基于三维运动的碳纤维预浸料微波固化成形方法及层合板与流程
本发明属于微波固化成形,具体涉及一种基于三维运动的碳纤维预浸料微波固化成形方法,以及由此方法获得的碳纤维复合材料层合板。
背景技术:
1、碳纤维增强树脂基复合材料由于具有比强度比模量高、耐高温耐腐蚀性好、可设计性强等一系列优越性能,成为了航空航天、汽车工业、风电叶片、运动休闲、土木建筑等领域中广泛应用的一种高性能复合材料。
2、目前碳纤维复合材料制备领域广泛使用热压罐固化工艺进行复合材料的制备,该工艺采用高温高压的循环热空气对固化工件进行整体加热,但是由于空气和碳纤维复合材料都是热的不良导体,导致该工艺存在能耗高、流程长的局限性。微波加热与传统加热不同,该技术通过电磁波能量在物质中的耗散直接加热物料,从物质的内部开始进行整体加热。由于微波加热的生热原理和传热路径不同,使该技术具有加热迅速、选择性加热、热惯性小、节能降耗等优势。将微波加热技术应用到碳纤维复合材料固化中有着巨大潜力,国内外研究人员也对微波加热固化碳纤维复材进行了大量研究,并取得了诸多研究成果。
3、中国专利公开文献cn107901306a公开了一种阻抗匹配的碳纤维复合材料高效微波固化方法,实现微波穿透多向铺层层合板进行加热固化;中国专利公开文献cn108437306a公开了一种复合材料微波间接加热模具及固化方法,使用微波间接加热吸波层从而加热固化碳纤维复合材料;中国专利公开文献cn107718394a和cn109228066a分别提出在复材表面放置二维金属栅和三维金属单元的方法,将tem模电磁波转换为可以有效加热多向铺层碳纤维层合板的tm模。
4、上述四项专利申请提出的工艺都有利于解决多向铺层碳纤维层合板微波难以穿透的问题,但是四项专利都侧重于阐述层合板和各类辅助材料的铺设方法,未涉及具体的微波固化工艺流程,例如微波功率、加热时间等。中国专利公开文献cn106273536a公开了一种碳纤维/环氧树脂复合材料的微波固化成形方法及其层合板,该申请详细描述了微波固化碳纤维复材的铺层方式以及具体的工艺流程,但是缺乏测试数据证明微波固化获得的复材有相近或更高的玻璃化转变温度和压缩强度。因此,需要开发一种切实可行且安全可靠的微波固化工艺,实现该技术在碳纤维复合材料制备中的应用。
技术实现思路
1、本发明的目的在于解决上述现有技术中存在的难题,提供一种基于三维运动的碳纤维预浸料微波固化成形方法及层合板,通过不断改变层合板在微波腔内的空间位置,使得层合板内各区域的电磁场强度不断变化;结合腔体设计、层合板运动区域和运动方式的优化,实现层合板各区域在相同时间内累积吸收的微波能近乎一致,宏观上体现为各区域加热固化均匀,从而获得高质量的微波固化碳纤维层合板。
2、本发明是通过以下技术方案实现的:
3、本发明第一个方面,提供一种基于三维运动的碳纤维预浸料微波固化成形方法,包括以下步骤:
4、将铺叠好的碳纤维预浸料层合板放置在模具上,并抽真空;
5、将模具可拆卸地安装到微波设备的旋转框架上,在保持真空度的条件下,开启微波功率输出、往复直线运动、往复旋转运动,获得微波固化成形后的碳纤维复合材料层合板。
6、本发明的进一步改进在于:
7、将铺叠好的碳纤维预浸料层合板放置在模具上,并抽真空,具体操作为:
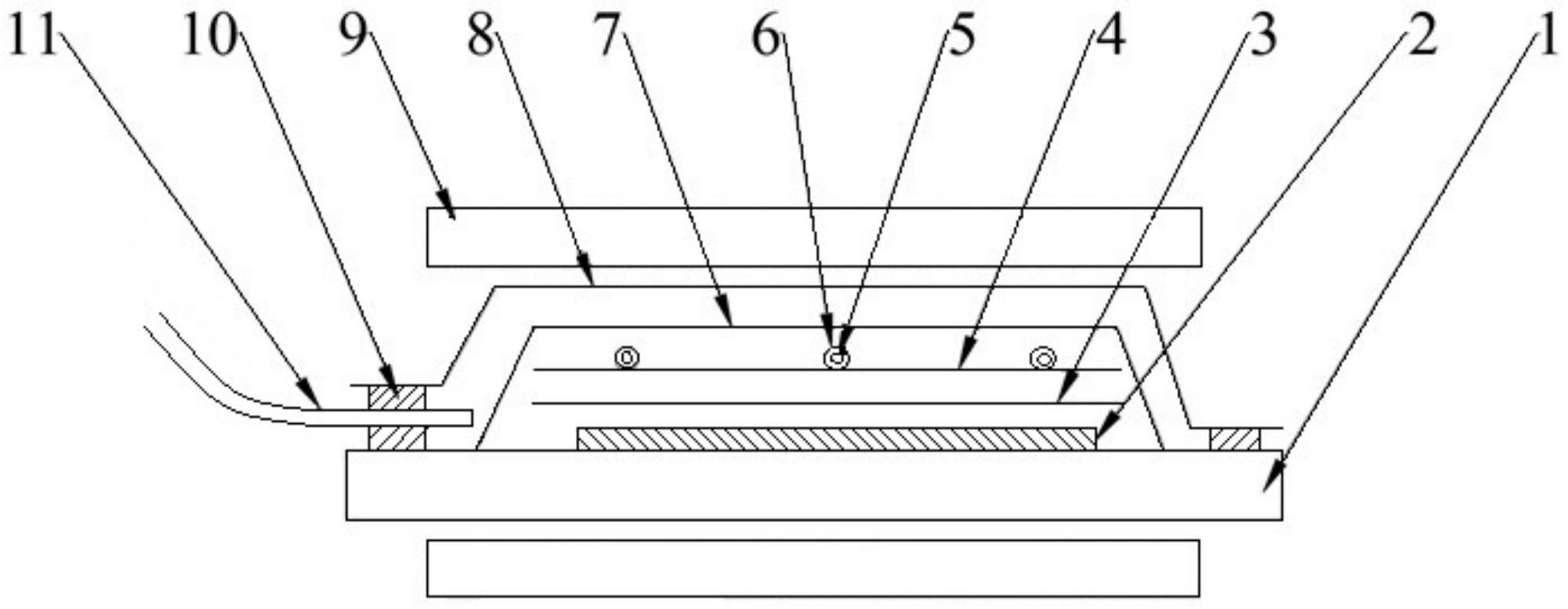
