一种复合材料帽型长桁的热隔膜预成型系统及方法与流程
1.本发明涉及一种复合材料帽型长桁的热隔膜预成型系统及方法,属于复合材料成型工艺技术领域。
背景技术:
2.帽型长桁加筋壁板是复合材料机身结构形式的发展趋势。作为最主要的纵向构件之一,帽型长桁主要用来承受机身弯曲引起的轴向力,以及起到对蒙皮的支持作用,提高蒙皮的受压、受剪失稳临界应力。复合材料帽型长桁一般要通过共固化或者共胶接工艺与蒙皮连接在一起,通过热压罐固化形成壁板结构,因此,帽型长桁预成型质量是复合材料机身壁板制造的关键。随着复合材料零件制造技术的快速发展,各家航空制造商对于如何高效、低成本制造高质量帽型长桁投入大量研发资金。
3.热隔膜工艺是将长桁预浸料平板料片放置在热隔膜模具上,通过料片上方隔膜的热传导加热料片以及抽真空,使得软化的长桁料片发生变形滑移并与模具贴实,最终平板料片成型为帽型长桁预成型体。热隔膜成型工艺由于可以和自动纤维铺放技术结合,并一次成型多个零件,因此可以满足帽型长桁高效低成本以及质量稳定的制造要求。
4.然而,对于一定厚度帽型长桁的热隔膜成型,如图1所示,当长桁阴阳角r角半径r较小时,抽真空时r角区域与附近平面的压力不均匀,尤其长桁阴角处的压力要小于帽底和帽腰平面的压力,这会导致料片在阴角处严重架桥,影响长桁固化质量或者后续壁板成型质量。
5.专利cn110757830a中描述了一种应用工艺盖板改善帽型长桁热隔膜阴角架桥的方法。通过将热隔膜成型的长桁与工装整体转移至预抽工艺平台上,通过预抽工艺盖板来进一步压实阴角,最后再转移至固化工艺平台上通过固化工艺盖板进一步加压阴角。该方法的问题在于:
6.(1)热隔膜预成型后的帽型长桁由于冷却降温,阴角处料片的变形能力很低,预抽工艺盖板往往无法将阴角压实;
7.(2)由于预抽盖板无法将预成型后的长桁阴角压实,固化工艺盖板无法与预成型长桁准确定位贴合,影响长桁固化质量。因此,该方法无法从根本解决帽型长桁热隔膜成型阴角架桥问题。
技术实现要素:
8.本发明的目的是:提出一种改进的帽型长桁热隔膜成型方法和装置,能够在热隔膜预成型阶段使阴角料片与模具贴实,避免阴角架桥问题。
9.为了实现上述目的,本发明提供了一种复合材料帽型长桁的热隔膜预成型系统,其特征在于,包括帽型预成型模具和热隔膜系统;
10.所述预成型模具包括帽顶、两侧帽腰、两侧帽底、阳角和阴角;所述帽顶、两侧帽腰、两侧帽底的表面以及阴角的拐角面均设有垂直贯穿的真空孔;所述预成型模具的底部
表面上沿真空孔周围设有密封胶条;所述帽顶的两端设有定位孔和定位销;
11.所述热隔膜系统包括能够升降的加热框和隔膜框、红外辐射加热器、隔膜、及真空床,所述真空床表面设有真空孔、内部设有与真空系统相连接的真空通道。
12.当所述预成型模具放置在真空床表面,所述真空孔与真空床连通,将产生垂直于真空孔的真空吸力。
13.优选地,所述预成型模具的帽腰-阴角局部区域的材质选用尼龙、ptfe或pp,即所述预成型模具为:由帽腰-阴角局部嵌块与主体金属模具构成的一种组合模具,帽腰-阴角的局部区域采用尼龙、ptfe或pp材质的嵌块,该嵌块嵌合在帽顶-帽腰和帽底之间。
14.所述主体模具的材质为普通钢、铝合金、殷瓦钢或其他树脂基复合材料复合金属材料。
