注射成型机的控制装置和程序的制作方法
本公开涉及一种注射成型机的控制装置和程序。
背景技术:
1、以往以来,已知一种使放入到料斗的颗粒(树脂)在缸体内熔融后注入到模具的注射成型机。在注射成型机的缸体的外周配置加热器。通过由加热器对缸体进行加热,来使颗粒熔融。
2、注射成型机利用来自加热器的供热和通过螺杆的旋转产生的摩擦热来使树脂熔融。从节能的观点出发,优选的是掌握加热器、马达的消耗电力。作为这样的技术,提出了一种用于测定加热器的消耗电力的技术(例如,参照专利文献1)。另外,提出了一种用于计算如使得消耗电力为规定值或最小那样的成型条件的技术(例如,参照专利文献2)。
3、现有技术文献
4、专利文献
5、专利文献1:日本专利第5882848号公报
6、专利文献2:日本专利第5714838号公报
技术实现思路
1、发明要解决的问题
2、另外,在注射成型机中,从料斗口投入的颗粒由于来自加热器的导热和通过螺杆的旋转产生的剪切发热而熔融。一般而言,“导热”具有热量的供给能力比较低但是偏差比较小这一特征。另外,“剪切”具有热量的供给能力比较高但是偏差比较大这一特征。优选的是,根据对成型品的要求而最佳地分配“导热”与“剪切”的比例。而且,如果能够掌握注射成型机的相对于消耗电力的能量比则为优选。
3、用于解决问题的方案
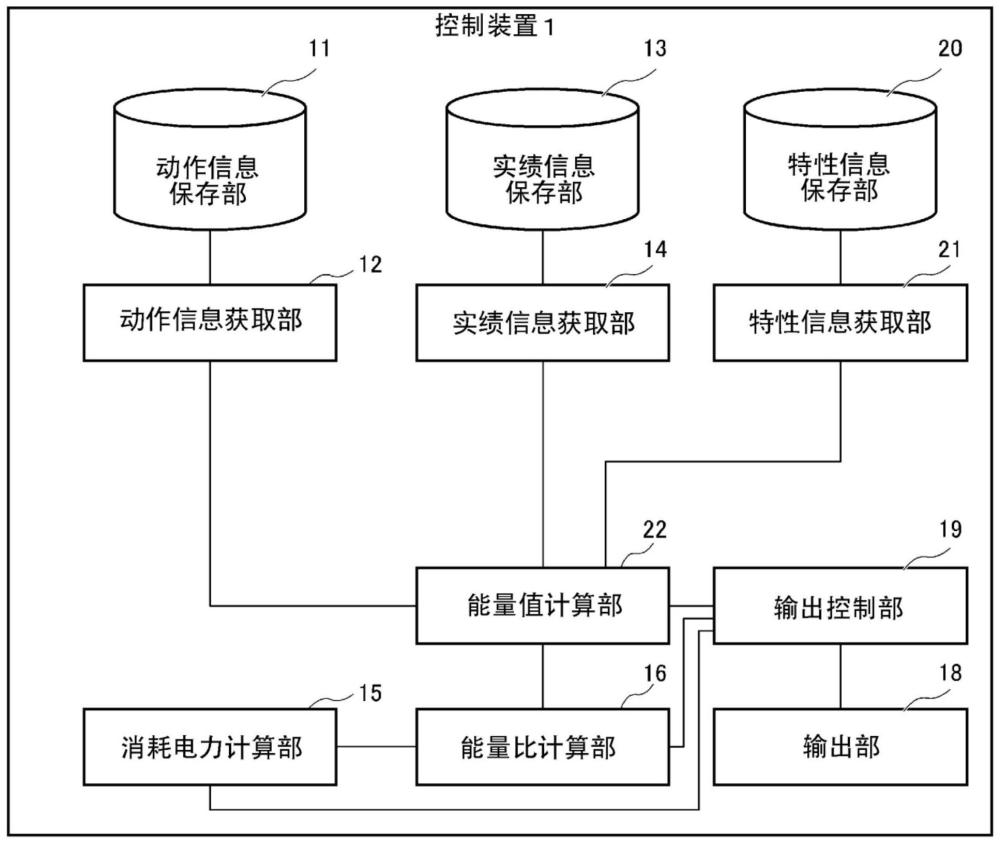
4、(1)本公开涉及一种注射成型机的控制装置,其中,所述注射成型机具有缸体、配置于所述缸体的周边的加热器、以及配置于所述缸体的内部的螺杆,所述控制装置计算规定时刻的相对于消耗电力的能量比,所述注射成型机的控制装置具备:消耗电力计算部,其计算所述注射成型机的消耗电力;动作信息获取部,其获取包含所述加热器的加热器运转率(日文:ヒータ稼働率;英文:operating rate)和所述螺杆的转速的动作信息;特性信息获取部,其获取包含所述加热器的功率(日文:ヒータの容量;英文:capacity of theheater)和用于驱动所述螺杆的马达转矩的特性信息;能量值计算部,其基于所述特性信息和所述动作信息,来至少计算从所述加热器向所述树脂传递的导热能量值和由所述螺杆产生的剪切能量值;以及能量比计算部,其基于所述导热能量值、所述剪切能量值以及所述消耗电力,来计算所述注射成型机的能量比。
5、(2)另外,本公开涉及一种程序,用于使计算机作为注射成型机的控制装置进行动作,其中,所述注射成型机具有缸体、配置于所述缸体的周边的加热器、以及配置于所述缸体的内部的螺杆,所述控制装置计算规定时刻的相对于消耗电力的能量比,所述程序使所述计算机作为以下各部发挥功能:消耗电力计算部,其计算所述注射成型机的消耗电力;动作信息获取部,其获取包含所述加热器的加热器运转率和所述螺杆的转速的动作信息;特性信息获取部,其获取包含所述加热器的功率和用于驱动所述螺杆的马达转矩的特性信息;能量值计算部,其基于所述特性信息和所述动作信息,来至少计算从所述加热器向所述树脂传递的导热能量值和由所述螺杆产生的剪切能量值;以及能量比计算部,其基于所述导热能量值、所述剪切能量值以及所述消耗电力,来计算所述注射成型机的能量比。
