一种低成本生产超厚注塑制品的注塑系统及方法与流程
1.本发明涉及注塑模具技术领域,更具体地说,涉及一种低成本生产超厚注塑制品的注塑系统及方法。
背景技术:
2.塑料制品是由注塑机将熔融塑料注入模具的模腔后,待熔融塑料冷却凝固后形成的产品。塑料制品的冷却时间通常由塑料制品的厚度决定,例如光学透镜等超厚的塑料制品,其厚度往往在30毫米以上,在整个注塑生产过程中,模具在注塑机中停留的时间往往在几十分钟以上。
3.由于塑料制品的成本计算很大程度上是取决于注塑流程完成后模具在注塑机中停留时间的长短,在进行超厚的塑料制品的生产时,模具在注塑流程完成后,需要在注塑机中停留较长时间,待模具中的熔融塑料冷却凝固后才能进行下一个注塑流程。在此过程中,注塑机只是起到一个机械锁紧的作用,其它功能均处于闲置状态,而注塑机的加工费用是以模具在注塑机内停留的时间长短计算的,在注塑机中停留较长时间会造成注塑机的加工费用非常昂贵,进而导致塑料制品的生产成本大幅提高,加大企业的负担。
技术实现要素:
4.本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种低成本生产超厚注塑制品的注塑系统及方法。
5.本发明解决其技术问题所采用的技术方案是:
6.构造一种低成本生产超厚注塑制品的注塑系统,包括多套可自锁的模具结构、用于打开或合拢所述模具结构的模具开合机构、以及用于向所述模具结构的模腔中注入熔融塑料的注塑机构,通过将所述模具结构移入所述注塑机构中注塑后移出冷却,以及通过所述模具开合机构将冷却完成的所述模具机构打开并取出塑料制品,以降低所述模具结构在所述注塑机构中停留的时间。
7.进一步地,所述模具结构两侧均设有自锁块,在所述模具结构合拢时,所述模具结构与所述自锁块连接。
8.进一步地,所述模具结构包括上模与下模,所述上模的型面与所述下模的型面围构成模腔;在所述上模与所述下模合拢时,所述自锁块分别与所述上模和所述下模连接,使得所述上模与所述下模相对固定。
9.进一步地,所述注塑机构与所述模具开合机构之间设有用于输送所述模具结构的运输机构。
10.进一步地,所述模具开合机构中设有用于打开所述上模、所述下模与所述自锁块的机械手。
11.进一步地,所述模具开合机构中设有顶出所述塑料制品的顶出器。
12.本发明提供一种低成本生产超厚注塑制品的注塑方法,包括以下步骤:
13.将合拢锁定的模具结构移入注塑机构中;
14.利用所述注塑机构将熔融材料注入所述模具结构的模腔中;
15.将完成注塑流程的所述模具结构移出所述注塑机构,进行下一套模具结构的注塑流程;
16.对完成注塑流程且被移出所述注塑机构的所述模具结构进行冷却;
17.将完成冷却流程的所述模具结构移入模具开合机构中,利用所述模具开合机构打开所述模具结构,取出塑料制品。
18.进一步地,还包括步骤:
19.在取出所述塑料制品后,所述模具开合机构将所述模具结构合拢,并推动自锁块将所述模具机构锁定,由运输机构将所述模具结构移送至所述注塑机构旁备用。
20.进一步地,所述步骤:对完成注塑流程且被移出所述注塑机构的所述模具结构进行冷却,具体包括:
21.向所述模具结构中注入冷空气。
22.进一步地,还包括步骤:
23.打开所述模具结构两侧的自锁块;
24.打开所述模具结构,顶出所述塑料制品。
25.本发明的有益效果在于:本技术利用注塑机构与模具开合机构的配合,将可自锁的模具结构在注塑机构中完成注塑后,便移出进行冷却,待模具结构中的熔融塑料冷却凝固后,由模具开合机构将模具结构的自锁块、上模和下模打开并取出塑料制品,模具结构在注塑机构中的停留时间被大幅缩短,在塑料冷却凝固的过程中,注塑机构可以持续为其它模具结构进行注塑,在生产过程中可以单台注塑机构运转多套模具结构,大大减少注塑成本。
附图说明
