一种管材在线自动内喷涂模具及其内喷涂方法与流程
1.本发明涉及小口径管材内喷涂技术领域,特别涉及一种管材在线自动内喷涂模具及其内喷涂方法。
背景技术:
2.目前社会上普遍使用的输水管道、排污管,包括自来水管、消防水管、工程引水管、电站引水输水压力管、化工流体输送管等所有管材,由于各种需要,都会考虑在管材内壁喷涂功能涂层的方式来提高管材的相关性能。以提高管材疏水性能为例,上述管材都存在着不同程度的管道与流体之间的摩擦阻力,摩擦阻力直接提高了输送流体难度,增加了流体输送成本,如抽水抗旱、抽水储水发电、消防喷水等为例,就直接显示出了用电量的提升。为了减小摩擦阻力,就需要在管材内壁涂覆具有良好疏水性能的疏水涂层,对于尺寸相对较大的管材来说,可以采用流化床吸引法、静电喷涂法、摩擦静电喷涂法、离心喷涂法等方法来实现内喷涂过程,技术难度小。而对于小尺寸管材来说,由于尺寸小,一般喷涂设备难以进入管内进行喷涂,技术难度较大,是目前研究的主要重点。以小口径ppr管材为例,在提高ppr管材疏水性能时,一般是在加工完成的管材上,用超疏水性涂料液体灌入ppr管内壁,待涂料自风干或用软质海绵等物体在成型管材内壁来回反复插入插出,将疏水涂料涂抹在管材内壁上形成内涂层,此种方法存在效率低下且涂抹不均匀不完整等情况,难以进行推广应用。
技术实现要素:
3.本发明的发明目的在于:针对上述存在的问题,提供一种管材在线自动内喷涂模具及其内喷涂方法,本发明通过对现有管材挤压模具进行改进,可以在管材连续不断生产的情况下,其内壁的涂层也可以连续不断的形成,实现了管材高自动化同步加工目的,具有高效、便捷、低成本的特点,克服了现有管材内喷涂工艺所存在的不足。
4.本发明采用的技术方案如下:一种管材在线自动内喷涂模具,它包括:
5.口模,口模的一端通过口模压板与收缩套固定连接;
6.模芯,位于口模内,模芯与口模之间的间隙构成管料挤出通道,模芯朝向收缩套的一端通过模芯固定座与分流板固定连接;
7.收缩套,收缩套的一端与口模固定连接,其另一端与分流板固定连接;
8.模芯固定座,模芯固定座位于收缩套内,模芯固定座通过固定螺栓与分流板固定连接,模芯固定座与收缩套内壁之间的间隙构成管料收缩通道,管料挤出通道与管料收缩通道接通;
9.分流板,分流板的另一端通过过渡板与合流芯固定连接,所述分流板用于分流来自合流芯的管料;
10.所述模芯上设置有涂料喷射孔,模芯朝向口模的一端设置有雾化喷头,所述涂料喷射孔贯穿所述模芯,所述分流板上设置有涂料进入孔,所述涂料进入孔的一端接通涂料
输送管路,涂料进入孔的另一端接通涂料喷射孔。
11.进一步,所述分流板包括轮缘、轮辐和轮毂,所述涂料进入孔贯穿所述轮缘,以及其中一个轮辐,所述轮毂内设置有用于安装固定螺栓的安装孔,涂料进入孔接通安装孔,所述固定螺栓与安装孔之间留有间隙,以形成用于涂料流通的涂料进入通道,涂料进入孔通过涂料进入通道接通涂料喷射孔。
12.进一步,所述模芯由收缩段和挤压段组成,所述收缩段一端与模芯固定座固定连接,其另一端与挤压段的一端固定连接,收缩段与口模内壁之间的间隙构成管料收缩通道;所述挤压段的另一端固定连接雾化喷头,挤压段与口模内壁之间的间隙构成管料挤压通道。
13.进一步,所述收缩段的端部与固定螺栓之间留有间距,以形成涂料容纳腔,所述涂料容纳腔用于涂料喷射孔和涂料进入通道之间的连接。
14.进一步,在含有涂料进入孔的轮辐上设置有压力检测孔,所述压力检测孔贯穿轮辐和轮缘,压力检测孔的一端接通轮毂内的安装孔,其另一端通过压力检测装置密封,所述压力检测装置用于检测压力检测孔内的压力,利用检测到的压力数据,其不仅可调节涂料进料速度与雾化喷头处的喷料速度,还能调节模具内的压力,从而可以保证挤出管材的圆度,能够避免因模具内部压力过高而导致模具爆炸的问题。
