一种胶鞋鞋底防滑纹压制成型设备、压制方法与流程
1.本发明涉及胶鞋鞋底的压制成型的技术领域,具体地,涉及一种胶鞋鞋底防滑纹压制成型设备、压制方法。
背景技术:
2.胶鞋鞋底在生产过程中鞋底的防滑纹的压制极为重要,现在的防滑螺纹的形成主要是通过不同的鞋模来实现的,目前针对不同的鞋模,一般采用的是相同的压制方式,压制时间的控制均是人工操作实现的,而人工控制方式生产出的鞋底防滑纹容易断裂,合格率较低。
技术实现要素:
3.本发明的目的是提供一种胶鞋鞋底防滑纹压制成型设备、压制方法,该胶鞋鞋底防滑纹压制成型设备、压制方法可以提高鞋底的压制制作,制作的鞋底合格率较高。
4.为了实现上述目的,本发明提供了一种胶鞋鞋底防滑纹压制成型设备,所述胶鞋鞋底防滑纹压制成型设备包括:
5.鞋底模具;
6.液压驱动部件,用于驱动所述鞋底模具合模或分模;
7.模具识别机构,用于识别所述鞋底模具上的防滑纹类型;以及
8.控制器,用于根据预设定的防滑纹类型与压制策略的对应关系,确定所述当前防滑纹类型对应的当前压制策略,使用所述当前压制策略驱动所述液压驱动部件,使得所述鞋底模具合模完成压制;其中,所述压制策略被配置为与压制时间、压制时的温度和分模速度均相关。
9.优选地,所述鞋底模具的端面上配置有当前类型识别码;
10.所述模具识别机构包括:摄像头,获取所述当前类型识别码;识别模块,用于在识别码库中存在与所获取的当前类型识别码相同的类型识别码时,根据预设定的类型识别码与防滑纹类型的对应关系,确定所述鞋底模具的识别码对应的当前防滑纹类型。
11.优选地,所述识别模块还用于:
12.在识别码库中不存在与所获取的当前类型识别码相同的类型识别码时,重启所述摄像头,重新获取所述鞋底模具中的包含形状特征的图片信息;
13.比对特征库与所述图片信息中的形状特征以确定所述鞋底模具的类型。
14.优选地,所述控制器用于根据预设定的防滑纹类型与压制策略的对应关系,确定所述当前防滑纹类型对应的当前压制策略包括:
15.第一执行单元,用于在所述模具识别机构识别到的防滑纹类型为交叉型的防滑纹时,所述压制策略被配置为第一温度、第一持续加热时间以及第一抽离速度;其中,所述第一温度为合模时的温度,所述第一持续加热时间为所述鞋底模具合模的持续时间,所述第一抽离速度为所述鞋底模具分模的持续时间;以及
16.第二执行单元,用于在所述模具识别机构识别到的防滑纹类型为横向或纵向的防滑纹时,所述压制策略被配置为第二温度、第二持续加热时间以及第二抽离速度;其中,所述第二温度小于所述第一温度、所述第二持续加热时间为所述鞋底模具合模的持续时间,所述第二抽离速度为所述鞋底模具分模的持续时间;所述第二持续加热时间小于所述第一持续加热时间,所述第二抽离速度大于所述第一抽离速度。
17.优选地,所述模具识别机构还包括:与所述摄像头相配合的照明装置,其中,所述照明装置能够给所述模具识别机构提供光照。
18.另外,本发明还提供一种胶鞋鞋底防滑纹压制成型方法,使用上述的胶鞋鞋底防滑纹压制成型设备,所述胶鞋鞋底防滑纹压制成型方法包括:
19.识别所述鞋底模具上的防滑纹类型;
20.根据预设定的防滑纹类型与压制策略的对应关系,确定所述当前防滑纹类型对应的当前压制策略,使用所述当前压制策略驱动所述液压驱动部件,使得所述鞋底模具合模完成压制;其中,所述压制策略被配置为与压制时间、压制时的温度和分模速度均相关。
21.优选地,所述识别所述鞋底模具上的防滑纹类型包括:
22.获取所述当前类型识别码;以及
23.在识别码库中存在与所获取的当前类型识别码相同的类型识别码时,根据预设定的类型识别码与防滑纹类型的对应关系,确定所述鞋底模具的识别码对应的当前防滑纹类型。
24.优选地,所述胶鞋鞋底防滑纹压制成型方法还包括:
25.在识别码库中不存在与所获取的当前类型识别码相同的类型识别码时,重启所述摄像头,重新获取所述鞋底模具中的包含形状特征的图片信息;
26.比对特征库与所述图片信息中的形状特征以确定所述鞋底模具的类型。
