杆22驱动到受热机筒20的端部。受热机筒20的加热和热塑性团粒16被往复螺杆22的压缩致使热塑性团粒16熔融,从而形成熔融热塑性材料24。
28.往复螺杆22迫使熔融热塑性材料24朝向喷嘴26以形成热塑性材料的注料,所述注料将经由一个或多个浇口30(优选地三个或更少浇口)注入到模具28的模腔32中,所述浇口将熔融热塑性材料24流导引到模腔32。在其它实施例中,喷嘴26可以通过进料系统(未图
示)与一个或多个浇口30分离。模腔32形成于模具28的第一模具侧25和第二模具侧27之间,并且第一和第二模具侧25、27通过压机或合模单元34在压力下保持在一起。压机或合模单元34在模制工艺期间施加合模力,所述合模力大于用于分离两个半模25、27的注入压力所施加的力,借此在熔融热塑性材料24被注入到模腔32中的同时将第一和第二模具侧25、27保持在一起。为了支持这些合模力,合模系统14可包含模框和模座。
29.一旦将熔融热塑性材料24的注料注入到模腔32中,往复螺杆22就停止向前行进。随着材料填充模腔32,熔融热塑性材料24采取模腔32的形式。熔融热塑性材料24在模腔32内部冷却直至热塑性材料24凝固。一旦热塑性材料24已经凝固,压机34就释放第一和第二模具侧25、27,第一和第二模具侧25、27彼此分离,且成品零件可从模具28射出。模具28可包含多个模腔32(例如,八个、十六个、24个、48个、72个模腔)以增加总生产率。为了便于参考,具有多个模腔32的模具28可被称为“多腔模具”。所述多个模腔32的腔的形状可彼此相同、类似或不同。(后者可视为一系列模腔32)。
30.控制器50与位于喷嘴26附近的传感器52和螺杆控制器36以通信方式连接。控制器50可包含微处理器、具有存储于其上的至少一个数据库的存储器,以及一个或多个通信链路。传感器52可提供热塑性材料何时正接近模腔32中的填充结束位置的指示。传感器52可以光学方式、以声学方式、以气动方式、以机械方式、以机电方式,或通过感测热塑性材料的压力和/或温度等其它方式来感测热塑性材料的存在。当由传感器52测量热塑性材料的压力或温度时,此传感器52可以向控制器50发送指示所述压力或温度的信号,从而为控制器50提供当填充完成时在模腔32中(或在喷嘴26中)维持的目标压力。此信号通常可用于控制模制工艺,使得材料粘度、模具温度、熔体温度和影响填充速率的其它变量的变化由控制器50调整。这些调整可以在模制循环期间立即进行,或者可以在后续的循环中进行校正。此外,若干信号可在若干循环期间的计算中使用,且接着由控制器50使用以计算对模制循环的调整。控制器50可分别经由有线连接54、56连接到传感器52和螺杆控制件36。在其它实施例中,控制器50可经由无线连接、机械连接、液压连接、气动连接,或所属领域的一般技术人员已知的将允许控制器50与传感器52和螺杆控制件36通信的任何其它类型的通信连接而连接到传感器52和螺杆控制件36。
31.在图1的实施例中,传感器52是压力传感器,其测量(直接或间接)喷嘴26附近的熔融热塑性材料24的熔体压力。传感器52生成电信号,所述电信号被传输到控制器50。控制器50接着命令螺杆控制件36以维持熔融热塑性材料24在喷嘴26中的所要熔体压力的速率推进螺杆22。虽然传感器52可直接测量熔体压力,但传感器52还可以通过测量指示熔体压力的熔融热塑性材料24的其它特性(例如温度、粘度、流率等)来间接测量熔体压力。同样地,传感器52不需要直接位于喷嘴26中,实际上,传感器52可以位于注入系统12或模具28内的与喷嘴26成流体连接的任何位置处。作为实例,传感器52可位于机筒20中以测量往复螺杆22的位置、往复螺杆22的行程、缓冲,或另一工艺参数。如果传感器52不位于喷嘴26内,则可以对所测量的特性应用适当校正因子,以计算喷嘴26中的熔体压力的估计值。传感器52不需要与注入的流体直接接触,且可替代地与流体动态连通并且能够感测流体的压力和/或其它流体特性。在另外其它实施例中,传感器52不需要安置于与喷嘴成流体连接的位置处。实际上,传感器52可测量由第一和第二模具部分25、27之间的分模线处的合模系统14生成的合模力。在一个方面中,控制器50可根据来自传感器52的输入维持压力。或者,传感器52