15.其中,该嵌块的材质为尼龙、ptfe或pp,其具有低导热系数和低摩擦系数。由于热隔膜成型过程中料片与模具帽腰和阴角表面接触时,温度较低的金属模具会显著降低料片下表面温度,从而导致阴角料片变形滑移困难,增加阴角架桥风险。因此,将预成型模具设计成由帽腰-阴角局部嵌块与主体金属模具构成的一种组合模具。由于嵌块的材料是低导热系数以及低摩擦系数,当料片接触低导热系数的帽腰-阴角嵌块时,料片下表面温度降低较小,仍处于较低粘度,此时阴角料片变形滑移较易,架桥风险明显降低。
16.优选地,所述帽型包括平直帽型、带曲率的帽型或ω型帽型,所述阴角半径r的取值为:0mm《r≤6mm或6mm《r《30mm,所述阴角角度θ取值为:θ≤90
°
或θ≥120
°
。
17.因此,该热隔膜预成型系统可以用于成型平直或者带曲率的帽型或者ω型长桁,还可以成型阴角r角半径r更小或者更大,r角角度θ更大或者更小的帽型或ω长桁,如0mm《r≤6mm,6mm《r《30mm,θ≤90
°
或者θ≥120
°
。
18.本发明还提供了一种复合材料帽型长桁的热隔膜预成型方法,该方法是采用上述的复合材料帽型长桁的热隔膜预成型系统进行预成型加工,包括如下步骤:
19.步骤1:将自动纤维铺放和自动化裁切的平板料片转移定位在预成型模具上;
20.步骤2:在平板料片表面依次铺贴辅材并定位;
21.步骤3:热隔膜系统的隔膜框架和加热框下降,隔膜与模具上的料片接触,隔膜框架与真空床闭合形成隔膜内腔,开启红外辐射加热器对隔膜下的料片预热;
22.步骤4:开启真空床的真空系统,对隔膜内腔抽真空使料片成型,一方面真空压力通过对隔膜加压使得隔膜拉伸变形,将料片压向模具表面;另一方面模具上的真空孔产生的真空吸力将进一步将料片各个区域尤其阴角吸向模具;
23.步骤5:维持真空压力和温度一定时间,使料片保型为帽型长桁外形;
24.步骤6:停止加热并维持真空压力对料片降温,直到温度达到预设的脱模温度,关闭真空系统,完成帽型长桁预成型。
25.其中,步骤1和2中的定位是采用帽顶两端的定位孔和定位销对料片和表面辅材进行定位。
26.优选地,所述步骤2中的辅材包括:断裂延伸率≥300%的含氟无孔隔离膜和导气材料。
27.优选地,所述的含氟无孔隔离膜为etfe膜或fep膜,所述的导气材料为透气毡或干可剥布。
28.优选地,所述热隔膜系统中隔膜的材质选用断裂延伸率≥600%的改性有机硅聚合物、聚硅氧烷聚合物或硅橡胶材料。该材料可重复使用,减少了高成本尼龙真空袋膜的使用。
29.优选地,所述步骤3中预热的温度为65~85℃,时间为15~35min。
30.优选地,所述步骤4中抽真空使料片成型包括1个阶段或多个阶段,每一阶段的抽真空速率在-0.1~-10kpa/min,并最终达到系统最大真空至-85~-93kpa。
31.优选地,所述步骤5中维持的时间为0~15min;所述6中脱模温度≤40℃。
32.本发明的提供的一种复合材料帽型长桁的预成型模具,模具材质可以是普通钢、铝合金、殷瓦钢或复合材料。所述的帽型长桁模具含有凸模和凹模区域,帽顶平面区域两个端头含有定位销孔,采用尼龙材质的定位销插入料片定位孔和模具定位销孔,实现料片在模具上定位;所述的帽型长桁模具在垂直于帽顶-阳角-帽腰-阴角-帽底区域均匀设置上下贯穿的真空孔。模具下表面距离真空孔边缘一定距离,设置了一圈安装有真空密封圈的凹槽。当模具放置在真空床上并接通真空系统时,模具的真空孔与真空床的真空系统连通,模具上表面将产生垂直于真空孔朝下的真空吸力。
