一种连续纤维热塑性预浸带的生产设备及方法与流程
1.本发明涉及复合材料生产技术领域,具体为一种连续纤维热塑性预浸带的生 产设备及方法。
背景技术:
2.连续纤维增强树脂基复合材料(fiber reinforced plastics,frp)以高性能纤 维与树脂复合而成,具有较高比强度和比刚度,且与金属等传统材料相比有质量 轻、抗腐蚀等诸多优势,在航空航天、石油化工等领域得到了广泛应用。frp按 照基体类型可分为热塑复合材料(fiber reinforced thermoplastics,frtp)和热固 复合材料,传统的热固复合材料力学性能好,但层间断裂韧性普遍较差,成型周 期长,预浸料储存条件苛刻且不可回收二次成型,使得热固复合材料的应用受到 了很大的限制。而frtp由于其基体为韧性好、成本低、生产周期短且可以反复 加工的热塑性树脂,和回收利用等热固性复合材料不可比拟的优点,使其产量和 应用领域不断扩大,已成为复合材料的重要发展方向之一。
3.连续纤维增强热塑性树脂预浸带是由连续纤维、热塑性树脂复合而成,有溶 液浸渍法、熔融浸渍法和粉末浸渍、反应浸渍等工艺,其中熔融浸渍法以其生产 成本低、效率高等特点广泛应用于工业生产中。
4.高性能纤维的分散和成型工艺是连续纤维增强热塑性树脂预浸带制备的工 艺难点,一方面由于热塑性树脂融化后粘度很高,达到上百pa
·
s,一般加工设 备和工艺条件很难与连续纤维结合,容易产生孔隙,浸渍效果不理想。另一方面, 为保证制品性能,使树脂充分浸渍,减小预浸料厚度,提高纤维含量,需要在浸 渍前将高性能纤维展宽展薄,扩大纤维单丝之间的空隙。
5.针对上述问题,申请号为cn201911335610.6的中国专利公开了一种连续纤维 展纱装置及展纱方法,包括使纤维展开且呈平面排列的展纱辊组,还包括用于向 展纱辊组输送纤维的展纱组件;其中,该展纱组件包括向纤维吹气的吹气机构和 用于支撑纤维的支撑机构;吹气机构设置在支撑机构的上方,用于对支撑机构上 的纤维施加气压,使纤维沿宽度方向移动从而散开。本发明采用复合展纱技术即 在机械辊展纱的前端加装一个向纤维吹气的展纱组件,该展纱组件具有对玻璃纤 维损伤低的优点,但是单纯采用吹气展纱会紊乱玻纤排列,采用展纱组件和展纱 辊组的复合展纱能取得展纱宽度宽、少起毛、稳定性好、展纱后的纤维束平行伸 展性好的进步。但是使用气流展纱会紊乱玻纤排列,容易导致复合纤维纱中的树 脂分布不均,稳定性差,获得的产品质量不佳。
6.因此,为了解决上述两个工艺难点,需要提供一套连续纤维增强热塑性树脂 预浸带的生产设备及生产方法,解决当前国内的主流展纱技术的机械展纱方法对 纤维磨损较大、展纱效果不理想,且气流展纱紊乱玻纤排列,后续热熔树脂浸渍 时容易出现复合纤维纱中的树脂分布不均的问题,提高成型效率,增加可塑性。
技术实现要素:
7.为克服现有技术中存在的问题,本发明提供一种连续纤维热塑性预浸带的生 产设备及方法,解决了热熔树脂浸渍时容易出现复合纤维纱中的树脂分布不均的 问题,提高成型效率,增加可塑性。
8.为实现上述目的,本发明提供了如下技术方案:
9.本发明提供了一种连续纤维热塑性预浸带的生产设备,包括依次连接的分纱 机构、展纱机构、浸渍机构和复合定型机构,
10.所述展纱机构包括气流展纱装置和机械展纱装置,所述气流展纱装置包括设 置在纤维预浸带下方的气流箱,所述气流箱为空腔结构且内部安装有离心风机, 所述离心风机的抽吸方向垂直于所述纤维预浸带的表面;
11.所述浸渍机构包括浸渍模具,所述浸渍模具由上模体和下模体构成,所述上 模体和所述下模体相对设置且形成波浪状的浸渍通道。
12.优选地,所述气流箱为上下贯穿的空腔结构,包括上壳体和下壳体,所述纤 维预浸带自所述上壳体和下壳体之间的间隙穿过,所述离心风机悬挂在所述下壳 体内部的中心位置。
13.优选地,所述气流箱的宽度范围为30cm-100cm,长度范围为20cm-40cm,上 壳体侧板倾斜角度为10-20
°
,气流速度范围为10m/s-16m/s。
14.优选地,所述浸渍通道的波高范围为2cm-3cm,直径范围为5cm-7cm,所述 浸渍通道的波峰数量为2-20个。
15.优选地,所述浸渍通道与螺杆挤出机相连通。
16.优选地,所述机械展纱装置包括至少5根展纱钢辊,所述展纱钢辊相互平行 且交错设置,所述纤维预浸带经过气流展纱装置的上方且依次缠在所述展纱钢辊 上。
