一种用于导电泡棉的热熔装置及其操作方法与流程
1.本发明属于导电泡棉机构技术领域,具体涉及一种用于导电泡棉的热熔装置及其操作方法。
背景技术:
2.导电泡棉机构的制作方法是首先对导电泡棉的表面涂覆热熔胶,然后通过离型材料包裹在涂覆有热熔胶的导电泡棉的表面,然后对其进行切割,以形成适合尺寸的导电泡棉机构。
3.中国专利公开号cn215882651u提供一种导电泡棉定位模切装置。所述导电泡棉定位模切装置,包括:工作框、传输装置;定位框,所述定位框固定连接于工作框的顶部,所述定位框的内部固定连接有固定框,两个所述固定框相离的两侧均固定连接有电动伸缩杆,所述定位框的内部滑动连接有调节框,所述调节框的一侧固定连接有限位框,所述限位框的两侧均开设有弧面。本实用新型提供的导电泡棉定位模切装置通过限位轮对泡棉的移动位置进行限制,从而使得位置散乱的泡棉,移动到预定的传输位置,使得导电泡棉加工设备在压合热熔胶和离型纸时,避免发生错位出现离型纸与热熔胶不能准确粘贴的情况,有效的提高了产品的优质率,保证了材料不被浪费。
4.但现有技术中并未公开上热熔胶、上离型纸到定位切割的全程自动化的装置,同时现有技术中存在涂覆热熔胶时涂覆不均匀或部分热熔胶浪费的问题。
技术实现要素:
5.鉴于现有技术中存在上述问题,本发明的目的是提供一种用于导电泡棉的热熔装置及其操作方法。
6.本发明提供了如下的技术方案:
7.一种用于导电泡棉的热熔装置,包括输送带,所述输送带置于进料输送带的一端外,置于所述输送带上的定心装置,安装有输送带一端上的拦截装置,且所述拦截装置位于定心装置当其初始状态时远离进料输送带的一端,依次位于输送带上的上胶装置和上离型纸装置,且所述上离型纸装置位于远离进料输送带的一端,在上胶装置和上离型纸装置上均安装有出卷辊组件和收卷辊组件,且出卷辊组件和收卷辊组件均分置于上胶装置和上离型纸装置的两侧。
8.具体的,所述输送带选用双列输送带。
9.具体的,所述定心装置包括搁置板,对称安装在搁置板上的直线导轨一,分别安装在直线导轨一上的移动板,活动安装在搁置板上的旋转板,所述旋转板两端分别活动安装有连接组件的一端,连接组件的另一端活动安装有移动板,气缸一安装在搁置板上,且气缸一活塞端安装在其中一个移动板上;放置板安装在轴上,定心板安装在移动板上,且放置板的表面与进料输送带平齐。
10.具体的,所述连接组件包括连接棒,安装在连接棒两端上的关节轴承,所述关节轴
承分别活动安装在移动板和旋转板上。
11.具体的,所述拦截装置包括拦截底架,安装在拦截底架上的气缸二和衬套,所述气缸二活塞端安装有连接板,连接板上安装有导向轴一,且所述导向轴一穿过衬套,拦截板安装在连接板上,且拦截板上安装有接近开关。
12.具体的,上胶装置包括架子一,安装在架子一上的气缸三,对称安装在架子一内壁上的直线导轨二,安装板一连接两侧的直线导轨二,且安装板一安装在气缸三的活塞端,出卷辊组件和收卷辊组件安装在安装板一的两侧,且安装板一上安装有热熔块,所述热熔块内安装有筒式加热器,热熔胶膜从出卷辊组件出,然后从热熔块底面穿过,最后回收到收卷辊组件内;横板一安装在架子一上,且横板一位于安装板一的正下方,所述横板一上设有通孔,所述通孔尺寸大于热熔块的表面尺寸。
13.具体的,上离型纸装置包括架子二,安装在架子二上的气缸四,对称安装在架子二内壁上的直线导轨三,安装板二连接两侧的直线导轨三,且安装板二安装在气缸四的活塞端,出卷辊组件和收卷辊组件安装在安装板二的两侧,且冲切块安装在安装板二上,过渡板通过若干个压缩组件活动安装在安装板二上,且过渡板位于冲切块的正下方,离型纸从出卷辊组件出,然后从过渡板底面穿过,最后回收到收卷辊组件内;横板二安装在架子二上,且横板二位于安装板二的正下方,所述横板二上设有小通孔,所述小通孔尺寸大于冲切块的表面尺寸;所述过渡板上设有大通孔,所述大通孔尺寸大于底座的表面尺寸。