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将结合附图及实施例对本发明作进一步说明,下面描述中的附图仅仅是本发明的部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图:
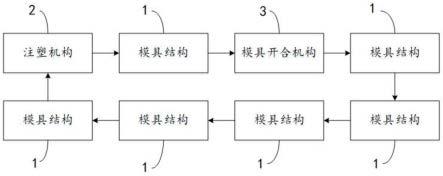
27.图1为本发明实施例的一种低成本生产超厚注塑制品的注塑系统的结构框图;
28.图2为本发明实施例的模具结构的结构示意图;
29.图3为本发明实施例的注塑机构工作时的状态示意图;
30.图4为本发明实施例的模具开合机构工作时的状态图;
31.图5为本发明实施例的一种低成本生产超厚注塑制品的注塑方法的流程框图。
32.图中,1、模具结构;2、注塑机构;3、模具开合机构;11、自锁块;12、上模;13、下模;31、顶出器。
具体实施方式
33.为了使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前
提下所获得的所有其他实施例,都属于本发明的保护范围。
34.本发明实施例如图1至图4所示,提供一种低成本生产超厚注塑制品的注塑系统,包括多套可自锁的模具结构1、用于打开或合拢模具结构1的模具开合机构3、以及用于向模具结构1的模腔中注入熔融塑料的注塑机构2,通过将模具结构1移入注塑机构2中注塑后移出冷却,以及通过模具开合机构3将冷却完成的模具机构打开并取出塑料制品,以降低模具结构1在注塑机构2中停留的时间。
35.模具结构1可实现自锁,无需注塑机构2进行机械锁紧。将合拢且锁定的模具结构1移入注塑机构2的工作台上后,注塑机构2的射嘴受驱动件的驱动向下移,射嘴对准模具结构1的浇口,将熔融塑料注入模具结构1的模腔中,在注塑完成后,射嘴回退,模具结构1被移出注塑机构2进行冷却。由于模具结构1能够自锁,熔融的塑料不会将模具胀开。在该套模具结构1完成注塑流程并移出冷却后,注塑机构2可进行下一套模具结构1的注塑流程,无需等待当前的模具结构1冷却。
36.在模具结构1中的塑料冷却凝固后,将模具结构1移入模具开合机构3中,由模具开合机构3将合拢锁定的模具结构1解锁打开,并顶出塑料制品,工作人员将塑料制品取出后,模具开合机构3再将模具结构1合拢并锁定,随后将模具结构1从模具开合机构3中移出至注塑机构2旁备用。
37.在此过程中,模具结构1在注塑完成后移出注塑机构2的过程中所耗费时间在1分钟左右。冷却后的模具结构1在模具开合机构3中打开并取出塑料制品的时间节拍短于注塑过程的时间节拍,其所需的费用远低于在注塑机构2中等待冷却所需的费用。
38.采用该方案,能够大幅缩短模具结构1在注塑机构2中停留的时间,在塑料冷却凝固的过程中,注塑机构2可以持续为其它模具结构1进行注塑流程,无需因等待塑料冷却而闲置,在生产过程中单台注塑机构2可以运转多套模具结构1,大大减少注塑成本。
39.在进一步的实施例中,模具结构1两侧均设有自锁块11,在模具结构1合拢时,模具结构1与自锁块11连接。
40.在进一步的实施例中,模具结构1包括上模12与下模13,上模12的型面与下模13的型面围构成模腔;在上模12与下模13合拢时,自锁块11分别与上模12和下模13连接,使得上模12与下模13相对固定。
41.在进行注塑前,由模具开合机构3将上模12与下模13合拢,随后将自锁块11被推动至上模12与下模13的两侧,与上模12和下模13连接,依靠自锁块11的内壁与上模12的斜面、以及自锁块11的内壁与下模13的斜面之间产生的摩擦力实现自锁固定,在注塑与冷却过程中不会脱离。
42.在进一步的实施例中,注塑机构2与模具开合机构3之间设有用于输送模具结构1的运输机构。
43.在模具结构1移入或移出注塑机构2、模具结构1移入或移出模具开合机构3、以及模具结构1从模具开合机构3移送至注塑机构2旁备用的过程均由运输机构实现。
