一种粉料过滤器的自动清堵及回收系统的制作方法
1.本发明涉及粉料过滤器清理技术领域,具体涉及一种粉料过滤器的自动清堵及回收系统。
背景技术:
2.生产精对苯二甲酸时,因旋转过滤机和干燥机等设备长时间运行内壁会产生结壁,在生产过程中,结壁料容易脱落混入产品,影响产品质量,所以产品在进入料仓前须通过粉料过滤器进行筛选,将块状或者大颗粒物料分离。随着装置运行时间的延长,分离出的大颗粒料数量增加,粉料过滤器频繁出现堵塞,应及时切换过滤器并对其进行人工清理。人工清理方式采用手动掏料,过滤器拆卸比较麻烦,工作量较大,并存在过滤器堵塞切换不及时引起干燥机系统跳停的重大风险。手动掏出的料大部分为合格的产品,但因含有块状或者较大颗粒、手动掏料过程二次污染,只能作为废料出售。以一套200万吨的精对苯二甲酸装置为例,每年产生此类废料近100吨,废料售价比优等产品低2000-3000元/吨,每年造成的经济损失20-30万元。针对上述问题,本发明进行创新改进。
技术实现要素:
3.为克服现有技术的上述缺陷,本发明提出一种操作简单,效率高,降低了成本,提高了经济效益的粉料过滤器的自动清堵及回收系统。
4.本发明的具体实施方案如下:
5.本技术提供了一种粉料过滤器的自动清堵及回收系统,包括第一粉料过滤器和连接管,其特征在于,所述第一粉料过滤器进口连接有带进料口的进料管且出口通过连接管连接成品料仓,所述成品料仓与第一粉料过滤器之间设有第三气动阀,所述进料管与第一粉料过滤器进口连接且还连接有气管,所述气管连接有储罐,所述储罐出口通过连接管连接有二级震动筛,所述二级震动筛与储罐之间设有旋转阀,所述进料管位于进料口与第一粉料过滤器之间设有第一气动阀,与气管之间设有第二气动阀,所述第三气动阀与第一粉料过滤器之间通过连接管连接有装置惰性尾气出口且此连接管上设有第四气动阀。
6.优选为:所述进料管上设有连通进料口的三通管,所述三通管一端上连接有第二粉料过滤器另一端上设有与气管连通的支管,所述第二粉料过滤器出口通过连接管连接成品料仓并与成品料仓之间设有第五气动阀,所述第五气动阀与第二粉料过滤器之间通过连接管与装置惰性尾气出口连接且连接管与装置惰性尾气出口之间设有第六气动阀,所述第二粉料过滤器与进料口之间设有第七气动阀,所述支管靠近三通管一端及靠近气管一端上分别设有第八气动阀和第九气动阀。
7.优选为:所述储罐内设有位置传感器,所述位置传感器连接有警报器。
8.优选为:所述储罐顶部上设有布袋过滤器,所述布袋过滤器上设有排气口。
9.优选为:所述第一粉料过滤器和第二粉料过滤器靠近其进口的三通管和进料管上分别设有第一压力表,靠近其出口的连接管上分别设有第二压力表,第一压力表和第二压
力表之间分别连接有压力报警器。
10.优选为:所述二级振动筛包括第一粉料筛,所述第一粉料筛底部设有第二粉料筛,所述第二粉料筛底部设有第三粉料筛,所述第一粉料筛、第二粉料筛和第三粉料筛上均设有粉料出口。
11.有益效果:
12.本系统既实现了大型化工装置连续生产过程中粉料过滤器的自动清堵,避免了人工清理时高强度、粉料二次污染,又对清理出来的粉料进行了筛分,大大降低了废料量,提高了经济效益。
13.本发明的有益效果将在实施例中详细阐述,从而使得有益效果更加明显。
附图说明
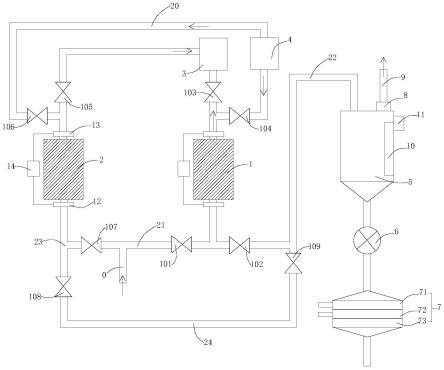
14.图1为本发明具体实施方式中系统结构示意图。
15.其中:
16.0、进料口;1、第一粉料过滤器;2、第二粉料过滤器;3、成品料仓;4、装置惰性尾气;5、储罐;6、旋转阀;7、二级震动筛;8、布袋过滤器;9、排气口;10、位置传感器;11、警报器;12、第一压力表;13、第二压力表;14、压力报警器;20、连接管;21、进料管;22、气管;23、三通管;24、支管;71、第一粉料筛;72、第二粉料筛;73、第三粉料筛;101、第一气动阀;102、第二气动阀;103、第三气动阀;104、第四气动阀;105、第五气动阀;106、第六气动阀;107、第七气动阀;108、第八气动阀;109、第九气动阀。
