一种金属压纹PVC足球表皮的制备方法与流程
一种金属压纹pvc足球表皮的制备方法
技术领域
1.本发明涉及足球加工技术领域,尤其涉及一种金属压纹pvc足球表皮的制备方法。
背景技术:
2.足球包括内胆和球皮,需要将多个皮片进行粘合,形成球皮,部分球皮采用pvc材料进行制备,pvc材料生产工艺简单,成本较低。
3.但进行球片的切割时,会产生大量的废料,造成资源的浪费。
技术实现要素:
4.本发明的目的在于提供一种金属压纹pvc足球表皮的制备方法,解决了进行球片的切割时,会产生大量的废料,造成资源的浪费的技术问题。
5.为实现上述目的,本发明提供了一种金属压纹pvc足球表皮的制备方法,包括如下步骤:
6.将皮革粉体和pvc粉体进行碾磨,碾磨后混合得到混合粉体;
7.将混合粉体与添加剂进行混合密炼制备得到pvc毛料;
8.通过钢辊对pvc毛料进行压纹,压纹后通过模具进行切割,获得皮片和废料;
9.对皮片进行塑封和涂胶,并进行烘干,制得球片;
10.将废料进行碾磨,获得混合粉体,用于下一次制备。
11.其中,所述将皮革粉体和pvc粉体进行碾磨,碾磨后混合得到混合粉体的步骤具体包括:
12.将废弃皮革材料制品或角料进行清洗并烘干,粉碎获得皮革粉体;
13.将pvc像塑保温材料制品进行清洗并烘干,粉碎获得pvc粉体;
14.将皮革粉体和pvc粉体通过磨盘型固相力化学反应器进行碾磨。
15.其中,在将皮革粉体和pvc粉体通过磨盘型固相力化学反应器进行碾磨的步骤中:
16.所述磨盘型固相力化学反应器的碾磨压力为16~18kn,磨盘盘面温度通过通入温度为-10~-12℃恒温循环液体介质进行控制,循环碾磨10~20次,磨盘转速20~30转/分。
17.其中,所述将混合粉体与添加剂进行混合密炼,制备得到pvc毛料的步骤具体包括:
18.通过高速混合机将混合粉体和添加剂进行混合;
19.混合后转到密炼机混炼3~6min;
20.胶料塑化后由开放式轧轮混炼4~6min。
21.其中,在将混合粉体与添加剂进行混合密炼,制备得到pvc毛料的步骤中:
22.所述添加剂包括聚氯乙烯稳定剂和增塑剂,所述聚氯乙烯稳定剂采用钙锌稳定剂、金属皂类稳定剂、铅盐类稳定剂其中任意一种,所述增塑剂采用邻苯二甲酸酯类增塑剂、聚酯类增塑剂、环氧类增塑剂其中任意一种。
23.其中,所述通过钢辊对pvc毛料进行压纹,压纹后通过模具进行切割,获得皮片和
废料的步骤具体包括:
24.利用送料辊传输所述pvc毛料;
25.所述pvc毛料经过钢棍后完成压纹,再送入成品刀模的下方;
26.所述成品刀模下压完成切割,废料缠绕于收料辊的外侧壁,球片通过打料杆进行收集。
27.其中,在对皮片进行塑封和涂胶,并进行烘干,制得球片的步骤中:
28.使用过胶机对皮片的辊压面进行塑封;
29.再使用涂胶机对皮片的背面进行涂胶;
30.将涂胶后的皮片送至烘道内,进行烘干。
31.本发明的一种金属压纹pvc足球表皮的制备方法,将皮革粉体和pvc粉体进行碾磨,碾磨后混合得到混合粉体,将混合粉体与添加剂进行混合密炼制备得到pvc毛料,通过钢辊对pvc毛料进行压纹,压纹后通过模具进行切割,获得皮片和废料,对皮片进行塑封和涂胶,并进行烘干,制得球片,将废料进行碾磨,获得混合粉体,用于下一次制备;通过上述方法,可将切割后的废料与添加剂混合后可再次进行密炼,提高原料的利用率,从而降低了生产成本。
附图说明
32.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
