一种具有内胆的玩偶及具有内胆的玩偶的制造方法与流程
1.本发明涉及玩具技术领域,尤其是指一种具有内胆的玩偶及具有内胆的玩偶的制造方法。
背景技术:
2.玩偶是指供儿童玩耍的仿形玩具,比如:人形、动物形状等。现有技术中的塑料玩偶一般是注塑成型出一体式构造的仿形塑料件,仿形塑料件要么是实心的,要么是空心的,然后通过喷漆、移印等工艺对仿形塑料件进行加工处理,以生产出所需形状和颜色的玩偶。该生产方式的加工步骤繁琐,生产效率低下,成本高,且不利于环保。因此,缺陷十分明显,亟需提供一种解决方案。
技术实现要素:
3.为了解决上述技术问题,本发明的目的在于提供一种具有内胆的玩偶及具有内胆的玩偶的制造方法。
4.为了实现上述目的,本发明采用如下技术方案:
5.一种具有内胆的玩偶,其包括内胆、套环及两个半外套件,两个半外套件对合拼接以包覆内胆,内胆的外表面设置有多个定位凸起,两个半外套件均设置有若干个定位孔,多个定位凸起分别与两个半外套件的若干个定位孔凹凸适配,套环套设于对合后的两个半外套件外,套环和两个半外套件之间的连接缝设置有连接胶,连接胶用于将套环和两个半外套件连接在一起。
6.进一步地,内胆由两个半内胆件对合拼接而成。
7.进一步地,两个半外套件均设置有限位块,套环设置有与对应的限位块凹凸适配的限位槽。
8.进一步地,定位凸起突伸至定位孔外。
9.本发明还提供一种具有内胆的玩偶的制造方法,包括以下步骤:
10.步骤一:加工成型出具有颜色和多个定位凸起的内胆,加工成型出具有颜色的套环和具有颜色和若干个定位孔的两个半外套件;
11.步骤二:将两个半外套件对合拼接以将内胆包覆,且内胆的多个定位凸起分别突伸至两个半外套件的定位孔内;
12.步骤三:将套环套设在对合后的两个半外套件外,以形成半成型的玩偶;
13.步骤四:将半成型的玩偶放置在注塑成型模具的注塑腔内,通过注塑机向注塑成型模具的注塑腔内注入具有颜色的熔融胶料,使得熔融胶料成型在套环和两个半外套件之间的连接缝内,并固化后成型为连接胶,连接胶将套环和两个半外套件连接在一起,以生产出具有内胆的玩偶。
14.进一步地,内胆由两个半内胆件对合拼接而成,半内胆件通过吸塑机和吸塑模配合以吸塑成型。
15.进一步地,两个半外套件均设置有限位块,套环设置有与对应的限位块凹凸适配的限位槽。
16.进一步地,半外套件通过注塑机和第一注塑模具配合以注塑成型。
17.进一步地,套环通过注塑机和第二注塑模具配合以注塑成型。
18.进一步地,定位凸起突伸至定位孔外。
19.本发明的有益效果:本发明的玩偶具有内胆,且实现了玩偶的每个部件(内胆、套环和两个半外套件)的模块化生产,各个部件可以预先按照颜色和形状等需求生产成型,便于各部件的生产制造,组装后再通过连接胶将相邻的两个部件的连接处连接在一起,结构新颖及稳定性好,省去了现有技术中一体式构造的玩偶所需喷漆、移印等繁琐工艺,提高了生产效率,环保节能。
附图说明
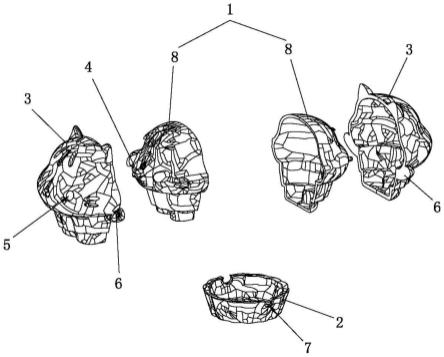
20.图1为本发明的玩偶的分解结构示意图。
21.图2为本发明的玩偶的立体结构示意图。
22.附图标记说明:
23.1、内胆;2、套环;3、半外套件;4、定位凸起;5、定位孔;6、限位块;7、限位槽;8、半内胆件。
具体实施方式
24.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