15.进一步,所述分流板上设置有涂料排出孔,所述涂料排出孔贯穿所述轮缘以及其中一个轮辐,并接通安装孔。
16.进一步,所述收缩段内的涂料喷射孔的孔径大于所述挤压段内的涂料喷射孔的孔径。
17.进一步,所述挤压段最外端的外壁面上设置有具有一定粗糙度的粗糙纹路。
18.进一步,所述挤压段的端部向外凸出形成喷头安装座,雾化喷头通过固定组件固定连接在喷头安装座上。
19.进一步,本发明还包括一种管材在线自动内喷涂加工方法,包括以下步骤:
20.a、采用上述管材在线自动内喷涂模具,按照现有方法进行管材挤出生产;
21.b、通过喷射动力组件将涂料输送至涂料进入孔内,调整好涂料输送压力;
22.c、通过雾化喷头对挤出的管材内壁进行喷涂,并一边挤出管材,一边进行喷涂,最终能得到含有内涂层的管材产品。
23.综上所述,由于采用了上述技术方案,本发明的有益效果是:
24.1、本发明通过在模芯、分流板等组件上开孔形成涂料喷射通道,可以在管材连续不断生产的情况下,其内壁的涂层也可以连续不断的形成,整个喷涂过程不受管材长度以及口径的限制,实现了管材高自动化同步加工目的;
25.2、本发明对现有管材挤压模具改动不多,但结构设计巧妙,通过在挤压模具内开设涂料喷射通道,在没有干扰管材挤出过程的情况下,其不仅无需额外布置涂料喷射管道,而且还能够保证涂料喷涂过程中的密封性,避免了涂料泄漏,由于涂料喷射孔位于模芯内,与之相连的雾化喷头能够快速且均匀地将涂料喷射在管内壁上,保证了涂层的均匀性,经检测,对于长度为6m的φ32pvc管来说,喷涂的疏水层的厚度差不超过0.1mm,涂层均匀性良好;
26.3、在现有一些管材挤压模具中,其分流板、模芯等组件上设置有排热孔,以便排出
挤压模具空腔内的热气体,避免热气体受热膨胀造成管材圆度不足,同时避免热空气持续聚集而引发模具爆炸,在本发明中,通过涂料喷射孔的设置,其不仅能够实现管材的内喷涂作业,还能在喷涂过程中将模具空腔内的热量带走,进而避免了模具热量聚集的影响,同时,输送过程中的涂料还能通过模具空腔内的热量来维持其良好的流动性,无需对涂料在模具内的流动性进行专门设计,两者相互促进,使得涂料喷涂过程能够持续能稳定地进行;
27.4、本发明的管材在线自动内喷涂模具相比于现有独立于管道模具的喷涂设备来说,本发明的模具对管材的适应能力更强,投入成本更低,工作效率更高,内喷涂形成的涂层也能达到很高的质量水平,尤其适合于工业化生产中。
附图说明
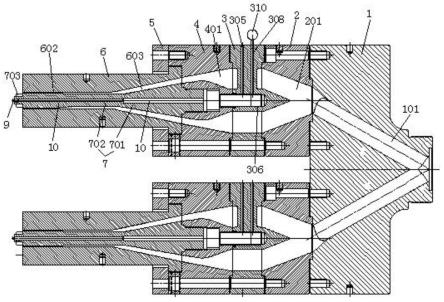
28.图1是本发明的一种双管式pvc给水管挤压模具剖面结构示意图;
29.图2是本发明的管材在线自动内喷涂模具剖面结构示意图;
30.图3是本发明的模芯与分流板连接时的剖面结构示意图;
31.图4是本发明的分流板主视结构示意图;
32.图5是图4中a-a剖面结构示意图;
33.图6是本发明涂料进入通道结构示意图。
34.图中标记:1为合流芯,101为管料通道,2为过渡板,201为过渡腔,3为分流板,301为分流腔,302为轮辐,303为轮毂,304为轮缘,305为涂料进入孔,306为安装孔,307为涂料进入通道,308为压力检测孔,309为涂料排出孔,310为压力检测装置,4为收缩套,401为收缩腔,5为口模压板,6为口模,601为模腔,602为管料挤压通道,603为管料收缩通道,7为模芯,701为收缩段,702为挤压段,703为喷头安装座,8为模芯固定座,801为固定螺栓,802为涂料容纳腔,9为雾化喷头,10涂料喷射孔。
具体实施方式
35.下面结合附图,对本发明作详细的说明。
36.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
