一种复合材料机身壁板制造用长桁定位工装及其使用方法与流程
1.本发明涉及复合材料制造技术领域,具体涉及一种复合材料机身壁板制造用长桁定位工装及其使用方法。
背景技术:
2.飞机机身结构中最大的结构单元是壁板(蒙皮和长桁),也是受力最严重的结构件,机身的大部分载荷都要通过壁板来传递,长桁作为机身结构的纵向构件,在桁条式机身中主要用来承受机身弯曲引起的轴向力,另外长桁对蒙皮有支持作用,它提高了蒙皮的受压、受剪失稳临界应力,长桁相对位置的准确性极大的影响着机身壁板的整体结构性能。
3.复合材料机身壁板零件中常见的长桁结构为t型、ω型等,由于机身结构的需要蒙皮内型面常出现双曲率、大厚度的、大开口结构的变化,长桁会随着蒙皮内型面结构的变化而变化。常用的复合材料机身壁板制造方案是将固化“干”长桁与未固化采用凹模铺叠的“湿”蒙皮工胶接成型,由于已固化的“干”长桁是细长结构,长桁截面比较小、长度较长,长桁自身刚度不足,特别是对于弧度较高位置的长桁,在自然状态下常出现自重导致的变形;由于蒙皮在固化前后存在一定的厚度偏差,且在蒙皮结构中存在的复杂厚度变化区域,常出现长桁粘接界面与蒙皮界面不匹配的问题,无法保证在共胶接过程中保证长桁轴线位置精度与粘接质量;在共胶接固化过程中,会出现长桁向弧度底的位置滑移的现象,导致辅助材料夹杂在胶接界面上,出现制造缺陷;在传统的长桁定位工装使用过程中,定位工装无法移动,需要考虑定位型面防止干涉,降低定位精度,且定位型面与零件型面过于接近,拆装这些定位工装时都极容易磕碰零件,导致零件出现损伤;并且部分传统的定位工装需要将定位装置预留到真空袋薄膜内,操作繁琐,且容易出现真空泄露的情况,都严重影响机身壁板整体质量。
4.因此,发明人提供了一种复合材料机身壁板制造用长桁定位工装及其使用方法。
技术实现要素:
5.(1)要解决的技术问题
6.本发明实施例提供了一种复合材料机身壁板制造用长桁定位工装及其使用方法,解决了大尺寸复杂曲率复合材料机身壁板的固化过程中的长桁位置滑移导致的壁板胶接质量不佳、长桁轴线位置偏差大、定位方式操作繁杂的技术问题。
7.(2)技术方案
8.本发明提供了一种复合材料机身壁板制造用长桁定位工装,包括多组长桁定位卡板,所述长桁定位卡板用于与壁板成型工装配合并对加筋壁板中的长桁进行定位;其中,
9.所述长桁定位卡板包括工装骨架主体、连接定位组件和定位压紧组件,所述工装骨架主体的两端通过所述连接定位组件与所述壁板成型工装固定连接;多个所述定位压紧组件沿所述工装骨架主体的跨度方向依次间隔设置且用于定位相应截面位置的长桁。
10.进一步地,所述工装骨架主体的两侧基座开设有用于与所述连接定位组件进行定
位的限位圆孔。
11.进一步地,所述连接定位组件包括导向销轴、加强垫板、固定螺母及第一固定螺栓,所述导向销轴、加强垫板、固定螺母安装于所述壁板成型工装的两侧平台,所述固定螺母用于固定所述导向销轴,所述加强垫板设于所述导向销轴与所述固定螺母之间且固定于所述壁板成型工装的侧边平台对接面背部,所述第一固定螺栓位于所述导向销轴的两侧且用于固定连接所述工装骨架主体、所述壁板成型工装。
12.进一步地,所述定位压紧组件包括固定部和运动部;所述固定部的一端安装于所述工装骨架主体的下端,所述运动部设于所述固定部的另一端且用于对长桁进行弹性定位。
13.进一步地,所述固定部包括固定销及连接件,所述运动部包括运动手柄、导向柱、压紧螺母、型面定位块及弹性元件;
14.所述连接件套设于所述导向柱的第一端且用于连接所述工装骨架主体,所述型面定位块活动连接于所述导向柱的第二端,所述导向柱沿其轴向开设有多个与所述固定销相适配的固定销孔,所述运动手柄与所述导向柱固定连接且用于带动所述导向柱沿所述连接件的轴向运动;
15.所述压紧螺母螺接于所述导向柱,所述弹性元件套设于所述导向柱且位于所述压紧螺母与所述型面定位块之间。