可以通过电动压机测量电力需求,其可用于计算喷嘴中的压力的估计值。
32.在注入模制系统中,可在模腔32内的所要位置处检测到熔融聚合材料的流动前沿的位置。如上文所描述,流动前沿已经到达模腔32中的特定位置的事实可以由传感器52检测到。举例来说,传感器52可以采用压力转换器的形式,并且可以使用真空压力。作为压力传感器的替代或补充,可以使用一个或多个温度传感器(例如热电阻器)来确定或校验流动前沿已经到达模腔32的给定位置。此传感器52可以通过感测温度或压力或通过感测温度或压力的缺失来操作。例如,传感器可以感测空气流,并且在中断后,传感器52可以检测到所述中断并且向控制器50传达空气流已经中断。替代地或另外,流动前沿的位置可以基于时间、螺杆位置(例如,使用电位计监测的)、液压、流动前沿的速度,或某一其它工艺特性来确定。作为实例,流动前沿的位置可以通过监测螺杆位置来确定,当随着时间分析螺杆位置时,螺杆位置可以用于计算模具28中的热塑性材料的体积。如图1中所示出,压力注入模制设备10进一步包含联接(例如,附接)到机筒20内的往复螺杆22的一部分的锁环60。在图1中示出的实例中,锁环60在往复螺杆22的端部62附近的位置处联接到往复螺杆22。锁环60通常被配置成防止或至少限制熔融热塑性材料24的回流,即,防止或至少限制熔融热塑性材料24在从喷嘴26朝向料斗18的方向上流动。作为实例,锁环60可被配置成允许小于熔融热塑性材料24的目标注料大小的10%、9%、8%、7%、6%、5%、4%、3%、2%或1%的回流。
33.在压力注入模制设备10的操作期间,有可能多腔模具28中的一个或多个腔32可能变为非操作的(例如,受阻)。举例来说,进入多腔模具28的熔融热塑性材料24可比预期更快地冷却,且在整个腔被熔融热塑性材料24填满之前凝固。因此,熔融热塑性材料24可在腔32中的一个的浇口中或腔32中的一个内的位于浇口附近的区域中冷却和凝固,借此阻挡所述腔32。然而,一些常规多腔模具28不包含安置于非操作腔32内且指示腔32为非操作的反馈机构。出于此原因,一些常规多腔模具28确实具有此反馈机构,其呈安置于多腔模具28的每一腔32中的传感器的形式。然而,将传感器安置在多腔模具28的每一腔32中这一做法的安装、维护和维修相当昂贵。
34.在任何情况下,当注入系统12的控制器50缺乏腔32中的一个或多个为非操作的任何指示时,尽管这些腔32中的一个或多个为非操作的,注入系统12的往复螺杆22也继续将相同量的熔融热塑性材料24注入到多腔模具28的每一腔32中。因此,往复螺杆22继续朝向往复螺杆22的最前位置推进,借此将材料注入到或尝试注入到剩余的操作腔32中。这继而可能导致过多量的材料被注入到操作腔32中的一个或多个中,借此导致由多腔模具28产生的一个或多个零件发生溢料。本公开旨在通过以下方式防止此问题:检测何时一个或多个腔32为非操作的,而不使用安置于腔32中的每一个中的传感器或不使用安置于多腔模具28中的腔32中的任一个中的传感器;以及自动调整注入系统12的工艺参数以补偿非操作腔,借此维持产品的质量并限制用于维修的停工时间。
35.图2示出分别检测和补偿注入模制设备10中的一个或多个非操作模腔的方法100的实例。方法100通常包含以下步骤:(1)经由往复螺杆32将熔融热塑性材料注入到模腔32中(框108),(2)测量注入期间或之后的预定时间处注入模制设备的第一工艺参数(框112),(3)基于第一工艺参数,确定一个或多个模腔32是否为非操作的(框116),以及(4)当确定一个或多个模腔为非操作时,自动调整注入模制设备10的第一工艺参数或第二工艺参数(框120)。