14.具体的,所述压缩组件包括安装在安装板二上的直线轴承,活动安装在直线轴承上且安装在过渡板上的导向轴二,套在导向轴二外且位于直线轴承和过渡板之间的弹簧。
15.具体的,还包括安装在定心板中间位置的光电传感器,以及所述横板一和横板二的中间位置上均安装有反射板。
16.基于上述装置,本发明还提出了使用所述的一种用于导电泡棉的热熔装置的操作方法,包括以下步骤:
17.s1,导电泡棉通过进料输送带送入,气缸二初始位置为满行程处,拦截板拦截到工件时,接近开关感应到工件,传递信号,开启气缸一,从而带动定心装置给工件定心定位,气缸一上设有的磁性开关感应到活塞位置,从而传递信号,开启气缸二,气缸二回缩,输送带带动定心装置前移;
18.s2,光电传感器感应到横板一上的反射板,传递信号,关闭输送带,同时开启气缸三和筒式加热器;
19.s3,气缸三带动热熔块下移,气缸三满行程后,气缸三满行程处设有的磁性开关感应到活塞杆位置,传递信号,控制气缸三关闭22秒后开启气缸三同时关闭筒式加热器,气缸三回缩后零行程处设有的磁性开关,传递信号,开启电机和输送带,电机带动收卷辊组件回收热熔胶膜;
20.s4,光电传感器感应到横板二上的反射板,关闭输送带开启气缸四,气缸四带动安装板二下移,从而带动冲切块对离型纸进行冲切,同时把离型纸压平在导电泡棉上;
21.s5,气缸四回缩后零行程处设有的磁性开关,传递信号,开启输送带,从而把工件运输到下一切割工序,切割工序将工件切割为适合尺寸的导电泡棉机构。
22.本发明的有益效果是:
23.1.本装置从上热熔胶、上离型纸到定位切割,全程实现自动化,节省了劳动力。其
中本装置设计的定心装置为导电泡棉到后续上热熔胶、上离型纸以及定位切割工序时均能保证其位置的准确性,从而提高工件合格率;
24.2.本装置运用热熔胶膜替代涂覆热熔胶,热熔胶膜遇高温化成热熔胶,不仅能避免涂覆不均匀的问题,还能够避免浪费;
25.3.本装置中出卷辊组件和收卷辊组件的设计能够自动回收废弃材料。
附图说明
26.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
27.图1是本发明的正视图;
28.图2是本发明中输送带的俯视图;
29.图3是本发明中定心装置的俯视图;
30.图4是本发明中定心装置的内部结构示意图;
31.图5是图4中a-a的截面图;
32.图6是本发明中拦截装置的正视图;
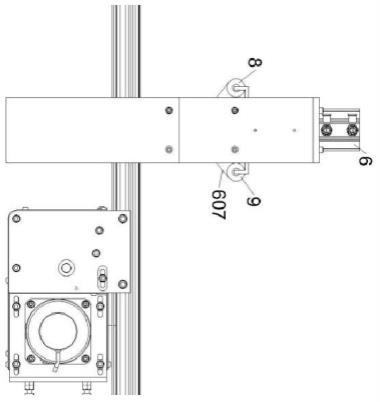
33.图7是本发明中上胶装置的正视图;
34.图8是本发明中上离型纸装置的正视图。
具体实施方式
35.实施例一
36.如图1所示,本发明提供一种用于导电泡棉的热熔装置,包括输送带2,所述输送带2置于进料输送带1的一端外,置于所述输送带2上的定心装置3,安装有输送带2一端上的拦截装置5,且所述拦截装置5位于定心装置3初始状态时远离进料输送带1的一端,依次位于输送带2上的上胶装置6和上离型纸装置7,且所述上离型纸装置7位于远离进料输送带1的一端,在上胶装置6和上离型纸装置7上均安装有出卷辊组件8和收卷辊组件9,且出卷辊组件8和收卷辊组件9均分置于上胶装置6和上离型纸装置7的两侧。
37.请重点参考图2,所述输送带2选用双列输送带,为适用于后续拦截装置5的拦截作业。同时出卷辊组件8和收卷辊组件9上均安装有电机,用于废弃材料的自动回收。
