一种可降解阻燃塑料薄膜及其生产工艺的制作方法
1.本发明涉及塑料薄膜技术领域,更具体的说是一种可降解阻燃塑料薄膜及其生产工艺。
背景技术:
2.塑料薄膜是指用聚氯乙烯、聚乙烯、聚丙烯、聚苯乙烯以及其他树脂制成的薄膜,用于包装,以及用作覆膜层。而随着使用需求,能够将展现不同性质的成分加入到原料当中,从而使塑料薄膜获得更多能力,例如:阻燃、可降解等等,但是现有的薄膜在遇到拉力过大或者侧向受力的时候容易发生断裂,使用过程中容易损坏,然而现有的塑料薄膜生产技术当中,都只能生产出普通的塑料薄膜,缺少一种能够生产出强度较高的塑料薄膜,所以本技术提出一种能够在塑料薄膜当中加入线绳的塑料薄膜生产工艺,能够通过加入线绳提高塑料薄膜抗断裂的能力。
技术实现要素:
3.为克服现有技术的不足,本发明提供一种可降解阻燃塑料薄膜及其生产工艺,能够通过加入线绳提高塑料薄膜抗断裂的能力。
4.本发明解决其技术问题所采用的技术方案是:
5.一种可降解阻燃塑料薄膜生产工艺,该方法包括以下步骤:
6.步骤一:原料投入到吹膜机当中,使用吹膜机制造出圆筒状的塑料薄膜,并将圆筒状的塑料薄膜的端部固定在收卷机上;
7.步骤二:使用生产装置将两个加强线穿入到圆筒状的塑料薄膜的内部;
8.步骤三:使用生产装置带动两个加强线不断地往复拧动在圆筒状的塑料薄膜的内部形成连续的“8”字形状;
9.步骤四:使用生产装置将内部穿入加强线的圆筒状的塑料薄膜进行挤压制成磨砂状的可降解阻燃塑料薄膜。
10.进一步的所述生产装置包括模具,及固定在模具下端的风机,及用于架设模具的支架,及用于固定支架的底座。
11.进一步的所述的底座上端转动有动力辊和压辊,动力辊和压辊上下对应,动力辊上成型有多个圆坑,压辊上成型有多个圆型凸起。
12.所述的底座下端转动有平架,平架上固定有两个立柱,平架上固定有环架,环架上镜像设置有两个套环;
13.所述的平架下端固定有摩擦轮,底座下端固定有滑道,滑道中滑动有与摩擦轮摩擦传动的摩擦条,摩擦条的端部转动有连杆,连杆转动在圆板边缘。
14.采用上述的可降解阻燃塑料薄膜生产工艺生产出的可降解阻燃塑料薄膜,所述的可降解阻燃塑料薄膜包括圆筒状的塑料薄膜和两个加强线,其中圆筒状的塑料薄膜为薄膜,加强线为塑料彩带。
附图说明
15.下面结合附图和具体实施方法对本发明做进一步详细的说明。
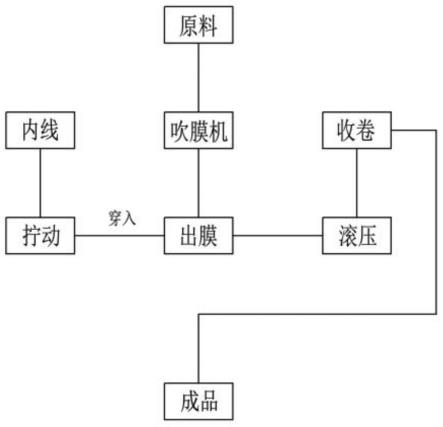
16.图1为本发明中可降解阻燃塑料薄膜生产工艺的流程图;
17.图2为本发明中可降解阻燃塑料薄膜的结构示意图;
18.图3和图4为本发明中生产装置的结构示意图;
19.图5为本发明中模具和风机的结构示意图;
20.图6为本发明中动力辊和压辊的结构示意图;
21.图7为本发明中环架和套环的结构示意图;
22.图8为本发明中圆板和竖套的结构示意图;
23.图9为本发明中锥形摩擦轮和方杆的结构示意图;
24.图10为本发明中套轴的结构示意图。
具体实施方式
25.通过观察图1和图2,可以根据图中所示可以得到生产出可降解阻燃塑料薄膜的方法过程,
26.步骤一:首先将原料加热时候使其熔化并投入到吹膜机当中,使用吹膜机制造出圆筒状的塑料薄膜,并将圆筒状的塑料薄膜的端部固定在收卷机上,利用收卷机收卷的时候带动圆筒状的塑料薄膜进行移动;
27.步骤二:使用生产装置将两个加强线穿入到圆筒状的塑料薄膜的内部,并将圆筒状的塑料薄膜进行挤压,使圆筒状的塑料薄膜将内部的两个加强线包裹在其中,并使圆筒状的塑料薄膜被压制成片状;