36.在一些实例中,方法100包含使用控制器50或另一计算装置确定(例如,计算、记录)注入期间的一个或多个预定时间处的一个或多个预期(或所要)工艺参数。预期工艺参数通常基于以下来确定:待生产的零件的规格,例如将用以制造零件的热塑性材料的类型;产品的总体尺寸(例如,高度、宽度、长度、半径、直径等);待制造的零件的量(即,多腔模具中的腔的量);注入模制设备10的规格;使用注入模制设备10(或另一注入模制设备)执行的用以产生优质模制零件的一个或多个先前注入循环;使用模具模拟器执行的模拟注入循环;或其组合。举例来说,控制器50可确定注入期间喷嘴26中的熔融热塑性材料24的预期(或所要)熔体压力。作为另一实例,控制器50可确定注入开始之前以及在注入期间或之后的另一时间点处往复螺杆22的预期(或所要)位置。作为又一实例,控制器50可确定预期缓冲(即,在注入结束时应安置于锁环60和机筒20的一端之间的熔融热塑性材料24的量)。工艺参数还可为填充结束过渡点,例如螺杆位置设定点或时间设定点。举例来说,调整工艺参数可涉及将填充结束过渡点从第一压力调整到第二压力。第二压力低于第一压力。
37.一旦确定预期工艺参数,所述预期工艺参数就可存储在存储于控制器50(或另一计算装置)的存储器中的预期参数数据库中,以稍后由控制器50存取。在某些情况下,用多个不同预期工艺参数和/或一个或多个工艺参数的多个期望值填充预期参数数据库可能是有利的。举例来说,预期参数数据库可用多个预期缓冲值填充。这样做可为操作者、编程者或控制器50提供各个工艺参数的可接受或预期参数的范围。在某些情况下,控制器50可使时戳与每一预期参数相关联。
38.在可例如基于大体上恒定的低压力执行的注入期间,将熔融热塑性材料24注入到腔32中,所述腔中的一个或多个可为非操作的。在注入期间或之后,控制器50测量所述一个或多个预定时间处注入模制设备10的多个工艺参数,所述一个或多个预定时间在一些情况下将对应于与存储在预期参数数据库中的预期工艺参数相关联的预定时间。控制器50使用传感器52和注入模制设备10中采用的任何其它传感器测量所述多个工艺参数。举例来说,控制器50可在注入期间或之后的一个或多个预定时间处(例如,在控制器50确定往复螺杆22的预期位置的每一时戳处)测量往复螺杆22的实际位置。控制器50可在注入期间或之后的一个或多个预定时间处(例如,在控制器50确定熔融热塑性材料24的预期缓冲64的每一时戳处)测量熔融热塑性材料24的实际缓冲64。控制器50可同样在注入期间或之后的一个或多个预定时间处(例如,在控制器50确定熔融热塑性材料24的预期熔体压力的每一时戳处)测量朝向喷嘴26的熔融热塑性材料24的实际熔体压力。最后,控制器50可在注入期间或之后的一个或多个预定时间处(例如,在控制器50确定往复螺杆22的预期行程的每一时戳处)测量往复螺杆22的实际行程。
39.不同于如上文所论述可不包含反馈系统或具有功能失常的反馈系统的常规注入模制工艺,本公开的注入模制设备10可确定所述多个腔28中的一个或多个腔32是否为非操作的,而不使用安置于腔32中的任何传感器。更确切地说,控制器50(或另一计算装置)基于测得的工艺参数确定一个或多个腔32是否为非操作的。在某些情况下,此确定可仅仅基于测得的工艺参数。作为实例,可通过比较注入期间的若干不同时间点处测得的工艺参数中的一个来作出此确定,借此测得的工艺参数之间的值的偏差可指示一个或多个腔32为非操作的。作为实例,在注入期间,熔融热塑性材料24的熔体压力应在整个注入过程中为稳定或恒定的;因此,注入期间的各个预定时间处熔体压力值的波动可指示至少一个腔32为非操