17.优选地,所述复合定型机构包括至少两组在同一平面上设置的定型模组,所 述定型模组包括上下设置的包胶压辊和下辊。
18.优选地,所述分纱机构设有山形筘和分纱辊,所述山形筘上设置有等间距的 分梳齿,所述分纱辊的数量至少为5个。
19.优选地,所述复合定型机构与所述裁边机构相连接,所述裁边机构包括切边 装置和废边收卷装置。
20.本发明还提供一种连续纤维热塑性预浸带的生产方法,使用上述中任意一项 所述的连续纤维热塑性预浸带的生产设备进行生产,具体步骤如下:
21.纤维材料选择,所述纤维材料至少为碳纤维、玻璃纤维、芳纶中的一种;
22.选取浸渍树脂种类,所述浸渍树脂至少为pps、peek和pekk中的一种;
23.对生产设备不同工作区进行加温预热,加温预热的时间持续2-3h,再进行生 产;
24.将纤维放置在纱架上,调整牵引速度,所述纤维依次通过气流展纱和机械展 纱,进入浸渍模具中进行熔融浸渍;待纤维展纱至均匀后开启主机及喂料,关闭 浸渍机构,调整模具出口间隙为0.2-0.4mm;通过复合定型机构定型后进行切边 和收卷。
25.优选地,所述牵引速度调整范围为1.0-3.0m/min。
26.优选地,预热温度范围为260℃-395℃。
27.综上,本发明的上述技术方案的有益效果如下:
28.本发明展纱机构包括气流展纱装置和机械展纱装置,采用气流展纱为主,机 械展纱为辅的展纱方式解决当前国内的主流展纱技术的机械展纱方法对纤维磨 损较大、展纱效果不理想的问题;同时浸渍模具中具有波浪状的浸渍通道,与后 续的复合定型机构结合,通过气流展纱和机械展纱之后的纤维预浸带穿过波浪状 的浸渍通道,可以增大预浸带的浸渍面积,使热熔树脂在连续纤维带上分散较为 均匀,能够得到充分的浸渍,避免浸渍不均匀的问题。
29.本发明还提供了一种连续纤维热塑性预浸带的生产方法,从pp到peek标准 聚合物为原料,可适用于加工温度为200℃-400℃的热塑性树脂,形成了以工业 规模生产高级别热塑性预浸料的商业化复合材料生产线。
附图说明
30.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使 用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实 施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根 据这些附图获得其他的附图。
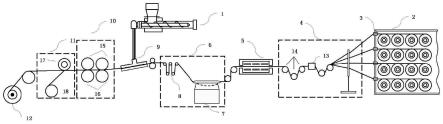
31.图1为本发明提供的一种连续纤维热塑性预浸带的生产设备的结构示意图;
32.图2为本发明提供的一种连续纤维热塑性预浸带的生产方法的流程示意图。
33.附图中,各标号所代表的部件列表如下:
34.1-螺杆挤出机;2-纱架;3-纱筒;4-分纱机构;5-预热机构;6-展纱机构;
35.7-气流展纱装置;8-机械展纱装置;9-浸渍机构;10-复合定型机构;
36.11-裁边机构;12-收卷机构;13-山形筘;14-分纱辊;15-包胶上压辊;
37.16-下辊;17-切边装置;18-废边收卷装置。
具体实施方式
38.为了使本领域的人员更好地理解本发明的技术方案,下面结合本发明的附图, 对本发明的技术方案进行清楚、完整的描述,基于本技术中的实施例,本领域普 通技术人员在没有做出创造性劳动的前提下所获得的其它类同实施例,都应当属 于本技术保护的范围。此外,以下实施例中提到的方向词,例如“上”“下”“左
”ꢀ“
右”等仅是参考附图的方向,因此,使用的方向用词是用来说明而非限制本发 明创造。
39.如图1-图2所示,本发明提供了一种连续纤维热塑性预浸带的生产设备,根 据生产工序,依次包括:纱架2、分纱机构4、预热机构5、展纱机构6、浸渍机 构9、复合定型机构10和裁边机构11。
40.其中纱架2上设置有多层46-92锭的纱筒3,用于提供纤维原料,自纱架2上抽 出的纤维通过分纱机构4进入展纱机构6,分纱机构4设有山形筘和分纱辊14,所 述山形筘上设置有等间距的分梳齿,可以将限位进行初步梳理,便于后续进行展 纱,所述分纱辊14的数量至少为5个。预热机构5为纤维原料提供预热,预热是为 了去除纤维表面上浆剂,便于后续的展纱和浸渍。
