一种增强排气性能的医疗背光盒制作模具的制作方法
1.本发明涉及注塑模具技术领域,具体为一种增强排气性能的医疗背光盒制作模具。
背景技术:
2.注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,从某种意义上讲,注射模具也是一种置换装置,即塑料熔体进入模腔,同时置换出模腔内部的空气,事实上,模腔内部的空气并不局限于模腔内,塑料熔体同样会微量分解出气体,这些气体需要及时排出,否则会导致产品出现气泡、表面焦痕等瑕疵。
3.现有医疗背光盒通过注塑模具生产,可以极大地提高生产效率,在生产时需要将塑料熔体注射到模腔内部,随后塑料熔体冷却形成指定形状的盒体,在这个过程中,模具通过内部设置的排气槽将模腔内部气体排出,而由于在日常保养模具时,顶针油会渗透到排气槽内部,导致排气槽被堵塞,进而降低模腔的排气性能,易造成生产的背光盒产品出现瑕疵。
4.另外,塑料熔体的不同,熔体在冷却时释放的气体量也会不同,因此当熔体排气量较多时,型腔通过排气槽排气速率较低,造成型腔内气体进入熔体产生气孔,而如果增加排气槽数量,就容易在熔体冷却硬化时因锁模压力增大而裂开,故无法大量增加排气槽数量。
技术实现要素:
5.为解决上述模具内部排气槽易被顶针油堵塞,进而降低模腔排气性能,在熔体释放较多气体时,通过排气槽排气速率较低造成熔体出现气孔,且通过增加排气槽数量提高排气速度会造成熔体开裂的问题,实现以上避免模具内部排气槽被顶针油堵塞,降低模腔排气性能造成生产的背光盒产品出现瑕疵,通过增加排气槽数量提高型腔排气速度且不会造成熔体裂开的目的,本发明通过以下技术方案予以实现:一种增强排气性能的医疗背光盒制作模具,包括动模座及固定在所述动模座左侧的导柱,所述动模座的左侧设置有定模座,所述定模座的内壁开设有主排气槽,所述定模座的内部包括有疏通机构,所述疏通机构包括开设在所述定模座内部的承接腔,所述承接腔靠近所述主排气槽的一侧开设有通孔,所述承接腔的内部设置有转轴,所述转轴的内部开设有疏导腔,所述转轴的侧面固定连接有刮板,所述刮板的表面开设有倾斜槽,所述转轴的侧面啮合连接有单向齿杆,所述单向齿杆远离所述转轴的一侧固定连接有液压板,所述液压板的侧面滑动连接有水银管,所述疏导腔的顶部设置有引出管,所述定模座的内部且位于所述疏通机构的一侧包括有辅助机构。
6.进一步的,所述承接腔通过所述通孔与所述主排气槽相互连通,随着气流在主排气槽内部流动,附着在主排气槽内壁的顶针油会在气流的作用下通过通孔渗入到承接腔内部。
7.进一步的,所述单向齿杆与所述转轴单向啮合,随着单向齿杆的移动,转轴带动侧
面的刮板单向转动,对进入到承接腔内部的顶针油进行刮除。
8.进一步的,所述水银管的内部填充有液态水银,且位于所述液压板与所述水银管形成的密封区域内,模具不断进行受热与冷却过程会导致水银管内部水银膨胀收缩,驱动液压板移动。
9.进一步的,所述倾斜槽设置成向下倾斜状,在顶针油进入到倾斜槽内部后通过倾斜槽流入到与之连通的疏导腔内部。
10.进一步的,所述辅助机构包括开设在所述定模座内壁的辅排气槽,所述辅排气槽的内部滑动连接有密封板,所述密封板远离所述辅排气槽的一侧固定连接有限位架,所述限位架的侧面滑动连接有预留腔,所述预留腔的内部且位于所述限位架的侧面设置有检测气囊,所述检测气囊的左侧穿插设置有漏气管,所述漏气管的内壁转动连接有挡气板。
11.进一步的,所述检测气囊的侧面连通有补气管,且补气管另一侧伸长到外界,通过气泵持续对检测气囊型腔进行气体补充,使检测气囊内部气压力持续处于动态稳定。