27.优选地,所述根据预设定的防滑纹类型与压制策略的对应关系,确定所述当前防滑纹类型对应的当前压制策略包括:
28.在所述模具识别机构识别到的防滑纹类型为交叉型的防滑纹时,所述压制策略被配置为第一温度、第一持续加热时间以及第一抽离速度;其中,所述第一温度为合模时的温度,所述第一持续加热时间为所述鞋底模具合模的持续时间,所述第一抽离速度为所述鞋底模具分模的持续时间;以及
29.在所述模具识别机构识别到的防滑纹类型为横向或纵向的防滑纹时,所述压制策略被配置为第二温度、第二持续加热时间以及第二抽离速度;其中,所述第二温度小于所述第一温度、所述第二持续加热时间为所述鞋底模具合模的持续时间,所述第二抽离速度为所述鞋底模具分模的持续时间;所述第二持续加热时间小于所述第一持续加热时间,所述第二抽离速度大于所述第一抽离速度。
30.另外,本发明还提供一种机器可读存储介质,该机器可读存储介质上存储有指令,该指令用于使得机器执行上述的胶鞋鞋底防滑纹压制成型方法。
31.根据上述技术方案,本发明的可以实现,模具上防滑纹的识别,另外,防滑纹的压制策略也可以根据识别到的类型对应出来,然后不同的防滑纹类型的模具采用不同的压制策略,进而可以更好的进行压制,增加压制成型的合格率,避免残次品的出现。
32.本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
33.附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
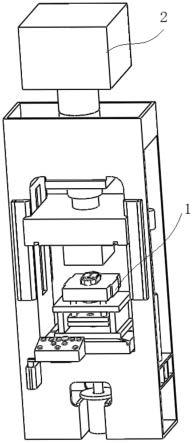
34.图1是说明本发明的一种胶鞋鞋底防滑纹压制成型设备的结构示意图;
35.图2是说明本发明的一种胶鞋鞋底防滑纹压制成型方法的流程图。
36.附图标记说明
37.1、鞋底模具;2、液压驱动部件。
具体实施方式
38.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
39.在本发明中,在未作相反说明的情况下,“上下左右”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
40.图1是本发明的一种胶鞋鞋底防滑纹压制成型设备的结构示意图,如图1所示,所述胶鞋鞋底防滑纹压制成型设备包括:鞋底模具1;液压驱动部件2,用于驱动所述鞋底模具1合模或分模;模具识别机构,用于识别所述鞋底模具1上的防滑纹类型;以及控制器,用于根据预设定的防滑纹类型与压制策略的对应关系,确定所述当前防滑纹类型对应的当前压制策略,使用所述当前压制策略驱动所述液压驱动部件2,使得所述鞋底模具1合模完成压制;其中,所述压制策略被配置为与压制时间、压制时的温度和分模速度均相关。其中,所述鞋底磨具是现阶段已经制作完成的模具,其可以在模具设计相关联的识别码,例如,可以是二维码,也可以是特殊的识别码,只要能够识别鞋底模具1的类型即可。控制器是本发明主要的控制部件,其可以根据预设定的防滑纹类型与压制策略的对应关系,确定所述当前防滑纹类型对应的当前压制策略,其中,所述防滑纹类型可以包括横向或纵向的防滑纹和交叉型的防滑纹,不同类型的防滑纹需要不同的压制策略,即不同的温度、持续加热时间、抽离的速度都不同。另外,驱动所述液压驱动部件2包括驱动的时间和驱动的速度等。
41.优选地,所述鞋底模具1的端面上配置有当前类型识别码,其可以是二维码,主要通过刻印来标注,也可以通过标识贴来贴附,标识贴可以耐高温;所述模具识别机构包括:摄像头,获取所述当前类型识别码;识别模块,用于在识别码库中存在与所获取的当前类型识别码相同的类型识别码时,根据预设定的类型识别码与防滑纹类型的对应关系,确定所述鞋底模具1的识别码对应的当前防滑纹类型。其中,摄像头能够采集识别码,其可以是图片或者是照片。识别码库主要用于等级二维码的数量。