38.导电泡棉机构的制作方法是首先对导电泡棉的表面涂覆热熔胶,然后通过离型材料包裹在涂覆有热熔胶的导电泡棉的表面,然后对其进行切割,以形成适合尺寸的导电泡棉机构。由于涂覆热熔胶易造成涂覆不均匀或部分浪费的问题,本装置运用热熔胶膜替代涂覆热熔胶,热熔胶膜遇高温化成热熔胶,不仅能避免涂覆不均匀的问题,还能够避免浪费。
39.同时本装置从上热熔胶、上离型纸到定位切割,全程实现自动化,节省了劳动力。其中本装置设计的定心装置3为导电泡棉到后续上热熔胶、上离型纸以及定位切割工序时均能保证其位置的准确性,从而提高工件合格率。
40.请重点参考图3~5,所述定心装置3包括搁置板301,对称安装在搁置板301上的直线导轨一302,分别安装在直线导轨一302上的移动板303,通过轴306配合轴承座组件307活动安装在搁置板301上的旋转板304,所述旋转板304两端分别活动安装有连接组件305的一
端,连接组件305的另一端活动安装有移动板303,气缸一308安装在搁置板301上,且气缸一308活塞端安装在其中一个移动板303上;放置板309安装在轴306上,定心板310安装在移动板303上,同时放置板309的宽度等于导电泡棉的宽度。
41.所述连接组件305包括连接棒3051,安装在连接棒3051两端上的关节轴承3052,所述关节轴承3052分别通过悬臂销3053活动安装在移动板303和旋转板304上。
42.定心装置3帮助从进料输送带1上运输来的导电泡棉沿轴306的轴线定心定位。
43.开启气缸一308,气缸一308回缩带动两侧的移动板303夹住导电泡棉,此时导电泡棉沿图4中a-a的横截线对称,又由于放置板309的宽度等于导电泡棉的宽度,配合拦截装置5拦截导电泡棉,且截装置5位于定心装置3初始状态时远离进料输送带1的一端,使得导电泡棉沿轴306的轴线定心定位。
44.请重点参考图6,所述拦截装置5包括拦截底架501,安装在拦截底架501上的气缸二504和衬套502,所述气缸二504活塞端安装有连接板505,连接板505上安装有导向轴一503,且所述导向轴一503穿过衬套502,拦截板506安装在连接板505上,且所述拦截板506与放置板309的一端端面接触。
45.拦截板506上安装有接近开关;气缸二504初始位置为满行程处,拦截板506拦截到工件时,接近开关感应到工件,传递信号,开启气缸一308,从而带动定心装置3给工件定心定位,气缸一308上设有的磁性开关感应到活塞位置,从而传递信号,开启气缸二504,气缸二504回缩,输送带2带动定心装置3进入到下一工序。
46.请重点参考图7,上胶装置6包括架子一602,安装在架子一602上的气缸三601,对称安装在架子一602内壁上的直线导轨二603,安装板一605连接两侧的直线导轨二603,且安装板一605安装在气缸三601的活塞端,出卷辊组件8和收卷辊组件9安装在安装板一605的两侧,且安装板一605上安装有热熔块606,所述热熔块606内安装有筒式加热器,热熔胶膜607从出卷辊组件8出,然后从热熔块606底面穿过,最后回收到收卷辊组件9内;横板一604安装在架子一602上,且横板一604位于安装板一605的正下方,所述横板一604上设有通孔,所述通孔尺寸大于热熔块606的表面尺寸,以便于热熔块606通过。
47.具体的,由于热熔胶膜607选型为pa胶膜,其厚度选择为0.2mm,需要高温用力熨烫20秒以上才会化成热熔胶,需要压烫温度为150℃-180℃,且筒式加热器在非作业时间为不开启状态,因此在非作业状态时,不会损伤到热熔胶膜607,不会影响后续作业状态。
