一种高精密汽车大灯模具的制作方法
1.本实用新型属于汽车大灯模具技术领域,具体地说,涉及一种高精密汽车大灯模具。
背景技术:
2.公开号cn209158714u公开了一种汽车前大灯双色灯壳倒装模具,包括上模座和下模座,所述下模座的上端面中部开设有凹模,所述下模座的顶部固定连接有位于凹模四周的导柱组件,所述上模座的底部固定连接有凸模,所述凸模与凹模之间形成间隙,所述上模座的底部开设有位于凸模四周的定位槽,所述导柱组件与定位槽插接,所述上模座的顶部插接有隔板,所述隔板一侧贯穿上模座和凸模并与凹模活动连接,所述上模座的正面和背面均设置有电动推杆,所述电动推杆与隔板固定连接,所述上模座的顶部开设有位于隔板一侧的第一浇口。该种汽车前大灯双色灯壳倒装模具解决了现有灯壳加工过程需要经过两次浇料,且当第一次浇料时需要间隔一段时间才能进行第二次浇料,浪费了大量时间的问题。
3.然而,该种汽车前大灯双色灯壳倒装模具在使用时,在进行浇料时,凹模内可能会存在灰尘等杂质,若不及时进行清理,将会影响汽车大灯生产的精密性和质量。
4.有鉴于此特提出本实用新型。
技术实现要素:
5.为解决上述技术问题,本实用新型采用技术方案的基本构思是:
6.一种高精密汽车大灯模具,包括上模座和下模座,所述上模座上设置有凸模,且下模座上设置有凹模,所述下模座的上侧壁设置有用于对凹模进行吹气清理的清理机构;
7.所述清理机构包括固定连接在下模座上侧壁的支撑板,且支撑板的侧壁固定连接有连接板,所述连接板的侧壁固定连接有工作管,且工作管内滑动连接有活塞,所述工作管的侧壁固定连接有出气管,且出气管内设置有第一单向机构,所述工作管的底部固定连接有进气管,且进气管内设置有第二单向机构,所述出气管的另一端固定连接有连接管,且连接管的另一端固定连接有倾斜向下设置的喷嘴,且支撑板的侧壁设置有用于推动活塞进行往复移动的推动机构。
8.所述第一单向机构包括固定连接在出气管内的第一锥形管和第一过滤板,且第一过滤板的侧壁开设有多个第一通孔,所述第一过滤板的侧壁通过第一弹簧连接有第一密封球,且第一密封球与第一锥形管的内壁相抵。
9.所述第二单向机构包括固定连接在进气管内的第二锥形管和第二过滤板,且第二过滤板的侧壁开设有多个第二通孔,所述第二过滤板的下侧壁通过第二弹簧连接有第二密封球,且第二密封球与第二锥形管的内壁相抵。
10.所述推动机构包括固定连接在活塞上侧壁的滑动杆,且滑动杆的上端贯穿工作管的上侧壁设置,所述滑动杆的侧壁套设有第三弹簧,且支撑板的侧壁通过转轴转动连接有
转动盘,所述转动盘的周侧固定连接有多个阵列设置的凸条,且滑动杆的顶端在凸条的侧壁上滑动,所述转轴的转动通过驱动机构进行驱动。
11.所述驱动机构包括固定连接在上模座侧壁上的固定板,且固定板的下侧壁固定连接有齿条,所述转轴的一端贯穿支撑板的侧壁并固定连接有齿轮,且齿轮与齿条啮合设置。
12.所述凸条的侧壁设置有圆角。
13.本实用新型与现有技术相比具有以下有益效果:
14.本实用新型通过设置清理机构等,在进行生产时,首先,使得上模座向下运动,当上模座向下运动时,通过固定板带动齿条同步向下移动,当齿条与齿轮啮合时,使得齿轮进行转动,齿轮的转动带动转轴和转动盘的转动,当凸条与滑动杆的上端相抵时,推动滑动杆和活塞向下移动,同时,滑动杆在凸条的侧壁上滑动,第三弹簧被拉伸,并且,当凸条越过滑动杆时,在第三弹簧的作用下,使得滑动杆和活塞向上运动复位,从而实现活塞在工作管内的往复滑动,当活塞向上移动时,工作管内产生负压,同时,第一单向机构关闭,第二单向机构打开,此时,外部空气通过进气管进入工作管中,当活塞向下移动时,对工作管内的空气进行挤压,同时,第一单向机构打开,第二单向机构关闭,此时,工作管内的空气被挤压后通过出气管和连接管后经喷嘴喷出,从而对凹模内的灰尘等杂质进行吹气清理,保证汽车大灯生产的精密性和质量,并且,在加工完成后,上模座向上移动时,也会带动齿轮进行转动,此时,喷嘴也会进行吹气处理,使得大灯生产后的冷却速度更快,从而提高加工效率,从而能够利用加工过程中上模座的往复移动为动力,实现在浇料前对凹模内的灰尘进行自动吹气处理,并且,在加工完成后,对生产后的大灯进行自动吹气冷却处理,使用更加方便、节能。