37.如图1至图5所示,图1示出了一种直径为φ32mm的双管式pvc给水管挤压模具,其包括合流芯1,合流芯1上设置有用于高温液体管料流通的管料通道101,管料通道101贯穿合流芯1,合流芯1的端面上固定连接有过渡板2,所述过渡板2可以通过螺栓连接的方式实现固定连接(如图1所示),其也可以通过卡接或销轴实现固定连接。所述过渡板2上设置有过渡腔201,所述过渡腔201贯穿所述过渡板2,管料通道101的一端接通管料输送单元(未画出),其另一端接通过渡腔201。过渡板2的另一端面固定连接(例如可以采用螺栓连接、销轴连接、卡接等方式实现固定连接)有带有分流腔301的分流板3,所述分流板3主要用于分流管料,分流板3的另一端面上固定连接(例如可以采用螺栓连接、销轴连接、卡接等方式实现固定连接)有带有收缩腔401的收缩套4,收缩套4用于压缩经分流板分流的管料,收缩套4的另一端固定连接有口模6,口模6通过口模压板5与收缩套4实现固定连接(例如可以采用螺栓连接、销轴连接、卡接等方式实现固定连接),口模6中设置有贯穿的模腔601,模腔601与
收缩套4的收缩腔401接通,口模6的模腔601内设置有模芯7,模芯7的长度方向与口模6的长度方向相同,模芯7由收缩段701和挤压段702组成,收缩段701和挤压段702之间可自为一体形成模芯,也可以通过螺纹连接、销轴连接、卡接等方式组装形成模芯7,分流板3上固定连接有模芯固定座8,模芯固定座8位于收缩套4的收缩腔401内,模芯固定座8通过固定螺栓801与分流板3固定连接,模芯固定座8与收缩套4内壁之间的间隙构成管料收缩通道,收缩段701的一端与分流板3上的模芯固定座8固定连接,其另一端连接挤压段702,收缩段701与口模6内壁之间的间隙构成管料收缩通道603,该收缩通道与收缩套4内的收缩通道接通。挤压段702与口模6内壁之间存在间隙,以构成管料挤压通道602。管料经合流芯1的管料通道101进入过渡板2的过渡腔201内,经分流板3分流后,进入收缩套4的收缩腔401内,然后经过收缩通道压缩后,进入口模6内的模腔601中挤压出管材。
38.本发明的主要创新点在于,在管材挤出模具上设置了管材内喷涂结构,进而能够在生产管材时,一次性加工出管材的内涂层,即在管材挤出成型的过程中,可以随管材的挤出,自动对管材内壁进行一次性涂装加工成型,避免了市面上通过对已成型管材进行内喷涂所存在的效率低下、涂层不均匀、工序麻烦等问题。
39.为了实现上述目的,本发明对现有管材挤出模具做了如下改进:
40.1、在分流板3上设置了涂料进入孔305;
41.2、模芯7上设置有涂料喷射孔10,涂料喷射孔10贯穿模芯7,并与涂料进入孔302接通;
42.3、在模芯7朝向管材挤出方向的端部上固定安装有雾化喷头9,雾化喷头9接通涂料喷射孔10。
43.喷射动力组件(未画出)通过输送管将高温涂料喷射至涂料进入孔305内,然后通过涂料喷射孔输送至雾化喷头9,经雾化喷头9雾化喷出,进而可以在挤出管材的同时,对管材进行内喷涂,其不仅实现了自动对管材内壁进行一次性涂装的加工,所用喷涂设备少,只需要对现有管材挤出模具做一些改动就能实现,投入成本极少,经济效益显著,技术效果突出,得到的涂层的厚度差不超过0.1mm,解决了现有管材内喷涂技术所存在的不足。
44.具体地,分流板3包括轮缘304、轮辐302和轮毂303,轮辐302之间的间隙构成分流腔301,在其中一个轮辐上设置涂料进入孔305,涂料进入孔305贯穿轮辐302和轮缘304,并接通轮毂303内的安装孔306,模芯固定座8通过固定螺栓801与轮毂303螺栓固定连接,安装孔306与固定螺栓801之间留有间隙,以构成涂料进入通道307,即在固定连接时,固定螺栓801并不密封安装孔306,以便于涂料经涂料进入孔305进入安装孔306内时,涂料能够流出安装孔306,为了实现该结构,可以将安装孔306设置成椭圆形结构,进而使得固定螺栓的螺帽部分不会完全遮挡住安装孔306,当然也可以为其他能够实现该效果的结构。例如,在图6中,在安装孔306的壁面上车削加工出通槽,通槽分别与涂料进入孔305和涂料排出孔309接通,即分别在涂料进入孔305和涂料排出孔309对应处加工出通槽,以构成涂料进入通道307,通槽的长度要与压力检测孔308接通。当然,当固定螺栓801过大时,可以把固定螺栓上挡住涂料进入通道307的螺帽部分切削掉即可。