42.优选地,所述识别模块还用于:在识别码库中不存在与所获取的当前类型识别码相同的类型识别码时,重启所述摄像头,重新获取所述鞋底模具1中的包含形状特征的图片信息;其中,识别码库中不存在当前类型识别码相同的类型识别码时,可以认为其不存在识别码,然后通过鞋底模具1中的包含形状特征来判断其类型。比对特征库与所述图片信息中的形状特征以确定所述鞋底模具1的类型。具体地,该类型可以是横向或纵向的防滑纹或交叉型的防滑纹。
43.优选地,所述控制器用于根据预设定的防滑纹类型与压制策略的对应关系,确定
所述当前防滑纹类型对应的当前压制策略可以包括:
44.第一执行单元,用于在所述模具识别机构识别到的防滑纹类型为交叉型的防滑纹时,所述压制策略被配置为第一温度、第一持续加热时间2min以及第一抽离速度;其中,所述第一温度为合模时的温度,所述第一持续加热时间为所述鞋底模具1合模的持续时间,所述第一抽离速度为所述鞋底模具1分模的持续时间;以及第二执行单元,用于在所述模具识别机构识别到的防滑纹类型为横向或纵向的防滑纹时,所述压制策略被配置为第二温度、第二持续加热时间1min以及第二抽离速度;其中,所述第二温度小于所述第一温度、所述第二持续加热时间为所述鞋底模具1合模的持续时间,所述第二抽离速度为所述鞋底模具1分模的持续时间;所述第二持续加热时间小于所述第一持续加热时间,所述第二抽离速度大于所述第一抽离速度。第一抽离速度为模具相远离的速度。第一抽离速度可以是1cm/s,第二抽离速度可以是2cm/s.
45.优选地,为了更好地实现照明,所述模具识别机构还包括:与所述摄像头相配合的照明装置,其中,所述照明装置能够给所述模具识别机构提供光照。
46.另外,如图2所示,本发明还提供一种胶鞋鞋底防滑纹压制成型方法,使用上述的胶鞋鞋底防滑纹压制成型设备,所述胶鞋鞋底防滑纹压制成型方法包括:
47.s201,识别所述鞋底模具1上的防滑纹类型;
48.s202,根据预设定的防滑纹类型与压制策略的对应关系,确定所述当前防滑纹类型对应的当前压制策略,使用所述当前压制策略驱动所述液压驱动部件2,使得所述鞋底模具1合模完成压制;其中,所述压制策略被配置为与压制时间、压制时的温度和分模速度均相关。
49.优选地,所述识别所述鞋底模具1上的防滑纹类型包括:
50.获取所述当前类型识别码;以及
51.在识别码库中存在与所获取的当前类型识别码相同的类型识别码时,根据预设定的类型识别码与防滑纹类型的对应关系,确定所述鞋底模具1的识别码对应的当前防滑纹类型。
52.优选地,所述胶鞋鞋底防滑纹压制成型方法还包括:
53.在识别码库中不存在与所获取的当前类型识别码相同的类型识别码时,重启所述摄像头,重新获取所述鞋底模具1中的包含形状特征的图片信息;
54.比对特征库与所述图片信息中的形状特征以确定所述鞋底模具1的类型。
55.优选地,所述根据预设定的防滑纹类型与压制策略的对应关系,确定所述当前防滑纹类型对应的当前压制策略包括:
56.在所述模具识别机构识别到的防滑纹类型为交叉型的防滑纹时,所述压制策略被配置为第一温度、第一持续加热时间以及第一抽离速度;其中,所述第一温度为合模时的温度,所述第一持续加热时间为所述鞋底模具1合模的持续时间,所述第一抽离速度为所述鞋底模具1分模的持续时间;以及
57.在所述模具识别机构识别到的防滑纹类型为横向或纵向的防滑纹时,所述压制策略被配置为第二温度、第二持续加热时间以及第二抽离速度;其中,所述第二温度小于所述第一温度、所述第二持续加热时间为所述鞋底模具1合模的持续时间,所述第二抽离速度为所述鞋底模具1分模的持续时间;所述第二持续加热时间小于所述第一持续加热时间,所述
第二抽离速度大于所述第一抽离速度。
58.另外,本发明还提供一种机器可读存储介质,该机器可读存储介质上存储有指令,该指令用于使得机器执行上述的胶鞋鞋底防滑纹压制成型方法。
59.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
60.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
61.此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1