28.步骤三:使用生产装置带动两个加强线不断地往复拧动在圆筒状的塑料薄膜的内部形成连续的“8”字形状,使圆筒状的塑料薄膜被压制成片状的同时将“8”字形状的两个加强线紧紧包裹住;
29.步骤四:使用生产装置将内部穿入加强线的圆筒状的塑料薄膜进行挤压制成磨砂状的可降解阻燃塑料薄膜;
30.通过上述工艺过程所生产出的可降解阻燃塑料薄膜,不仅表面为磨砂状态,并且能够使薄膜内部存在加强线,利用加强线能够避免可降解阻燃塑料薄膜在拉展开来使用或者收卷的过程中出现断开的情况,同时磨砂表面能够使可降解阻燃塑料薄膜更具手感,在拉展开来使用的时候避免滑脱;同时能够根据可降解阻燃塑料薄膜上两个加强线形成的区域来区分覆盖物的范围或者来提前进行规划,使覆盖物中不同的成分或者范围落在加强线的两侧,从而以加强线作为分界线进行参考。
31.通过观察图3至图6,可以根据图中所示可以得到制造圆筒状的塑料薄膜的一个示例性工作过程是:
32.所述生产装置包括模具01,风机02固定连接在模具01下端,模具01能够滑动进入到支架03中,支架03底端固定连接有底座04;在使用过程中,使原料经过模具01,同时使用风机02从模具01下方周围向中间送风,利用风穿过模具01向上流动的特性将模具01中出来的原料吹成圆筒状的塑料薄膜。
33.通过观察图3至图6,可以根据图中所示可以得到制造磨砂面的一个示例性工作过
程是:
34.所述的底座04上端转动有动力辊05和压辊06,动力辊05和压辊06上下对应,动力辊05上成型有多个圆坑,压辊06上成型有多个圆型凸起,将圆筒状的塑料薄膜从动力辊05和压辊06之间穿过,利用收卷机收卷时拉动圆筒状的塑料薄膜来使圆筒状的塑料薄膜利用摩擦力带动动力辊05和压辊06转动,而在动力辊05和压辊06相互转动的时候,能够使压辊06上的多个圆型凸起将圆筒状的塑料薄膜压入到动力辊05上对应的多个圆坑当中,从而使动力辊05和压辊06将圆筒状的塑料薄膜压成片状的同时将圆筒状的塑料薄膜的上下表面压制成磨砂面。
35.通过观察图3至图7,可以根据图中所示可以得到穿入加强线的一个示例性工作过程是:
36.所述的底座04下端转动有平架08,平架08上固定连接有两个立柱09,平架08上固定连接有环架10,环架10上镜像设置有两个套环11;将两个加强线卷分别套在两个立柱09上,然后将两个加强线的端部向上穿过两个套环11,在使两个加强线的端部穿入到模具01之间并和圆筒状的塑料薄膜的端部一同固定在收卷机上,便可以在圆筒状的塑料薄膜制造出来并且移动的时候将两个加强线包裹在其中。
37.通过观察图4和图8,可以根据图中所示可以得到拧动加强线的一个示例性工作过程是:
38.所述的平架08下端固定连接有摩擦轮12,底座04下端固定连接有滑道14,滑道14中滑动连接有与摩擦轮12摩擦传动的摩擦条13,摩擦条13的端部转动连接有连杆15,连杆15转动连接在圆板16边缘;通过带动圆板16沿着自身轴线旋转,便可以使圆板16带动连杆15来拉动摩擦条13在滑道14中不断地往复滑动,从而使摩擦条13通过摩擦来带动摩擦轮12往复转动,从而实现摩擦轮12带动平架08在底座04上往复转动,便可以使平架08上的环架10带动两个套环11围绕着平架08中心循环转动,配合动力辊05和压辊06在将两个加强线压制在圆筒状的塑料薄膜中的时候使两个加强线实现拧动交叉形成