45.进一步地,由于涂料喷射孔10、雾化喷头9等均位于模具内,内喷涂工艺也是在管材内进行,涂料喷射孔或者雾化喷头9堵塞时,难以及时发现故障,同时,模芯7内的涂料流速压力也难以检测控制,不利于根据管材挤出速度来控制涂层的厚度。为了解决该问题,发
明人在分流板3上设置有压力检测孔308,压力检测孔308位于涂料进入孔305附近,即位于同一个轮辐302上,压力检测孔308贯穿轮辐302和轮缘304,并接通轮毂303内的安装孔306,压力检测孔308的顶部安装有压力检测装置(例如可以为压力传感器)310,压力检测装置310通过检测压力检测孔308内的涂料压力,来确定涂料喷射孔10内涂料的压力,这样既可以根据检测的压力数据来对涂料的压力进行控制,以便于配合管材挤出速度获得期望的涂层厚度,其还可以及时发现涂料喷射异常情况,减少次品管材的生产量,方便了产品质量管控。
46.进一步地,考虑到在停止喷射涂料后,涂料喷射孔10、涂料进入通道307内会残留一定量的涂料,为了便于清理,所述分流板3上设置有涂料排出孔309,所述涂料排出孔309贯穿所述轮缘304以及其中一个轮辐302,并接通安装孔306。在涂料喷射阶段,涂料排出孔309通过密封塞或者密封盖密封住,待涂料喷涂完毕后,打开密封塞或密封盖来排出残余的涂料。作为优选,涂料排出孔309最好与涂料进入孔305对称设置,以便方便排料。
47.进一步地,收缩段701与模芯固定座8固定连接时,收缩段701的端部与固定螺栓8之间留有间距形成涂料容纳腔802,以便于容纳涂料,涂料容纳腔802内的涂料通过涂料喷射孔10进入到收缩段701内,然后经由涂料喷射孔10输送至雾化喷头9,经雾化喷头9喷出。
48.进一步地,为了保证管材内壁喷涂的均匀性,涂料喷射孔10最好与模芯7的中心线重合,进而使雾化喷头9位于管材的中心线上。
49.进一步地,为了保证雾化喷头9的喷涂时的结构稳定性,挤压段702的端部向外凸出形成喷头安装座703,雾化喷头9通过固定组件固定连接在喷头安装座703上。
50.进一步地,考虑到模芯的加工性以及涂料的喷射性能,收缩段701内的涂料喷射孔10孔径大于挤压段内的涂料喷射孔10的孔径,这样设置的好处是:既可以方便涂料进入涂料喷射孔10内,还可以增压涂料喷射孔10内的涂料,使到达雾化喷头9处的涂料输送压力满足喷射要求,同时,也避免了在模芯7上加工出细且长的通孔,降低了加工难度。
51.进一步地,为了提高涂料的附着力,模芯7的挤压段模芯最外端外壁额上设置有纹路,以使挤压出的管材内壁具有一定的粗糙度,由此提高涂料的附着力,该结构形式对于ppr给水管内喷涂来说,由于ppr给水管内壁光滑,涂料附着性较差,通过该方式能够大大提高涂料的附着性,提高了涂层质量。
52.进一步地,本发明还包括一种管材在线内喷涂加工方法,包括以下步骤:
53.s1、采用上述管材挤出模具,按照现有方法进行管材挤出生产;
54.s2、通过喷射动力组件将涂料输送至涂料进入孔305内,调整好涂料压力;
55.s3、通过雾化喷头9对挤出的管材内壁进行喷涂,并一边挤出管材,一边进行喷涂,最终能得到含有内涂层的管材产品。
56.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1