6、发明的效果
7、根据本公开,能够提供一种甚至能够掌握注射成型机的相对于消耗电力的能量比的注射成型机的控制装置和程序。
技术特征:
1.一种注射成型机的控制装置,其中,所述注射成型机具有缸体、配置于所述缸体的周边的加热器、以及配置于所述缸体的内部的螺杆,所述控制装置计算规定时刻的相对于消耗电力的能量比,所述注射成型机的控制装置具备:
2.根据权利要求1所述的注射成型机的控制装置,其中,
3.根据权利要求2所述的注射成型机的控制装置,还具备:
4.根据权利要求3所述的注射成型机的控制装置,其中,
5.根据权利要求3所述的注射成型机的控制装置,其中,
6.根据权利要求4或5所述的注射成型机的控制装置,其中,
7.根据权利要求3至6中的任一项所述的注射成型机的控制装置,其中,
8.根据权利要求1至7中的任一项所述的注射成型机的控制装置,其中,
9.根据权利要求1至8中的任一项所述的注射成型机的控制装置,其中,
10.根据权利要求1至7中的任一项所述的注射成型机的控制装置,其中,
11.根据权利要求2至10中的任一项所述的注射成型机的控制装置,其中,
12.根据权利要求11所述的注射成型机的控制装置,还具备:
13.根据权利要求12所述的注射成型机的控制装置,其中,
14.一种程序,用于使计算机作为注射成型机的控制装置进行动作,其中,所述注射成型机具有缸体、配置于所述缸体的周边的加热器、以及配置于所述缸体的内部的螺杆,所述控制装置计算规定时刻的相对于消耗电力的能量比,所述程序使所述计算机作为以下各部发挥功能:
技术总结
提供一种甚至能够掌握注射成型机的相对于消耗电力的能量比的注射成型机的控制装置和程序。一种注射成型机的控制装置,该注射成型机具有缸体、配置于该缸体的周边的加热器、以及配置于缸体的内部的螺杆,控制装置计算规定时刻的相对于消耗电力的能量比,该注射成型机的控制装置具备:消耗电力计算部,其计算注射成型机的消耗电力;动作信息获取部,其获取包含加热器的加热器运转率和螺杆的转速的动作信息;特性信息获取部,其获取包含加热器的功率和用于驱动螺杆的马达转矩的特性信息;能量值计算部,其基于特性信息和动作信息,来至少计算从加热器向树脂传递的导热能量值和由螺杆产生的剪切能量值;以及能量比计算部,其基于导热能量值、剪切能量值以及消耗电力,来计算注射成型机的能量比。
技术研发人员:并木谦佑
受保护的技术使用者:发那科株式会社
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!