作的。在其它情况下,此确定可基于存储在预期参数数据库中的一个或多个预期参数与由控制器50测得的一个或多个相应实际工艺参数之间的比较。确切地说,控制器50将所述一个或多个预期参数与测得的所述一个或多个相应实际参数进行比较,且基于所述比较确定预期参数与相应实际参数之间是否存在差异。在某些情况下,任何量的差异都将指示一个或多个腔32为非操作的。作为实例,当实际缓冲64大于预期缓冲64时,控制器50确定一个或多个腔32为非操作的。值得注意的是,当实际缓冲64大于预期缓冲64时,二者之间的差可指示多少腔32为非操作的。在其它情况下,控制器50可将差与阈值差进行比较;当差超出阈值差时,控制器50确定一个或多个腔32为非操作的,而当差小于阈值差时,控制器50确定所有腔32为操作的。
40.当控制器50确定腔32中的一个或多个为非操作时,控制器50(或另一计算装置)自动调整注入模制设备10的一个或多个工艺参数(例如,熔融热塑性材料24的熔体压力)以补偿(一个或多个)非操作腔32,而不必减缓生产或牺牲模制零件的质量。在某些情况下,控制器50可自动调整首先用于确定腔32中的所述一个或多个为非操作的相同参数。然而,在其它情况下,控制器50可自动调整除用于确定腔32中的所述一个或多个为非操作的参数以外的一个或多个不同参数。
41.图3a-4b示出上文描述的注入模制设备10可如何用于确定一个或多个腔32是否为非操作以及响应于检测而调整工艺参数以补偿至少一个非操作腔的实例。图3a和3b分别示出往复螺杆22的实际位置和往复螺杆22的预期位置。图4a和4b分别示出熔融热塑性材料24的实际缓冲64和熔融热塑性材料24的预期缓冲64。
42.图3a示出注入期间的预定时间处呈往复螺杆22的实际位置的形式的实例实际参数。换句话说,在注入期间的此预定时间处,往复螺杆22实际位于图3a中示出的位置中。继而,控制器50将往复螺杆22的实际位置与注入期间的相同预定时间处往复螺杆22的预期位置(其在图3b中示出)进行比较。如图3b所证实,往复螺杆22的预期位置不同于图3a中示出的往复螺杆22的实际位置。实际上,往复螺杆22的实际位置比预期更远离机筒20的端部。相应地,控制器50可确定一个或多个腔32为非操作的,且可通过调整所述多个工艺参数中的工艺参数以补偿(一个或多个)非操作腔来作出响应。控制器50可使用机器学习算法以基于待调整的工艺参数调整注入模制设备的操作以补偿(一个或多个)非操作腔。
43.图4a示出注入期间的预定时间处熔融热塑性材料24的实例实际缓冲64,其通过往复螺杆22的前端62到注入模制设备10的机筒22的端部68的距离来测量。熔融热塑性材料24的缓冲64预期在注入期间的此预定时间处具有图4b中示出的特定长度。继而,控制器50将熔融热塑性材料24的实际缓冲64与注入期间熔融热塑性材料24的预期缓冲64(其在图4b中示出)进行比较。如图4a所证实,熔融热塑性材料24的实际缓冲64不同于图4b中示出的熔融热塑性材料24的预期缓冲64。实际上,熔融热塑性材料24的实际缓冲64大于预期。相应地,控制器50可确定一个或多个腔32为非操作的,且可通过调整所述多个工艺参数中的工艺参数以补偿(一个或多个)非操作腔来作出响应。控制器50可使用机器学习算法以基于待调整的工艺参数调整注入模制设备的操作以补偿(一个或多个)非操作腔。
44.从上文应了解,尽管事实是多腔模具28的至少一个腔32可为或可变为非操作的,本文中所描述的注入模制设备10可继续执行当前注入模制循环和后续注入模制循环作为同一注入模制轮次的一部分,同时在剩余操作腔32中继续制造或产生同一注入模制零件的
生产型式。
45.尽管本文描述热塑性塑料注入模制工艺,但本公开中的实施例还可涉及其它注入模制工艺。其它注入模制工艺包含金属注入模制(“mim”)、反应注入模制(“rim”)、液体注入模制(“lim”)、结构泡沫成型,和液晶聚合物(“lcp”)模制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1