““
8”字形状”,不仅能够增加两个加强线的美观程度,还能够使两个加强线增加可降解阻燃塑料薄膜的美观程度;而在平架08不发生转动的时候,两个加强线在圆筒状的塑料薄膜中使相互平行的,能够在制造出来的可降解阻燃塑料薄膜上形成平行的线条增加可降解阻燃塑料薄膜的美观度,同时能够根据可降解阻燃塑料薄膜上两个加强线形成的区域来区分覆盖物的范围或者来提前进行规划,使覆盖物中不同的成分或者范围落在加强线的两侧,从而以加强线作为分界线进行参考。
39.通过观察图2至图10,可以根据图中所示可以得到调节拧动频率的一个示例性工作过程是:
40.所述的生产装置还包括两个套轴18,支架03上固定连接有竖套17,其中一个套轴18转动连接在竖套17中且底端固定连接有圆板16;所述的两个套轴18端部均开设有方孔,另外一个套轴18固定连接在动力辊05上,每个方孔中滑动有一个方杆20,每个方杆20端部均固定连接有一个锥形摩擦轮19,两个锥形摩擦轮19摩擦传动;在收卷机拉动圆筒状的塑料薄膜移动的时候,利用圆筒状的塑料薄膜带动动力辊05转动,便可以使动力辊05带动固定在其上的套轴18和套轴18中的方杆20旋转,从而实现动力辊05带动对应的锥形摩擦轮19旋转,利用该锥形摩擦轮19摩擦带动另外一个锥形摩擦轮19旋转,从而使另外一个锥形摩
擦轮19带动滑动在另外一个套轴18中的方杆20来实现带动另外一个套轴18旋转从而实现套轴18下端的圆板16旋转,便可以利用圆板16的旋转带动平架08进行往复旋转,从而不需要另外添加动力源,直接利用圆筒状的塑料薄膜移动时产生的摩擦力来实现平架08的往复旋转;
41.同时能够通过两个方杆20分别带动两个锥形摩擦轮19改变位置,来调节两个锥形摩擦轮19之间摩擦接触的锥度位置来实现调节圆板16的转速,从而实现改变平架08往复旋转的频率,最终实现调节拧动加强线的频率;
42.详细的,当动力辊05上的套轴18中方杆20缩回的时候,竖套17中的套轴18中的方杆20伸出,从而确保两个锥形摩擦轮19始终摩擦接触,反之也可进行调节。
43.通过观察图2至图10,可以根据图中所示可以得到锁紧方杆20的一个示例性工作过程是:
44.所述的两个套轴18侧壁上均连接有一个螺栓,拧紧两个螺栓能够将两个方杆20顶紧在对应的方孔中进行锁定;在调节方杆20在套轴18中的滑动位置之后,便可以通过拧紧螺栓使螺栓进入到方孔当中顶紧方杆20,便可以将方杆20锁紧在方孔当中,避免方杆20发生意外滑动。
45.通过观察图2至图10,可以根据图中所示可以得到避免磨砂面的可降解阻燃塑料薄膜表面发生弯曲的一个示例性工作过程是:
46.所述的支架03上端的后侧转动有两个导向辊07,两个导向辊07能够将磨砂状的可降解阻燃塑料薄膜整体铺平;在动力辊05和压辊06将圆筒状的塑料薄膜压制成磨砂面之后,将磨砂面的可降解阻燃塑料薄膜穿过两个导向辊07,利用两个导向辊07将磨砂面的可降解阻燃塑料薄膜压平整,避免磨砂面的可降解阻燃塑料薄膜发生翘曲。
47.所述的可降解阻燃塑料薄膜生产工艺生产出的可降解阻燃塑料薄膜,所述的可降解阻燃塑料薄膜包括圆筒状的塑料薄膜和两个加强线,其中圆筒状的塑料薄膜为薄膜101,加强线为塑料彩带102;
48.塑料彩带102可以选用各种颜色,获得不同颜色的线条的可降解阻燃塑料薄膜,增加美观程度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1