33.本发明的热隔膜成型方法通过采用高延伸率隔膜对加热料片抽真空加压,加热的料片被拉伸的隔膜压向模具上表面并与之基本贴合;另一方面,模具表面真空孔产生的真空吸力会进一步将阴角处难于贴实的料片与模具贴实,从而避免了阴角架桥的发生。此外,由于可以直接通过真空孔的真空吸力来使料片与模具贴实,该方法极大的减少了料片周围导气材料的铺贴使用,降低制造成本。
34.与现有技术相比,本发明的有益效果在于:
35.(1)本发明提出的帽型长桁的热隔膜预成型系统和方法,通过在预成型模具上设置产生真空吸力的真空孔,热隔膜抽真空预成型时,加热的料片不仅可以通过隔膜加压,还可以通过模具表面真空孔产生的真空吸力辅助料片贴实,尤其对于阴角料片可以更好的贴实,避免了阴角架桥和后续加盖板预抽的工序,从而提升帽型长桁预成型质量;
36.(2)进一步地,本发明通过将预成型模具帽腰-阴角局部区域的材质进行改进,可以解决“由于热隔膜成型过程中料片与模具帽腰和阴角表面接触时,温度较低的金属模具会显著降低料片下表面温度,从而导致阴角料片变形滑移困难,增加阴角架桥风险”的问题;
37.(2)本发明采用的一种特殊的高延伸率隔膜可以重复使用,可减少一次性真空袋膜的使用和更换,并且由于带真空孔模具的使用,成型过程中可以大幅减少导气材料的铺贴和使用,提高生产效率以及降低了辅材成本。
附图说明
38.图1是背景技术中帽型长桁热隔膜成型阴角架桥问题的示意图;
39.图2是本发明提供的热隔膜预成型模具的结构示意图;
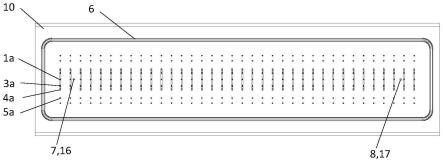
40.图3是本发明提供的热隔膜成型方法的预成型模具俯视图;
41.图4是本发明提供的采用自动纤维铺放和自动化裁切技术制备的料片转移到预成型模具的示意图;
42.图5是本发明提供的热隔膜成型方法的料片铺贴、定位以及预热示意图;
43.图6是本发明提供的热隔膜成型方法的料片抽真空预成型示意图;
44.附图标记:1.帽顶;1a.帽顶真空孔;2.阳角;3.帽腰;3a.帽腰真空孔;4.阴角;4a.阴角真空孔;5.帽底;5a.帽底真空孔;6.密封胶条;7.定位孔一;8.定位孔二;9.料片;10.预成型模具;11和12.无孔隔离膜;13.导气材料;14.定位孔三;15.定位孔四;16.定位销钉一;17.定位销钉二;18.隔膜框;19.加热框;20.真空床;21.隔膜内腔;22.隔膜;23.红外辐射加热器;24.真空床气孔;25.嵌块。
具体实施方式
45.为使本发明更明显易懂,兹以优选实施例,并配合附图作详细说明如下。
46.实施例
47.图2、图3分别给出了用于成型帽型长桁的预成型模具10的结构示意图和俯视图。该预成型模具可以是“ω型”帽型或其他的帽型,其包括五个部分,即帽顶1、阳角2、帽腰3、阴角4和帽底5。五个部分除了阳角区域外,其他四个区域均设置了垂直贯穿于相应区域表面的真空孔,即帽顶真空孔1a、帽腰真空孔3a、阴角真空孔4a、帽底真空孔5a。此外,所述预成型模具的底部表面上沿着真空孔周围设置了一圈密封胶条6。此外,在模具帽顶的两端分别设有用于定位料片的定位孔一7和定位孔二8,所述定位孔上分别设有定位销钉一16和定位销钉二17。