8、将铺叠好的碳纤维预浸料层合板放置在模具上,在所述层合板上表面铺设脱模布和隔离膜,在所述隔离膜上表面设置测温探针,随后使用透气材料将布置好的隔离膜和测温探针完全覆盖,最后用真空袋将碳纤维预浸料层合板、脱模布、隔离膜及测温探针封装在模具上并抽真空,从而利用外部大气压压实所述预浸料层合板。
9、本发明的进一步改进在于:
10、加热过程中采用阶梯式递增的功率进行微波固化成形;
11、其中,微波功率范围在400w~600w,微波辐照时间总计在100~300min。
12、本发明的进一步改进在于:
13、所述碳纤维预浸料层合板的旋转轴与地面平行,层合板放置于微波腔左右对称的中轴线上,且与微波腔底部的距离为390mm、720mm或1050mm,层合板进行往复直线运动的初始位置可以在距离炉门80mm~600mm的范围内任意设置。
14、本发明的进一步改进在于:
15、所述往复直线运动和往复旋转运动单独启/闭或同时启/闭,
16、所述模具在200mm~400mm的范围内进行往复直线运动,运动速度固定为0.01m/s~0.05m/s,正向运动方向设定为从炉门向内部运动,往复模式固定为先进行正向运动,再切换为反向运动,且每次正向与反向运动进行切换时停顿一段时间。
17、本发明的进一步改进在于:
18、所述往复旋转运动以固定的旋转速度2.5rpm~6rpm进行,正向旋转的方向设定为逆时针方向,往复模式固定为先进行正向旋转,再切换为反向旋转,正/反向旋转的时间在2s~999s之间连续可调,每次正向和反向旋转进行切换时可设置停顿一段时间,停顿时间在2s~999s之间连续可调。
19、本发明的进一步改进在于:
20、在铺设好的碳纤维预浸料层合板的四周边缘粘贴3mm~10mm宽的铝箔胶带。
21、本发明的进一步改进在于:
22、所述模具为5mm~10mm厚的钢化玻璃平板,向钢化玻璃平板上铺设碳纤维预浸料层合板之前在相应区域刷三遍脱模剂。
23、本发明的进一步改进在于:
24、所述碳纤维预浸料中的碳纤维为t300级碳纤维;
25、所述预浸料中的树脂体系为高温固化环氧树脂体系。
26、本发明的进一步改进在于:
27、所述测温探针共有6个,6个测温探针均连接有测温光纤,测温光纤的另一端引出至微波设备外,放置在真空袋内的测温探针及部分测温光纤使用0.8mm~1.2mm厚的石英管套管包裹,并将所述测温探针粘贴在层合板对应的测温点上。
28、本发明的进一步改进在于:
29、在将模具可拆卸安装到微波设备的旋转框架上之后,在模具的上下两侧紧密包裹透波隔热材料。
30、本发明的第二个方面,提供一种根据上述基于三维运动的碳纤维预浸料微波固化成形方法获得的碳纤维复合材料层合板。
31、与现有技术相比,本发明的有益效果是:
32、1.本发明通过让平板模具在微波场中进行三维运动的方式,实现层合板的动态固化,改善了碳纤维预浸料在微波加热过程中各区域温度分布的均匀性,采用该工艺可以简化微波传输系统的设计,有效降低了操作难度,有利于确保微波固化工艺参数的可靠性;
33、2.通过使用透波隔热材料包裹真空袋和模具,减小了微波加热过程中层合板向周围环境散热造成的热量损失,有效提高了微波能的利用率;
34、3.通过对微波输出功率及物料三维运动轨迹的精确调控,将微波加热碳纤维复合材料过程中层合板各区域之间的温差有效控制在10℃以内,确保了碳纤维复合材料层合板的平整度和力学性能。
- 还没有人留言评论。精彩留言会获得点赞!