41.所述展纱机构6包括气流展纱装置7和机械展纱装置8,所述气流展纱装置7 包括设置在纤维预浸带下方的气流箱,所述气流箱为空腔结构且内部安装有离心 风机,所述气
流箱为上下贯穿的空腔结构,包括上壳体和下壳体,所述纤维预浸 带自所述上壳体和下壳体之间的间隙穿过,所述离心风机悬挂在所述下壳体内部 的中心位置,所述离心风机的抽吸方向垂直于所述纤维预浸带的表面;气流箱的 宽度范围为30cm-100cm,长度范围为20cm-40cm;当纤维自上壳体和下壳体之间 穿过时,由于上壳体和下壳体之间的缝隙较窄,有利于纤维展开,初步形成纤维 预浸带,气流箱中的离心风机在纤维预浸带下方产生强力气流,向下吸压缩空气, 纤维预浸带在强力气流的抽吸下呈现松散的状态,进行展宽薄化,后续再通过机 械展纱装置8。机械展纱装置8包括至少5根展纱钢辊,所述展纱钢辊相互平行且 交错设置,所述纤维预浸带经过气流展纱装置7的上方展宽之后,在所述展纱钢 辊的引导下进一步均匀完全展开而且呈平面排列。
42.浸渍机构9包括浸渍模具,所述浸渍模具由上模体和下模体构成,所述上模 体和所述下模体相对设置,相互扣合,中间形成波浪状的浸渍通道。浸渍通道的 波高范围为2cm-3cm,直径范围为5cm-7cm,所述浸渍通道的波峰数量为2-20个。 浸渍通道与螺杆挤出机1相连通,螺杆挤出机1挤出的熔融树脂可以通过流道进入 浸渍通道中,纤维预浸带经过展纱机构6之后,进入浸渍模具的浸渍通道中,由 于浸渍通道呈波浪状,内部填充有熔融树脂,因此,纤维预浸带浸渍时与熔融树 脂的接触界面更大,同时纤维预浸带在波峰波谷的引导下,可以进一步展开为平 面排列状态,防止纤维交叠的情况出现导致浸渍不均匀。且波浪状的设置,可以 让纤维预浸带各部分所受的摩擦张力均相同,热熔树脂在纤维预浸带上分散较为 均匀,能够得到充分的浸渍。
43.经过充分浸渍后的纤维预浸带经牵引从浸渍模具中抽出,进入复合定型机构 10中进行冷却定型,所述复合定型机构10包括至少两组在同一平面上设置的定型 模组,所述定型模组包括上下设置的包胶上压辊15和下辊16,纤维预浸带自所述 包胶上压辊15和所述下辊16之间的间隙中穿过,由于该间隙极小,优选为0.2mm, 最终可以实现预浸带低厚度和高浸润性,冷却后的熔融树脂又恢复固态,与纤维 充分交融。
44.所述复合定型机构10与所述裁边机构11相连接,所述裁边机构11包括切边装 置17和废边收卷装置18。经过冷却定型纤维预浸带具备一定强度、硬度、韧性, 且不会出现粘连,经过切边和收卷之后,得到纤维预浸带成品。
45.本发明还提供一种连续纤维热塑性预浸带的生产方法,具体步骤如下:
46.纤维材料选择,所述纤维材料至少为碳纤维、玻璃纤维、芳纶中的一种;
47.选取浸渍树脂种类,所述浸渍树脂至少为pps、peek和pekk中的一种,优 选的树脂种类为加工温度为200℃-400℃的热塑性树脂。
48.对生产设备不同工作区进行加温预热,具体加入区域包括但不限于螺纹基础 干、流道和浸渍模具,加温预热的时间持续2-3h,再进行生产;其中加温预热的 温度根据浸渍树脂的种类确定,具体温度选择如下表所示:
49.表1加温预热参数选择
50.树脂种类预热温度机筒1机筒2机筒3流道浸渍模具pps100-150260280280300310peek100-150360385390390395pekk100-150310330330330330
51.将纤维材料放置在纱架2上,调整牵引速度,牵引速度调整范围为 1.0-3.0m/min;
所述纤维依次通过气流展纱和机械展纱,待纤维展纱至均匀后开 启主机及喂料,喂料通过使用粒状标准聚合物,在不影响最终产品质量和性能的 情况下,大大简化并缩短了工艺。纤维进入浸渍模具中进行熔融浸渍;浸渍完成 之后,关闭浸渍机构9,调整模具出口间隙为0.2-0.4mm;通过复合定型机构10 定型后进行切边和收卷。
52.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述 实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出, 对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和 润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1