12.进一步的,所述挡气板的侧面设置有限制弹簧,且所述挡气板在初始时将所述漏气管堵塞,使得检测气囊在被挤压到一定程度时通过漏气管排出气体。
13.本发明提供了一种增强排气性能的医疗背光盒制作模具。具备以下有益效果:
14.1、该增强排气性能的医疗背光盒制作模具,在通过模具生产背光盒时,将定模座通过导柱贴合在定模座侧面,形成模具的型腔,通过注塑口向型腔内注射塑料熔体,同时模具内部的主排气槽会排出型腔内部气体,当主排气槽内壁附着有顶针油时,顶针油会在主排气槽内部气流的作用下通过通孔进入到承接腔内部,之后通过疏通机构内部的引出管排出,避免了顶针油将主排气槽堵塞,降低模腔的排气性能,达到了避免模具内部排气槽被顶针油堵塞,降低模腔排气性能造成生产的背光盒产品出现瑕疵的目的。
15.2、该增强排气性能的医疗背光盒制作模具,在熔体进入到型腔内冷却过程中,熔体会释放气体,此时熔体还未硬化,辅排气槽自动打开增大型腔排气速度,在熔体冷却硬化时,辅排气槽自动关闭,避免了因锁模压力造成熔体开裂的现象,达到了通过增加排气槽数量提高型腔排气速度且不会造成熔体裂开的目的。
附图说明
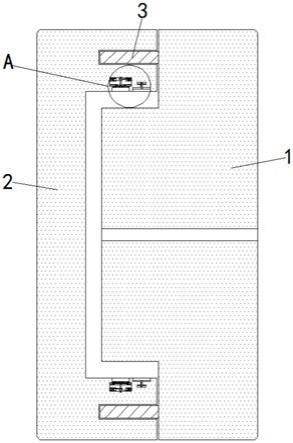
16.图1为本发明结构模具整体剖视示意图;
17.图2为本发明结构图1中a部分放大示意图;
18.图3为本发明结构图2中b部分放大示意图;
19.图4为本发明结构转轴与刮板连接剖视示意图;
20.图5为本发明结构转轴与刮板连接侧面剖视示意图;
21.图6为本发明结构转轴与刮板连接立体示意图;
22.图7为本发明结构水银管剖视示意图;
23.图8为本发明结构图2中c部分放大示意图;
24.图9为本发明结构图2中d部分放大示意图;
25.图10为本发明结构与检测气囊连接机构剖视示意图。
26.图中:1、动模座;2、定模座;3、导柱;4、主排气槽;5、疏通机构;51、承接腔;52、通孔;53、转轴;54、疏导腔;55、刮板;56、倾斜槽;57、单向齿杆;58、液压板;59、水银管;510、引
出管;6、辅助机构;61、辅排气槽;62、密封板;63、限位架;64、预留腔;65、检测气囊;66、漏气管;67、挡气板。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.该增强排气性能的医疗背光盒制作模具的实施例如下:
29.实施例:
30.请参阅图1-图10,一种增强排气性能的医疗背光盒制作模具,包括动模座1及固定在动模座1左侧的导柱3,动模座1的左侧设置有定模座2,定模座2的内壁开设有主排气槽4,定模座2的内部包括有疏通机构5,疏通机构5包括开设在定模座2内部的承接腔51,承接腔51通过通孔52与主排气槽4相互连通,随着气流在主排气槽4内部流动,附着在主排气槽4内壁的顶针油会在气流的作用下通过通孔52渗入到承接腔51内部,承接腔51靠近主排气槽4的一侧开设有通孔52,承接腔51的内部设置有转轴53,转轴53的内部开设有疏导腔54,转轴53的侧面固定连接有刮板55。
31.刮板55的表面开设有倾斜槽56,倾斜槽56设置成向下倾斜状,在顶针油进入到倾斜槽56内部后通过倾斜槽56流入到与之连通的疏导腔54内部,转轴53的侧面啮合连接有单向齿杆57,单向齿杆57与转轴53单向啮合,随着单向齿杆57的移动,转轴53带动侧面的刮板55单向转动,对进入到承接腔51内部的顶针油进行刮除,单向齿杆57远离转轴53的一侧固定连接有液压板58,液压板58的侧面滑动连接有水银管59,水银管59的内部填充有液态水银,且位于液压板58与水银管59形成的密封区域内,模具不断进行受热与冷却过程会导致水银管59内部水银膨胀收缩,驱动液压板58移动,疏导腔54的顶部设置有引出管510。