48.请重点参考图8,上离型纸装置7包括架子二702,安装在架子二702上的气缸四701,对称安装在架子二702内壁上的直线导轨三703,安装板二705连接两侧的直线导轨三703,且安装板二705安装在气缸四701的活塞端,出卷辊组件8和收卷辊组件9安装在安装板二705的两侧,且冲切块707通过底座706安装在安装板二705上,过渡板709通过若干个压缩组件704活动安装在安装板二705上,且过渡板709位于冲切块707的正下方,离型纸710从出卷辊组件8出,然后从过渡板709底面穿过,最后回收到收卷辊组件9内;横板二708安装在架子二702上,且横板二708位于安装板二705的正下方,所述横板二708上设有小通孔,所述小通孔尺寸大于冲切块707的表面尺寸,以便于冲切块707通过;所述过渡板709上设有大通孔,所述大通孔尺寸大于底座706的表面尺寸,以便于底座706通过。
49.当气缸四701开启时,气缸四701带动冲切块707穿过过渡板709,冲切下位于过渡板709下方的离型纸710,并且穿过横板二708,把离型纸710压平在附有热熔胶607的导电泡
棉上。
50.所述压缩组件704包括安装在安装板二705上的直线轴承7041,活动安装在直线轴承7041上且安装在过渡板709上的导向轴二7043,套在导向轴二7043外且位于直线轴承7041和过渡板709之间的弹簧7042。
51.气缸一308、气缸二504、磁性开关、接近开关、电机、输送带2、气缸三601、筒式加热器和气缸四701通信地耦合控制面板。
52.控制面板内含plc控制器,plc控制器即可编程数控系统,plc作为中央控制系统,用触摸屏实现整机的程序输入和运行控制,实现检测过程部分自动化。控制系统可作为连接各个执行元件按照逻辑轨迹运动的系统,通过编程控制执行元件按照所需的运行步骤运行。
53.实施例二
54.如图1、图7和图8所示,实施例二公开的一种用于导电泡棉的热熔装置,还包括安装在定心板310中间位置的光电传感器4,以及所述横板一604和横板二708的中间位置上均安装有反射板10。其它装置及其安装位置均与实施例一相同。
55.气缸一308、气缸二504、磁性开关、电机、输送带2、气缸三601、筒式加热器、气缸四701和光电传感器4通信地耦合控制面板。
56.基于上述装置,本发明实施例二还提出了使用所述的一种用于导电泡棉的热熔装置的操作方法,包括以下步骤:
57.步骤一,导电泡棉通过进料输送带1送入,气缸二504初始位置为满行程处,拦截板506拦截到工件时,接近开关感应到工件,传递信号,开启气缸一308,从而带动定心装置3给工件定心定位,气缸一308上设有的磁性开关感应到活塞位置,从而传递信号,开启气缸二504,气缸二504回缩,输送带2带动定心装置3前移;
58.步骤二,光电传感器4感应到横板一604上的反射板10,传递信号,关闭输送带2,同时开启气缸三601和筒式加热器;
59.步骤三,气缸三601带动热熔块606下移,气缸三601满行程后,气缸三601满行程处设有的磁性开关感应到活塞杆位置,传递信号,控制气缸三601关闭22秒后开启气缸三601同时关闭筒式加热器,气缸三601回缩后零行程处设有的磁性开关,传递信号,开启电机和输送带2,电机带动收卷辊组件9回收热熔胶膜607;
60.步骤四,光电传感器4感应到横板二708上的反射板10,关闭输送带2开启气缸四701,气缸四701带动安装板二705下移,从而带动冲切块707对离型纸710进行冲切,同时把离型纸710压平在导电泡棉上;
61.步骤五,气缸四701回缩后零行程处设有的磁性开关,传递信号,开启输送带2,从而把工件运输到下一切割工序,切割工序将工件切割为适合尺寸的导电泡棉机构。
62.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1