25.如图1和2所示,本发明提供的一种具有内胆的玩偶,其包括呈中空状的内胆1、套环2及两个半外套件3,两个半外套件3对合拼接以包覆内胆1,内胆1的外表面设置有多个定位凸起4,两个半外套件3均设置有若干个定位孔5,多个定位凸起4分别与两个半外套件3的若干个定位孔5凹凸适配,套环2套设于对合后的两个半外套件3外,套环2和两个半外套件3之间的连接缝设置有连接胶,连接胶用于将套环2和两个半外套件3连接在一起;本玩偶的形状可以需求而设定,比如:人偶、芭比猫等。本发明的玩偶具有内胆1,且实现了玩偶的每个部件(内胆1、套环2和两个半外套件3)的模块化生产,各个部件可以预先按照颜色和形状等需求生产成型,便于各部件的生产制造,组装后再通过连接胶将相邻的两个部件的连接处连接在一起,结构新颖及稳定性好,省去了现有技术中一体式构造的玩偶所需喷漆、移印等繁琐工艺,提高了生产效率,环保节能,成本低。
26.本实施例中,内胆1由两个半内胆件8对合拼接而成,实现了内胆1的模块化组装,便于内胆1的成型,半内胆件8的生产制造便捷。
27.本实施例中,两个半外套件3均设置有限位块6,套环2设置有与对应的限位块6凹凸适配的限位槽7;通过限位块6与限位槽7配合,以实现套环2与两个半外套件3的定位,有利于提高套环2与两个半外套件3的组装精度和稳定性。
28.本实施例中,定位凸起4突伸至定位孔5外,立体感好,构造新颖,外形美观。
29.本发明还提供一种具有内胆的玩偶的制造方法,包括以下步骤:
30.步骤一:加工成型出具有颜色和多个定位凸起4的内胆1,加工成型出具有颜色的
套环2和具有颜色和若干个定位孔5的两个半外套件3;
31.步骤二:将两个半外套件3对合拼接以将内胆1包覆,且内胆1的多个定位凸起4分别突伸至两个半外套件3的定位孔5内;
32.步骤三:将套环2套设在对合后的两个半外套件3外,以形成半成型的玩偶;
33.步骤四:将半成型的玩偶放置在注塑成型模具的注塑腔内,通过注塑机向注塑成型模具的注塑腔内注入具有颜色的熔融胶料,使得熔融胶料成型在套环2和两个半外套件3之间的连接缝内,并固化后成型为连接胶,连接胶将套环2和两个半外套件3连接在一起,以生产出具有内胆的玩偶。该制造方法便于生产制造出具有内胆的玩偶,且实现了玩偶的每个部件(内胆1、套环2和两个半外套件3)的模块化生产,各个部件可以预先按照颜色和形状等需求生产成型,便于各部件的生产制造,组装后再通过连接胶将相邻的两个部件的连接处连接在一起,结构新颖及稳定性好,省去了现有技术中一体式构造的玩偶所需喷漆、移印等繁琐工艺,提高了生产效率,环保节能。
34.本实施例中,内胆1由两个半内胆件8对合拼接而成,半内胆件8通过吸塑机和吸塑模配合以吸塑成型,便于内胆1的组装成型,半内胆件8的生产制造便捷。
35.本实施例中,两个半外套件3均设置有限位块6,套环2设置有与对应的限位块6凹凸适配的限位槽7;通过限位块6与限位槽7配合,以实现套环2与两个半外套件3的定位,有利于提高套环2与两个半外套件3的组装精度和稳定性。
36.本实施例中,半外套件3通过注塑机和第一注塑模具配合以注塑成型,便于生产出具有所需颜色和形状的半外套件3。
37.本实施例中,套环2通过注塑机和第二注塑模具配合以注塑成型,便于生产出具有所需颜色和形状的套环2。
38.本实施例中,定位凸起4突伸至定位孔5外,立体感好,构造新颖,外形美观。
39.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
40.上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1