15.下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
附图说明
16.在附图中:
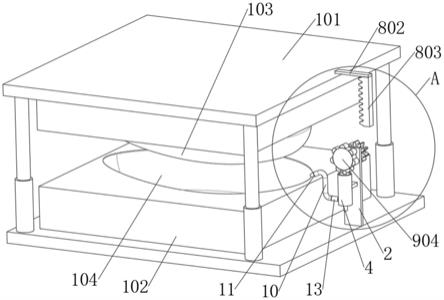
17.图1为本实用新型的立体结构示意图;
18.图2为本实用新型另一个视角的立体结构示意图;
19.图3为本实用新型的局部剖视结构示意图;
20.图4为图1中a处的放大结构示意图;
21.图5为图2中b处的放大结构示意图;
22.图6为图3中c处的放大结构示意图。
23.图中:101、上模座;102、下模座;103、凸模;104、凹模;2、支撑板; 3、连接板;4、工作管;5、进气管;601、第一锥形管;602、第一过滤板;603、第一通孔;604、第一弹簧;605、第一密封球;701、第二锥形管;702、第二过滤板;703、第二通孔;704、第二弹簧;705、第二密封球;801、齿轮;802、固定板;803、齿条;901、滑动杆;902、第三弹簧;903、转轴;904、转动盘; 905、凸条;10、连接管;11、喷嘴;12、活塞;13、出气管。
具体实施方式
24.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本
实用新型。
25.如图1至图6所示,一种高精密汽车大灯模具,包括上模座101和下模座102,上模座101上设置有凸模103,且下模座102上设置有凹模104,下模座 102的上侧壁设置有用于对凹模104进行吹气清理的清理机构,能够利用加工过程中上模座101的往复移动为动力,实现在浇料前对凹模104内的灰尘进行自动吹气处理,保证汽车大灯生产的精密性和质量,并且,在加工完成后,对生产后的大灯进行自动吹气冷却处理,使得大灯生产后的冷却速度更快,从而提高加工效率,使用更加方便、节能;
26.清理机构包括固定连接在下模座102上侧壁的支撑板2,且支撑板2的侧壁固定连接有连接板3,连接板3的侧壁固定连接有工作管4,且工作管4内滑动连接有活塞12,工作管4的侧壁固定连接有出气管13,且出气管13内设置有第一单向机构,工作管4的底部固定连接有进气管5,且进气管5内设置有第二单向机构,出气管13的另一端固定连接有连接管10,且连接管10的另一端固定连接有倾斜向下设置的喷嘴11,且支撑板2的侧壁设置有用于推动活塞 12进行往复移动的推动机构,当活塞12向上移动时,工作管4内产生负压,同时,第一单向机构关闭,第二单向机构打开,此时,外部空气通过进气管5 进入工作管4中,当活塞12向下移动时,对工作管4内的空气进行挤压,同时,第一单向机构打开,第二单向机构关闭,此时,工作管4内的空气被挤压后通过出气管13和连接管10后经喷嘴11喷出,从而对凹模104内的灰尘等杂质进行吹气清理,保证汽车大灯生产的精密性和质量,并且,在加工完成后,上模座101向上移动时,也会带动齿轮801进行转动,此时,喷嘴11也会进行吹气处理,使得大灯生产后的冷却速度更快,从而提高加工效率。
27.第一单向机构包括固定连接在出气管13内的第一锥形管601和第一过滤板602,且第一过滤板602的侧壁开设有多个第一通孔603,第一过滤板602的侧壁通过第一弹簧604连接有第一密封球605,第一弹簧604采用压缩弹簧,且第一密封球605与第一锥形管601的内壁相抵,当活塞12向上移动时,工作管4内产生负压,同时,第一密封球605与第一锥形管601的内壁保持相抵,即第一单向机构关闭,当活塞12向下移动时,对工作管4内的空气进行挤压,同时,第一密封球605与第一锥形管601的内壁不再相抵,即第一单向机构打开。