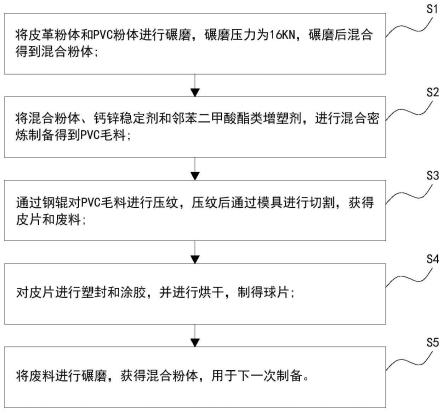
33.图1是本发明第一实施例的步骤流程图。
34.图2是本发明第二实施例的步骤流程图。
35.图3是本发明第三实施例的步骤流程图。
具体实施方式
36.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
37.第一实施例:
38.请参阅图1,本发明提供一种金属压纹pvc足球表皮的制备方法,包括如下步骤:
39.s1:将皮革粉体和pvc粉体进行碾磨,碾磨压力为16kn,碾磨后混合得到混合粉体;
40.s2:将混合粉体、钙锌稳定剂和邻苯二甲酸酯类增塑剂,进行混合密炼制备得到pvc毛料;
41.s3:通过钢辊对pvc毛料进行压纹,压纹后通过模具进行切割,获得皮片和废料;
42.s4:对皮片进行塑封和涂胶,并进行烘干,制得球片;
43.s5:将废料进行碾磨,获得混合粉体,用于下一次制备。
44.其中在步骤s1中,将废弃皮革材料制品或角料进行清洗并烘干,粉碎获得皮革粉体,将pvc像塑保温材料制品进行清洗并烘干,粉碎获得pvc粉体,将皮革粉体和pvc粉体通过磨盘型固相力化学反应器进行碾磨;所述磨盘型固相力化学反应器的碾磨压力为16kn,磨盘盘面温度通过通入温度为-10℃恒温循环液体介质进行控制,循环碾磨10次,磨盘转速20转/分。
45.步骤s2中,通过高速混合机将混合粉体和添加剂进行混合,混合后转到密炼机混炼3min,胶料塑化后由开放式轧轮混炼4min。
46.在步骤s3中,利用送料辊传输所述pvc毛料,所述pvc毛料经过钢棍后完成压纹,再送入成品刀模的下方,所述成品刀模下压完成切割,废料缠绕于收料辊的外侧壁,球片通过打料杆进行收集。
47.在步骤s4中,使用过胶机对皮片的辊压面进行塑封,再使用涂胶机对皮片的背面进行涂胶,将涂胶后的皮片送至烘道内,进行烘干;对球胆进行涂胶,并进行烘干,收纳烘干后的球胆和所述半成品球片,进入贴合成品的工序;将胶体倒入上胶槽内,进行加热控制胶体状态;利用两侧的机械爪对所述球胆进行夹持,将所述球胆置入所述上胶槽内;两侧的机械爪带动球胆转动,使得胶体包裹于所述球胆的外侧壁;裹胶完成后,利用两侧的机械爪将所述球胆送入烘道内烘干;按工艺图纸将烘干后的球胆和所述半成品球片进行粘合,加温定型并封边,得到成品球。
48.在步骤s5中,通过上述方法,可将切割后的废料与添加剂混合后可再次进行密炼,提高原料的利用率,从而降低了生产成本。
49.第二实施例:
50.请参阅图2,本发明提供一种金属压纹pvc足球表皮的制备方法,包括如下步骤:
51.s1:将皮革粉体和pvc粉体进行碾磨,碾磨压力为17kn,碾磨后混合得到混合粉体;
52.s2:将混合粉体、金属皂类稳定剂和聚酯类增塑剂,进行混合密炼制备得到pvc毛料;
53.s3:通过钢辊对pvc毛料进行压纹,压纹后通过模具进行切割,获得皮片和废料;
54.s4:对皮片进行塑封和涂胶,并进行烘干,制得球片;
55.s5:将废料进行碾磨,获得混合粉体,用于下一次制备。
56.其中在步骤s1中,将废弃皮革材料制品或角料进行清洗并烘干,粉碎获得皮革粉体,将pvc像塑保温材料制品进行清洗并烘干,粉碎获得pvc粉体,将皮革粉体和pvc粉体通过磨盘型固相力化学反应器进行碾磨;所述磨盘型固相力化学反应器的碾磨压力为17kn,磨盘盘面温度通过通入温度为-11℃恒温循环液体介质进行控制,循环碾磨15次,磨盘转速25转/分。