32.定模座2的内部且位于疏通机构5的一侧包括有辅助机构6,辅助机构6包括开设在定模座2内壁的辅排气槽61,辅排气槽61的内部滑动连接有密封板62,密封板62远离辅排气槽61的一侧固定连接有限位架63,限位架63的侧面滑动连接有预留腔64,预留腔64的内部且位于限位架63的侧面设置有检测气囊65,检测气囊65的侧面连通有补气管,且补气管另一侧伸长到外界,通过气泵持续对检测气囊65型腔进行气体补充,使检测气囊65内部气压力持续处于动态稳定,检测气囊65的左侧穿插设置有漏气管66,漏气管66的内壁转动连接有挡气板67,挡气板67的侧面设置有限制弹簧,且挡气板67在初始时将漏气管66堵塞,使得检测气囊65在被挤压到一定程度时通过漏气管66排出气体。
33.工作原理:在通过模具生产背光盒时,将定模座2通过导柱3贴合在定模座2侧面,形成模具的型腔,通过注塑口向型腔内注射塑料熔体,同时模具内部的主排气槽4会排出型腔内部气体,当主排气槽4内壁附着有顶针油时,顶针油会在主排气槽4内部气流的作用下通过通孔52进入到承接腔51内部,而由于塑料熔体在注射到模具内部后,模具温度升高随后冷却,导致水银管59内部水银进行膨胀与收缩过程,又液压板58侧面通过弹簧与水银管59内壁连接,故在水银膨胀力与弹簧回复力的作用下,液压板58会带动单向齿杆57往复移动。
34.由于单向齿杆57与转轴53单向啮合,随着单向齿杆57的移动,转轴53被啮合带动单向转动,同时带动侧面的刮板55单向转动,而刮板55相对于承接腔51内壁成倾斜状,且与承接腔51内壁接触,因此转动的刮板55会对进入到承接腔51内部的顶针油进行刮除,顶针油被刮除驱动到刮板55侧面开设的倾斜槽56内部,由于倾斜槽56设置成向下倾斜状,在顶针油进入到倾斜槽56内部后通过倾斜槽56流入到与之连通的疏导腔54内部,又引出管510与疏导腔54连通,且另一端通向模具外界,故只需对引出管510抽气便能够将顶针油抽出模具,避免了顶针油将主排气槽4堵塞,降低模腔的排气性能,达到了避免模具内部排气槽被顶针油堵塞,降低模腔排气性能造成生产的背光盒产品出现瑕疵的目的。
35.在熔体进入到型腔内冷却过程中,熔体会释放气体,此时熔体还未硬化,即熔体在硬化前释放大量气体,在硬化时则不会,大量的气体通过主排气槽4无法及时排出导致型腔内部气压力增大,故将辅排气槽61堵塞的密封板62会通过限位架63挤压检测气囊65,由于检测气囊65的侧面连通有补气管,且补气管另一侧伸长到外界,通过气泵持续对检测气囊65型腔进行气体补充,使检测气囊65内部气压力持续处于动态稳定,当检测气囊65被挤压内部气压力增大,导致挡气板67拉动侧面限位弹簧在漏气管66内部偏转,故而漏气管66漏气,检测气囊65收缩,而密封板62在辅排气槽61内部移动将辅排气槽61打开,增大型腔排气速度。
36.之后熔体逐渐硬化,而型腔内气体压力减小,检测气囊65会在补气管的作用下自动回复形变,通过限位架63带动密封板62自动将辅排气槽61关闭,避免了因锁模压力造成熔体开裂的现象,达到了通过增加排气槽数量提高型腔排气速度且不会造成熔体裂开的目的。
37.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1