16.进一步地,所述运动部还包括限位销,所述型面定位块通过所述限位销活动连接于所述导向柱;
17.所述限位销依次插入所述导向柱、所述型面定位块且可沿所述导向柱的轴向运动。
18.进一步地,所述型面定位块上开设的限位销孔为腰形孔。
19.进一步地,所述型面定位块的内型面与所述长桁的理论外型面相适配。
20.进一步地,所述型面定位块的内型面与所述长桁的理论外型面之间具有预留间隙。
21.本发明还提供了一种复合材料机身壁板制造用长桁定位工装的使用方法,包括以下步骤:
22.1)将多组长桁定位卡板安装到壁板成型工装的定位截面上,使每个长桁定位卡板的定位压紧组件处于远离长桁的初始位置并固定;
23.2)在加筋壁板上安装每个长桁后按压长桁的胶接面,在每个长桁上放置辅助组件;
24.3)控制每个所述长桁定位卡板的定位压紧组件移动到最终使用位置使其贴合所述辅助组件并固定;
25.4)依次完成每个所述长桁的定位,并进行端部封装,进行固化工艺;
26.5)完成固化后,控制所有定位压紧组件移动到远离长桁的初始位置并固定,调离所述长桁定位卡板。
27.(3)有益效果
28.综上,本发明通过在定位界面上设置定位卡板,通过工装骨架主体两侧的基座与壁板成型工装建立定位关系,控制定位压紧组件使长桁压紧贴合蒙皮内型面,并施加一定
的法向压紧力,模拟人工操作按压待粘接的零件,且法向压紧力会适应蒙皮固化前后的厚度变化,整个固化成型过程中持续施加压紧力,定位压紧组件可以有效控制长桁外形面的位置精度,能够快速精准的定位,操作步骤简单,定位可靠性强,有效防止固化过程中长桁产生偏移,避免了定位工装使用过程中会磕碰零件的情况,有效提高了大尺寸、曲率复杂的壁板零件的成型质量。
附图说明
29.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
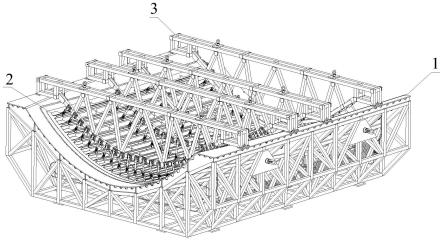
30.图1是本发明实施例提供的一种复合材料机身壁板制造用长桁定位工装的装配示意图;
31.图2是本发明实施例提供的一种复合材料机身壁板制造用长桁定位工装的长桁定位卡板的结构示意图;
32.图3是图2中a处放大图;
33.图4是本发明实施例提供的一种复合材料机身壁板制造用长桁定位工装的连接定位组件的结构示意图;
34.图5是本发明实施例提供的一种复合材料机身壁板制造用长桁定位工装的定位压紧组件的结构示意图;
35.图6是本发明实施例提供的定位压紧组件的第一动作状态示意图;
36.图7是本发明实施例提供的定位压紧组件的第二动作状态示意图。
37.图中:
38.1-壁板成型工装;2-加筋壁板;201-长桁;202-蒙皮;3-长桁定位卡板;301-工装骨架主体;302-连接定位组件;3021-导向销轴;3022-加强垫板;3023-固定螺母;3024-固定螺栓;303-定位压紧组件;3031-固定销;3032-连接件;3033-运动手柄;3034-导向柱;3035-压紧螺母;3036-型面定位块;3037-弹性元件;3038-限位销;3039-固定螺栓;304-骨架吊环;4-辅助组件。
具体实施方式
39.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
40.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是本发明产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
41.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
42.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本技术。