48.可选的,预成型模具还可以设计成具有帽腰3-阴角4局部嵌块25的一种组合模具(图2)。该嵌块可以是低导热系数以及低摩擦系数材料构成,如尼龙、ptfe、pp。当预热的料片9接触低导热系数的帽腰-阴角局部嵌块25时,料片9下表面温度降低较小,仍处于较低粘度,此时料片9阴角4变形滑移较易,架桥风险明显降低。
49.一种热隔膜预成型系统,包括上述的预成型模具和热隔膜系统,所述热隔膜系统包括能够升降的加热框19和隔膜框18、红外辐射加热器23、隔膜22、及真空床20,所述真空床表面设有真空床气孔24、内部设有与真空系统相连接的真空通道。可参见图6,图6热隔膜成型方法的料片抽真空预成型示意图中显示了该热隔膜系统。
50.一种热隔膜预成型方法,采用上述的热隔膜预成型系统进行加工,具体包括以下步骤:
51.首先,将自动纤维铺放和自动裁切制备的料片9通过无孔隔离膜11转移到模具帽顶1上,然后在上表面再依次铺贴隔离膜12和一层导气材料13。料片9两端的定位孔三14和定位孔四15与模具10帽顶的定位孔一7和定位孔二8重合,通过定位销钉15和16固定平板料片,如图4、5所示。其中,无孔隔离膜11和12为含氟无孔隔离膜,具体可采用etfe膜或fep膜。
52.其次,热隔膜成型系统的预热程序自动开启。隔膜框18和加热框19同时下降,隔膜框18与真空床20闭合形成密闭的隔膜内腔21,高延伸率耐温隔膜22与料片9上表面接触,加热框上的红外辐射器23开启并对隔膜22和料片9预热。系统以最大加热速率升温使得隔膜上表面加热温度在65~85℃,加热时间15~35min,如图5所示。其中,高延伸率耐温隔膜选用断裂延伸率至少600%的改性有机硅聚合物或聚硅氧烷聚合物或者硅橡胶材料。
53.然后,真空床上的真空系统开启。通过一定的抽真空速率,如-0.1~-10kpa/min,对隔膜22通过一次抽真空来使得料片成型,如图6所示。由于隔膜内腔21抽真空,大气压使得拉伸的隔膜22将已经加热变软的料片9压向模具表面;同时,由于模具10上设置有真空孔
1a、3a、4a、5a,真空床抽真空时,由隔膜内腔21到模具真空孔1a、3a、4a、5a再到真空床气孔24形成的气体通道将产生吸力,该吸力进一步将料片9吸向真空孔位置。尤其在模具阴角4处,真空吸力产生的额外作用将可能架桥的料片与模具贴实。当系统抽真空达到最大真空压力-85~-93kpa,继续保温0~15min。此时,料片9已经完全压向模具的五个区域帽顶1、阳角2、帽腰3、阴角4以及帽底5。
54.可选的,抽真空对料片成型的过程可以分为1个或多个阶段,每一阶段的抽真空速率在-0.1~-10kpa/min,并最终达到系统最大真空-85~-93kpa。
55.最后,关闭红外辐射加热器23,热隔膜成型系统开始降温,降温速率不大于5℃/min,真空系统仍保持最大真空压力-85~-93kpa。直到系统降温至预设温度,如40℃及以下。关闭真空,帽型长桁完成预成型加工。
56.上述实施例仅为本发明的优选实施例,并非对本发明任何形式上和实质上的限制,应当指出,对于本技术领域的普通技术人员,在不脱离本发明的前提下,还将可以做出若干改进和补充,这些改进和补充也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1