具体实施方式
17.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员获得的所有其他实施例,都属于本技术保护的范围。
18.本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施,且“第一”、“第二”等所区分的对象通常为一类,并不限定对象的个数,例如第一对象可以是一个,也可以是多个。此外,说明书以及权利要求中“和/或”表示所连接对象的至少其中之一,字符“/”,一般表示前后关联对象是一种“或”的关系。
19.下面结合附图,通过具体的实施例及其应用场景对本技术实施例进行详细地说明。
20.实施例1
21.如图1所示,一种粉料过滤器的自动清堵及回收系统,包括第一粉料过滤器1和连接管20,在本发明具体实施例中,第一粉料过滤器1进口连接有带进料口0的进料管21且出口通过连接管20连接成品料仓3,成品料仓3与第一粉料过滤器1之间的连接管20上设有第三气动阀103,当粉料从进料口0进入第一粉料过滤器1后打开第三气动阀103,使得过滤后的成品进入成品料仓3。进料管21与第一粉料过滤器1进口连接且还连接有气管22,气管22连接有储罐5,储罐5出口通过连接管20连接有二级震动筛7,进料管21位于进料口0与第一
粉料过滤器1进口之间设有第一气动阀101,与气管22之间设有第二气动阀102,第三气动阀103与第一粉料过滤器1出口之间通过连接管20连接有装置惰性尾气4出口且此连接管20上设有第四气动阀104。装置惰性尾气4是通过其他可以产生惰性气体的装置提供,比如惰性气体发生装置等,对装置排出的装置惰性尾气4进行利用,节约资源,惰性气体也比较稳定,不易发生化学反应,使用安全。当第一粉料过滤器1里过滤出一定量的结块或大颗粒的粉料后,关闭第一气动阀101和第三气动阀103,打开第二气动阀102和第四气动阀104,通入装置惰性尾气4,装置惰性尾气4随着连接管20进入第一粉料过滤器1,将里面的大块颗粒从第一粉料过滤器1进口吹出,吹到进料管21,然后随着装置惰性尾气4进入气管22,从而进入储罐5。然后在二级震动筛7与储罐5之间设有旋转阀6,由于粉料的流动性比较差,通过旋转阀6可以增加流动性,使其流入二级震动筛7的速度加快,提高效率。储罐5内设有位置传感器10,用于感应储罐5内粉料的高度,位置传感器10连接有警报器11,当粉料高度低于或高于设定的上或下限值时,警报器11发出警报,提醒工作人员可以进行添补粉料或向二级振动筛输送粉料。储罐5顶部上设有布袋过滤器8,布袋过滤器8上设有排气口9,让气体向外排出,粉尘留在布袋内,避免粉尘排放,保护环境。
22.二级振动筛包括第一粉料筛71,第一粉料筛71底部设有第二粉料筛72,第二粉料筛72底部设有第三粉料筛73,第一粉料筛71、第二粉料筛72和第三粉料筛73上均设有粉料出口,第一粉料筛71筛选直径大于500um的大颗粒或者块料,第二粉料筛72筛选直径在250-500um的小颗粒粉料,第三粉料筛73筛选直径小于250um的细粉料。粉料流向二级震动筛7后分别收集筛选出的大颗粒/块料、小颗粒和细粉料进行包装。细粉料等同于正常产品,可以混合出售;小颗粒料可作为等级品用于一般化工树脂生产;剩余的大颗粒或者块料作为废料廉价销售,其数量大大减少,大大降低了废料量,提高了经济效益。该系统避免了人工清理时拆卸过滤器和掏料的较大工作量并且充分利用粉料,节约了成本,提高了经济效益,提高了工作效率。
23.实施例2