43.图1是本发明实施例提供的一种复合材料机身壁板制造用长桁定位工装的结构示意图,如图1-2所示,该定位工装可以包括多组长桁定位卡板3,长桁定位卡板3用于与壁板成型工装1配合并对加筋壁板2中的长桁201进行定位;长桁定位卡板3包括工装骨架主体301、连接定位组件302和定位压紧组件303,工装骨架主体301的两端通过连接定位组件302与壁板成型工装1固定连接;多个定位压紧组件303沿工装骨架主体301的跨度方向依次间隔设置且用于定位相应截面位置的长桁201。
44.在上述实施方式中,长桁201可以为ω形长桁也可以是t形长桁。根据大尺寸复杂曲率机身壁板的结构特点,多组长桁定位卡板3可以根据加筋壁板中长桁的特征确定定位界面,设置定位位置。长桁定位卡板3的材料可以选用与壁板成型工装1一致的殷瓦钢材料,保证高温环境下的变形协调问题。
45.通过工装骨架主体301两侧的基座与壁板成型工装1建立定位关系,控制定位压紧组件303使长桁201压紧贴合蒙皮202的内型面,并施加一定的法向压紧力,定位压紧组件303控制长桁201外形面的位置精度,能够快速精准的定位,操作步骤简单,定位可靠性强,有效防止固化过程中长桁201产生偏移。
46.其中,定位压紧组件303单独控制每个定位界面上的每根长桁201的位置,每个定位压紧组件303互相不干扰。
47.同时,工装骨架主体301的上端部设有骨架吊环304,以方便于起吊工装骨架主体301。
48.作为一种可选的实施方式,如图2所示,工装骨架主体301的两侧基座开设有用于与连接定位组件302进行定位的限位圆孔。其中,限位圆孔的开设主要是为了与固定导向销轴3021相适配,从而将工装骨架主体301固定于壁板成型工装1上形成整体工装。
49.作为一种可选的实施方式,如图4所示,连接定位组件302包括导向销轴3021、加强垫板3022、固定螺母3023及第一固定螺栓3024,导向销轴3021、加强垫板3022、固定螺母3023安装于壁板成型工装1的两侧平台,固定螺母3023用于固定导向销轴3021,加强垫板3022设于导向销轴3021与固定螺母3023之间且固定于壁板成型工装1侧边平台对接面背部,第一固定螺栓3024位于导向销轴3021的两侧且用于固定连接工装骨架主体301、壁板成型工装1。
50.上述实施例给出了连接定位组件302的一种具体结构形式,加强垫板3022的设置是为了使导向销轴3021与固定螺母3023之间的安装更加稳定。第一固定螺栓3024的作用是进一步提高工装骨架主体301与壁板成型工装1固定安装后的稳定性。
51.作为一种可选的实施方式,定位压紧组件303包括固定部和运动部;固定部的一端安装于工装骨架主体301的下端,运动部设于固定部的另一端且用于对长桁201进行弹性定位。其中,固定部的作用是将定位压紧组件303与工装骨架主体301固定连接;运动部的作用
是对长桁201进行弹性定位以防止长桁201在进行固化的过程中发生偏移。
52.作为一种可选的实施方式,如图3、5所示,固定部包括固定销3031及连接件3032,运动部包括运动手柄3033、导向柱3034、压紧螺母3035、型面定位块3036及弹性元件3037;连接件3032套设于导向柱3034的第一端且用于连接工装骨架主体301,型面定位块3036活动连接于导向柱3034的第二端,导向柱3034沿其轴向开设有多个与固定销3031相适配的固定销孔,运动手柄3033与导向柱3034固定连接且用于带动导向柱3034沿连接件3032的轴向运动;压紧螺母3035螺接于导向柱3034,弹性元件3037套设于导向柱3034且位于压紧螺母3035与型面定位块3036之间。