28.第二单向机构包括固定连接在进气管5内的第二锥形管701和第二过滤板702,且第二过滤板702的侧壁开设有多个第二通孔703,第二过滤板702的下侧壁通过第二弹簧704连接有第二密封球705,第二弹簧704采用压缩弹簧,且第二密封球705与第二锥形管701的内壁相抵,当活塞12向上移动时,工作管4内产生负压,同时,第二密封球705与第二锥形管701的内壁不再相抵,即第二单向机构打开,当活塞12向下移动时,对工作管4内的空气进行挤压,同时,第二密封球705与第二锥形管701的内壁保持相抵,即第二单向机构关闭。
29.推动机构包括固定连接在活塞12上侧壁的滑动杆901,且滑动杆901的上端贯穿工作管4的上侧壁设置,滑动杆901的侧壁套设有第三弹簧902,且支撑板2的侧壁通过转轴903转动连接有转动盘904,转动盘904的周侧固定连接有多个阵列设置的凸条905,且滑动杆901的顶端在凸条905的侧壁上滑动,转轴903的转动通过驱动机构进行驱动,转轴903的转动带动转动盘904的转动,当凸条905与滑动杆901的上端相抵时,推动滑动杆901和活塞12向下移动,同时,滑动杆901在凸条905的侧壁上滑动,第三弹簧902被拉伸,并且,当凸条905越过滑动杆901时,在第三弹簧902的作用下,使得滑动杆901和活塞12向上运动复位。
30.驱动机构包括固定连接在上模座101侧壁上的固定板802,且固定板802 的下侧壁
固定连接有齿条803,转轴903的一端贯穿支撑板2的侧壁并固定连接有齿轮801,且齿轮801与齿条803啮合设置,在进行生产时,首先,使得上模座101向下运动,当上模座101向下运动时,通过固定板802带动齿条803 同步向下移动,当齿条803与齿轮801啮合时,使得齿轮801进行转动,齿轮 801的转动带动转轴903和转动盘904的转动,并且,在加工完成后,上模座 101向上移动时,也会带动齿轮801进行转动。
31.凸条905的侧壁设置有圆角,保证滑动杆901的上端能够在凸条905的侧壁滑动,同时,使其滑动时更加顺畅。
32.在使用时,在进行生产时,首先,使得上模座101向下运动,当上模座101 向下运动时,通过固定板802带动齿条803同步向下移动,当齿条803与齿轮 801啮合时,使得齿轮801进行转动,齿轮801的转动带动转轴903和转动盘904的转动,当凸条905与滑动杆901的上端相抵时,推动滑动杆901和活塞 12向下移动,同时,滑动杆901在凸条905的侧壁上滑动,第三弹簧902被拉伸,并且,当凸条905越过滑动杆901时,在第三弹簧902的作用下,使得滑动杆901和活塞12向上运动复位,从而实现活塞12在工作管4内的往复滑动;
33.当活塞12向上移动时,工作管4内产生负压,同时,第一单向机构关闭,第二单向机构打开,此时,外部空气通过进气管5进入工作管4中,当活塞12 向下移动时,对工作管4内的空气进行挤压,同时,第一单向机构打开,第二单向机构关闭,此时,工作管4内的空气被挤压后通过出气管13和连接管10 后经喷嘴11喷出,从而对凹模104内的灰尘等杂质进行吹气清理,保证汽车大灯生产的精密性和质量;
34.并且,在加工完成后,上模座101向上移动时,也会带动齿轮801进行转动,此时,喷嘴11也会进行吹气处理,使得大灯生产后的冷却速度更快,从而提高加工效率,从而能够利用加工过程中上模座101的往复移动为动力,实现在浇料前对凹模104内的灰尘进行自动吹气处理,并且,在加工完成后,对生产后的大灯进行自动吹气冷却处理,使用更加方便、节能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1