24.与上述实施例不同之处在于,如图1所示,优选地,进料管21上设有连通进料口0的三通管23,三通管23一端上连接有第二粉料过滤器2,另一端上设有与气管22连通的支管24,第二粉料过滤器2出口通过连接管20连接成品料仓3并与成品料仓3之间设有第五气动阀105,第二粉料过滤器2与进料口0之间设有第七气动阀107,支管24靠近三通管23一端及靠近气管22一端上分别设有第八气动阀108和第九气动阀109,当第一粉料过滤器1在清理时,可以启用第二粉料过滤器2,关闭第八气动阀108,打开第七气动阀107和第五气动阀105,粉料从进料口0进入,通过第七气动阀107进入第二粉料过滤器2中过滤后进入成品料仓3。第五气动阀105与第二粉料过滤器2之间通过连接管20与装置惰性尾气4出口连接且连接管20与装置惰性尾气4出口之间设有第六气动阀106,当清理第二粉料过滤器2时,第一粉料过滤器1过滤,此时,关闭第二气动阀102、第五气动阀105和第七气动阀107,打开第六气动阀106、第八气动阀108和第九气动阀109,通入装置惰性尾气4,将第二粉料过滤器2的大颗粒和块料向进口处吹出,然后通过支管24和气管22到储罐5内,进行二级震动筛7的过滤分离,二级震动筛7的过滤分离步骤与实施例1一致,在此不过多赘述。该设计可以在第一粉料过滤器1或第二粉料过滤器2清理时都不影响另一个的过滤使用,节约生产时间,提高工作效率。
25.实施例3
26.与上述实施例不同之处在于,如图1所示,第一粉料过滤器1和第二粉料过滤器2靠近其进口的三通管23和进料管21上分别设有第一压力表12,靠近其出口的连接管20上分别设有第二压力表13,第一压力表12和第二压力表13之间分别连接有压力报警器14,粉料过滤器前后压差达到规定值,规定值由生产商根据过滤器的规格而设,压差达到规定值后开始堵,压力报警器14开始响,提醒工作人员可以停止过滤生产,然后通入装置惰性尾气4进行清理。防止大颗粒或大块粉料过多而影响过滤效果。
27.第一至第九气动阀、旋转阀6、第一压力表12、第二压力表13、压力报警器14、位置传感器10、警报器11均通过中控室控制操作,可实现远程操作,自动清理物料,避免人工清理时拆卸过滤器和掏料的较大工作量。
28.工作原理:
29.1、当第一粉料过滤器1清理时,关闭第一气动阀101、第三气动阀103和第九气动阀109,打开第四气动阀104和第二气动阀102,通入装置惰性尾气4,将大颗粒或大块粉料吹出第一粉料过滤器1,通过进料管21和气管22流入储罐5;第二粉料过滤器2生产时:关闭第一气动阀101、第八气动阀108和第六气动阀106,打开第七气动阀107和第五气动阀105,当粉料从进料口0进入第二粉料过滤器2过滤后进入成品料仓3。
30.2、当第二粉料过滤器2清理时:关闭第五气动阀105、第二气动阀102和第七气动阀107,打开第六气动阀106、第八气动阀108和第九气动阀109,通入装置惰性尾气4,将大颗粒或大块粉料吹出第二粉料过滤器2,通过三通管23、支管24和气管22流入储罐5;当第一粉料过滤器1生产时:关闭第二气动阀102、第七气动阀107和第四气动阀104,打开第一气动阀101和第三气动阀103,粉料从进料口0进,在第一粉料过滤器1里过滤后流入成品料仓3。
31.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。此外,需要指出的是,本技术实施方式中的方法和装置的范围不限按示出或讨论的顺序来执行功能,还可包括根据所涉及的功能按基本同时的方式或按相反的顺序来执行功能,例如,可以按不同于所描述的次序来执行所描述的方法,并且还可以添加、省去、或组合各种步骤。另外,参照某些示例所描述的特征可在其他示例中被组合。
32.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1