53.在上述实施方式中,连接件3032具体可以是中空结构且具有安装板,通过安装板与工装骨架主体301固定连接,为了便于运动手柄3033沿连接件3032的轴向移动,可以在连接件3032的外壁上沿其轴向开设豁口;弹性元件3037具体可选用弹簧,弹簧的两端分别由压紧螺母3035与型面定位块3036限位,控制压紧螺母3035在导向柱3034上的相对位置以压紧或放松弹簧,使型面定位块3036有一定的法向载荷,可以使长桁201适应固化前后蒙皮202的厚度。
54.一般沿导向柱3034的轴向开设两个固定销孔,以满足型面定位块3036的两个状态位置(一个是远离长桁201的初始位置,另一个是贴合辅助组件4的使用位置)。
55.作为一种可选的实施方式,如图5所示,运动部还包括限位销3038,型面定位块3036通过限位销3038活动连接于导向柱3034;限位销3038依次插入导向柱3034、型面定位块3036且可沿导向柱3034的轴向运动。
56.具体地,通过限位销3038实现导向柱3034带动型面定位块3036沿连接件3032的轴向上下运动。
57.作为一种可选的实施方式,如图6-7所示,型面定位块3036上开设的为腰形孔。其中,腰形孔能够满足型面定位块3036相对于导向柱3034发生轴向移动,从而适当调整型面定位块3036对长桁201的压紧程度。
58.作为一种可选的实施方式,型面定位块3036的内型面与长桁201的理论外型面相适配。其中,这样能够使得型面定位块3036能够更加贴合与长桁201,确保定位过程中长桁201更加稳定,不发生偏移。
59.作为一种可选的实施方式,型面定位块3036的内型面与长桁201的理论外型面之间具有预留间隙。其中,预留间隙的设置是为了能够在长桁201的表面放置辅助组件4,考虑辅助材料厚度与型面定位精度要求进行设置,预留0.2mm~0.5mm间隔。
60.辅助组件4为复合材料成型过程中必不可少的一类真空辅助材料的总称,主要包括真空袋薄膜、隔离膜、透气毡、可剥布等,其作用是完全覆盖贴合于长桁201的表面,提供真空环境。
61.本发明实施例还提供了一种复合材料机身壁板制造用长桁定位工装的使用方法,可以包括以下步骤:
62.s100、将多组长桁定位卡板3安装到壁板成型工装1的定位截面上,使每个长桁定位卡板3的定位压紧组件303处于远离长桁201的初始位置并固定;
63.s200、在加筋壁板2上安装每个长桁201后按压长桁201的胶接面,在每个长桁201上放置辅助组件4;
64.s300、控制每个长桁定位卡板3的定位压紧组件303移动到最终使用位置使其贴合辅助组件4并固定;
65.s400、依次完成每个长桁201的定位,并进行端部封装,进行固化工艺;
66.s500、完成固化后,控制所有定位压紧组件303移动到远离长桁201的初始位置并固定,调离长桁定位卡板3。
67.在上述实施方式中,步骤s100中,使用行吊将多组长桁定位卡板安装到壁板成型工装的定位截面上,控制运动手柄使所有长桁定位卡板的定位压紧组件的运动部分处于远离型面的初始位置,并使用固定销固定。
68.步骤s200中,操作人员根据激光定位仪投影刻线或者端头定位器由弧度顶向弧度底的方向安装每根胶接长桁,放置好每根长桁后,按压长桁胶接面,在每根长桁上放置辅助材料。
69.步骤s300中,控制运动手柄将已完成辅助材料放置长桁对应的多组长桁定位工装的定位压紧组件的运动部分,将导向柱移动到最终使用位置,并使用固定销固定,调节压紧螺母,使型面定位块有一定的压紧力,使型面定位块型面贴近长桁外侧的辅助材料上。
70.步骤s500中,完成固化后,控制每组定位工装上的每个运动手柄使所有长桁定位工装的定位压紧组件的运动部分移动到远离型面的初始位置,并使用固定销固定,使用行吊调离长桁定位工装。
71.需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
72.以上仅为本技术的实施例而已,并不限制于本技术。在不脱离本发明的范围的情况下对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1