一种固定分体式瓶体把手的方法与流程
1.本发明涉及水壶制造技术领域,尤其涉及一种固定分体式瓶体把手的方法。
背景技术:
2.目前固定分体式把手的方式非常局限,仅仅适用于petg此类低温成形材料(成形过程不需要很高温就可以软化且延展出复杂的造型来固定住分体式把手),诸如tritan、ppsu、pc等高温成形材料就很难延展出复杂造型来固定把手,仅仅能做一些简单的膨胀形变。
技术实现要素:
3.本发明提供了一种固定分体式瓶体把手的方法,以解决目前在吹制过程中高温材料无法发生复杂形变来固定把手的问题。
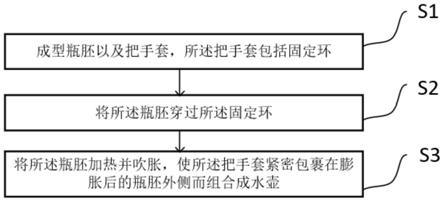
4.本发明提供了一种固定分体式瓶体把手的方法,该方法包括:s1,成型瓶胚以及把手套,所述把手套包括固定环;s2,将所述瓶胚穿过所述固定环;s3,将所述瓶胚加热并吹胀,使所述把手套紧密包裹在膨胀后的瓶胚外侧而组合成水壶。
5.可选地,所述将所述瓶胚加热并吹胀,使所述把手套紧密包裹在膨胀后的瓶胚外侧而组合成水壶之后,所述方法还包括:
6.对所述水壶进行冷却定型。
7.可选地,冷却定型时间为15-25s。
8.可选地,步骤s3中,加热温度为150-450℃。
9.可选地,步骤s3中,吹胀压力为5-15千帕。
10.可选地,所述将所述瓶胚穿过所述固定环之后,所述方法还包括:
11.利用模具固定在所述把手套的外侧。
12.本发明实施例提供的上述技术方案与现有技术相比具有如下优点:
13.本发明实施例提供的该加工方法,采用对瓶胚吹胀后向外膨胀而使把手套包裹瓶胚的方法,决定了瓶胚无需进行复杂的形变即可被把手套套住,大大降低了瓶胚发生形变的温度要求,就算使用tritan、ppsu、pc等高温材料作为瓶胚,也不需要太高温度就可以实现简单的吹胀变形来被把手套套住,对成形工艺的要求就低很多。
附图说明
14.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
16.图1为本发明实施例1提供的一种固定分体式瓶体把手的方法的流程示意图;
17.图2为本发明实施例2提供的一种固定分体式瓶体把手的方法的流程示意图;
18.图3为本发明实施例1提供的一种固定分体式瓶体把手的方法中的步骤s1的示意图;
19.图4为本发明实施例1提供的一种固定分体式瓶体把手的方法中的步骤s2的示意图;
20.图5为本发明实施例1提供的一种固定分体式瓶体把手的方法中的步骤s3的示意图。
具体实施方式
21.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.实施例1
23.图1为本发明实施例1提供的一种固定分体式瓶体把手方法的流程示意图。本发明实施例提出了一种固定分体式瓶体把手方法,具体地,参见图1,该固定分体式瓶体把手方法包括如下步骤s1-s3。
24.s1,成型瓶胚以及把手套,所述把手套包括固定环。
25.具体地,首先成型瓶胚以及把手套。所述把手套的形状要求为一种中空闭环状,所述把手套可以是一体式闭环体,可以是组合式闭环体(比如两个对半开的模块组合固定在一起)。
26.参见图3,图3为步骤s1的示意图。
27.s2,将所述瓶胚穿过所述固定环。
28.具体地,将成形好的所述瓶胚穿过所述固定环。
29.参见图4,图4为步骤s2的示意图。
30.s3,将所述瓶胚加热并吹胀,使所述把手套紧密包裹在膨胀后的瓶胚外侧而组合成水壶。
31.具体地,将所述瓶胚加热并吹胀,使所述把手套紧密包裹在膨胀后的瓶胚外侧而组合成水壶。
32.参见图5,图5为步骤s3的示意图。
33.以上步骤s3包括:加热温度为150-450℃;吹胀压力为5-15千帕。
34.在一实施例中,当所述瓶胚的材料为petg此类低温成形材料时,成形过程不需要很高温就可以软化且延展出复杂的造型来固定住分体式的把手套,所以当所述瓶胚的材料为petg材料时,加热温度为200℃;而当所述瓶胚的材料为tritan、ppsu、pc等高温成形材料时,pc材料和tritan材料的加热温度为280℃,ppsu材料的加热温度为400℃。具体实施时吹胀压力为10千帕。
35.具体而言,本发明通过对瓶胚吹胀后向外膨胀而使把手套包裹瓶胚,决定了瓶胚无需进行复杂的形变即可被把手套套住,大大降低了瓶胚发生形变的温度要求,就算使用tritan、ppsu、pc等高温材料作为瓶胚,也不需要太高温度就可以实现简单的吹胀变形来被
把手套套住,对成形工艺的要求就低很多。
36.实施例2
37.图2为本发明实施例2提供的一种固定分体式瓶体把手方法的流程示意图。本发明实施例提出了一种固定分体式瓶体把手方法,具体地,参见图2,该固定分体式瓶体把手方法包括如下步骤s11-s15。
38.s11,成型瓶胚以及把手套,所述把手套包括固定环。
39.具体地,成型瓶胚以及把手套。所述把手套的形状要求为一种中空闭环状,所述把手套可以是一体式闭环体,可以是组合式闭环体(比如两个对半开的模块组合固定在一起)。
40.s12,将所述瓶胚穿过所述固定环。
41.具体地,将成形好的所述瓶胚穿过所述固定环。
42.s13,利用模具固定在所述把手套的外侧。
43.具体地,利用模具固定在所述把手套的外侧。
44.s14,将所述瓶胚加热并吹胀,使所述把手套紧密包裹在膨胀后的瓶胚外侧而组合成水壶。
45.具体地,将所述瓶胚加热并吹胀,使所述把手套紧密包裹在膨胀后的瓶胚外侧而组合成水壶。
46.以上步骤s14包括:加热温度为150-450℃;吹胀压力为5-15千帕。
47.在一实施例中,当所述瓶胚的材料为petg此类低温成形材料时,成形过程不需要很高温就可以软化且延展出复杂的造型来固定住分体式的把手套,所以当所述瓶胚的材料为petg材料时,加热温度为200℃;而当所述瓶胚的材料为tritan、ppsu、pc等高温成形材料时,pc材料和tritan材料的加热温度为280℃,ppsu材料的加热温度为400℃。具体实施例中,吹胀压力为10千帕。
48.s15,对所述水壶进行冷却定型。
49.具体地,对所述水壶进行冷却定型,从而使得所述瓶胚冷却后与所述把手套牢牢结合。
50.以上步骤s15包括:冷却定型时间为15-25s。具体实施中,冷却定型时间为20s。
51.需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
52.以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1