44.在上述实施例中,注塑机构2为注塑机,模具开合机构3为模具开合机,运输机构可以是传送带结构或运输机器人。
45.在上述实施例中,模具结构1在移入注塑机构2或模具开合机构3时,均会在注塑机构2的工作台或模具开合机构3的工作台上实现定位。
46.在进一步的实施例中,模具开合机构3中设有用于打开上模12、下模13与自锁块11的机械手。
47.其中,模具结构1的自锁功能依靠的是自锁块11的内壁与上模12的斜面、以及自锁块11的内壁与下模13的斜面之间产生的摩擦力实现自锁固定。在模具结构1锁定与解锁过程中,自锁块11需要借助外力推动至与上模12和下模13连接以及从模具结构1上拉出。
48.在进一步的实施例中,模具开合机构3中设有顶出塑料制品的顶出器31。
49.具体地,冷却完成的模具结构1移入模具开合机构3后,由机械手先将模具结构1两侧的自锁块11拉出,再由机械手将上模12提起,打开模具,顶出器31将模具结构1中的塑料制品顶起,工作人员取出塑料制品后,机械手驱动上模12下移与下模13合拢,随后机械手将两侧的自锁块11向中间推动,直至自锁块11与上模12和下模13连接,锁紧模具结构1。
50.在另一实施例中,如图5所示,本发明提供一种低成本生产超厚注塑制品的注塑方法,包括以下步骤:
51.s100:将合拢锁定的模具结构移入注塑机构中;
52.s200:利用注塑机构将熔融材料注入模具结构的模腔中;
53.s300:将完成注塑流程的模具结构移出注塑机构,进行下一套模具结构的注塑流程;
54.s400:对完成注塑流程且被移出注塑机构的模具结构进行冷却;
55.s500:将完成冷却流程的模具结构移入模具开合机构中,利用模具开合机构打开模具结构,取出塑料制品。
56.进一步地,还包括步骤:
57.在取出塑料制品后,模具开合机构将模具结构合拢,并推动自锁块将模具机构锁定,由运输机构将模具结构移送至注塑机构旁备用。
58.进一步地,步骤:对完成注塑流程且被移出注塑机构的所述模具结构进行冷却,具体包括:
59.向所述模具结构中注入冷空气。
60.进一步地,还包括步骤:
61.打开模具结构两侧的自锁块;
62.打开模具结构,顶出塑料制品。
63.合拢锁定的模具结构移入注塑机构的工作台上,定位校准后,注塑机构将塑料加热形成熔融的塑料,将熔融的塑料通过射嘴注入模具结构的模腔中。在模具结构完成注塑流程后,将模具结构从注塑机构中移出进行冷却,在模具结构移出注塑机构的过程中,所耗费的时间在1分钟左右。注塑机构对下一套模具结构进行注塑。
64.向完成注塑流程且被移出注塑机构的模具结构中通入冷空气进行冷却,直至塑料冷却凝固,在这个过程中,所消耗的费用是非常小的。在模具结构中的塑料冷却凝固后,通过运输机构将该模具结构移入模具开合机构中,由模具开合机构的机械手将模具结构两侧的自锁块拉开,顶出器顶出塑料制品,工作人员取出塑料制品后,模具开合机构的机械手再将上模和下模合拢,机械手将两侧的自锁块向中间推动,使得自锁块分别与上模与下模连接,自锁块的内壁与上模的斜面以及自锁块的内壁与下模的斜面之间均存在摩擦力,依靠该摩擦力模具结构实现自锁固定。模具结构合拢锁定后,由运输机构移送至注塑机构旁备
用,在此过程中,模具结构在模具开合机构上停留的时间节拍会短于模具结构在注塑机构上停留的时间节拍,其费用是远低于模具结构在注塑机构中等待的费用。
65.具体地,例如采用传统的注塑方法,模具结构在注塑机构中需要耗费注塑与冷却的时间,生产多个超厚的塑料制品需要耗费多段相同的时间。而采用上述注塑方法,能够在相同的时间中生产更多的超厚塑料制品,同样数量的超厚的塑料制品,生产所需时间会更短,其注塑成本远低于传统的注塑方法所消耗的注塑成本。
66.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1