57.步骤s2中,通过高速混合机将混合粉体和添加剂进行混合,混合后转到密炼机混炼4min,胶料塑化后由开放式轧轮混炼5min。
58.在步骤s3中,利用送料辊传输所述pvc毛料,所述pvc毛料经过钢棍后完成压纹,再送入成品刀模的下方,所述成品刀模下压完成切割,废料缠绕于收料辊的外侧壁,球片通过打料杆进行收集。
59.在步骤s4中,使用过胶机对皮片的辊压面进行塑封,再使用涂胶机对皮片的背面进行涂胶,将涂胶后的皮片送至烘道内,进行烘干;对球胆进行涂胶,并进行烘干,收纳烘干后的球胆和所述半成品球片,进入贴合成品的工序;将胶体倒入上胶槽内,进行加热控制胶体状态;利用两侧的机械爪对所述球胆进行夹持,将所述球胆置入所述上胶槽内;两侧的机械爪带动球胆转动,使得胶体包裹于所述球胆的外侧壁;裹胶完成后,利用两侧的机械爪将所述球胆送入烘道内烘干;按工艺图纸将烘干后的球胆和所述半成品球片进行粘合,加温定型并封边,得到成品球。
60.在步骤s5中,通过上述方法,可将切割后的废料与添加剂混合后可再次进行密炼,提高原料的利用率,从而降低了生产成本。
61.第三实施例:
62.请参阅图3,本发明提供一种金属压纹pvc足球表皮的制备方法,包括如下步骤:
63.s1:将皮革粉体和pvc粉体进行碾磨,碾磨压力为18kn,碾磨后混合得到混合粉体;
64.s2:将混合粉体、铅盐类稳定剂和环氧类增塑剂,进行混合密炼制备得到pvc毛料;
65.s3:通过钢辊对pvc毛料进行压纹,压纹后通过模具进行切割,获得皮片和废料;
66.s4:对皮片进行塑封和涂胶,并进行烘干,制得球片;
67.s5:将废料进行碾磨,获得混合粉体,用于下一次制备。
68.其中在步骤s1中,将废弃皮革材料制品或角料进行清洗并烘干,粉碎获得皮革粉体,将pvc像塑保温材料制品进行清洗并烘干,粉碎获得pvc粉体,将皮革粉体和pvc粉体通过磨盘型固相力化学反应器进行碾磨;所述磨盘型固相力化学反应器的碾磨压力为18kn,磨盘盘面温度通过通入温度为-12℃恒温循环液体介质进行控制,循环碾磨20次,磨盘转速30转/分。
69.步骤s2中,通过高速混合机将混合粉体和添加剂进行混合,混合后转到密炼机混炼6min,胶料塑化后由开放式轧轮混炼6min。
70.在步骤s3中,利用送料辊传输所述pvc毛料,所述pvc毛料经过钢棍后完成压纹,再送入成品刀模的下方,所述成品刀模下压完成切割,废料缠绕于收料辊的外侧壁,球片通过打料杆进行收集。
71.在步骤s4中,使用过胶机对皮片的辊压面进行塑封,再使用涂胶机对皮片的背面进行涂胶,将涂胶后的皮片送至烘道内,进行烘干;对球胆进行涂胶,并进行烘干,收纳烘干后的球胆和所述半成品球片,进入贴合成品的工序;将胶体倒入上胶槽内,进行加热控制胶体状态;利用两侧的机械爪对所述球胆进行夹持,将所述球胆置入所述上胶槽内;两侧的机械爪带动球胆转动,使得胶体包裹于所述球胆的外侧壁;裹胶完成后,利用两侧的机械爪将所述球胆送入烘道内烘干;按工艺图纸将烘干后的球胆和所述半成品球片进行粘合,加温定型并封边,得到成品球。
72.在步骤s5中,通过上述方法,可将切割后的废料与添加剂混合后可再次进行密炼,提高原料的利用率,从而降低了生产成本。
73.以上所揭露的仅为本技术一种或多种较佳实施例而已,不能以此来限定本技术之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本技术权利要求所作的等同变化,仍属于本技术所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1